外卷邊槽鋼輥彎成型過程模具的設(shè)計及可靠性分析
2020-03-14 10:25:22郗文博趙云濤李萬全
機(jī)械管理開發(fā) 2020年1期
關(guān)鍵詞:變形
郗文博, 趙云濤, 李萬全
(西安物華巨能爆破器材有限責(zé)任公司, 陜西 西安 710061)
引言
槽鋼是冷彎型鋼之一,分為輕型槽鋼和普通槽鋼,在建筑行業(yè)通常用作梁柱及樁的主要材料,除此之外,在車輛制造等其他領(lǐng)域,也經(jīng)常配合工字鋼使用,隨著外卷邊槽鋼輥彎成型技術(shù)的成熟,槽鋼逐漸在其他領(lǐng)域得到了普及[1-2]。
冷彎成型實(shí)質(zhì)上是帶材縱橫向的彈塑性變形與橫向大位移的過程。成型輥和坯料的接觸邊界非常復(fù)雜,其復(fù)雜性主要表現(xiàn)在幾何、材料和接觸邊界等多重非線性上,而且影響成型因素眾多,精確模擬其成型過程比較困難。目前,國內(nèi)外學(xué)者對此還沒有提出成熟精確的分析方法,生產(chǎn)中的工藝設(shè)計和孔型設(shè)計主要取決于經(jīng)驗(yàn),尚缺理論指導(dǎo)[3]。利用有限元仿真對槽鋼輥彎成型過程進(jìn)行分析,不僅可以充實(shí)輥彎成型理論,同時對設(shè)計新的輥彎模具及模具優(yōu)化具有重要意義。
1 外卷邊槽鋼相關(guān)技術(shù)參數(shù)
外卷邊槽鋼是一種具有代表性的冷彎型鋼,它包括三種斷面。在整個斷面中,第一種斷面部分形成寬度為a的彎邊,第二種斷面部分形成寬度為h的腰,第三種斷面部分形成寬度為b的立壁(見圖1)。
腰和彎邊在成型輥孔型中處于水平位置(平行于成型輥軸線),這時在每一道次中把立壁彎曲成相同的角度,這就是冷彎對稱外卷邊槽鋼的成型特點(diǎn)。
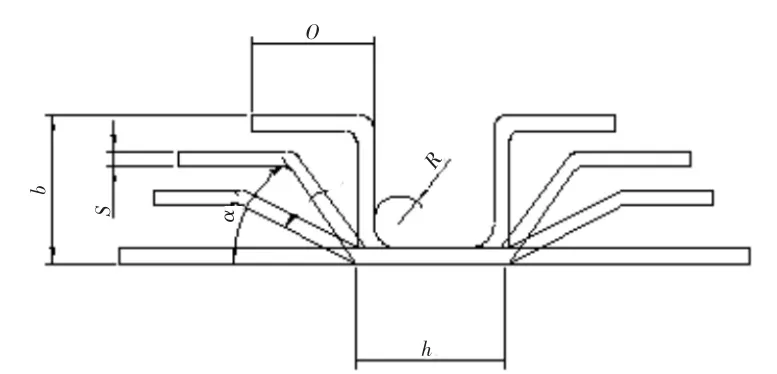
圖1 外卷邊槽鋼的成型圖
本文設(shè)計的外卷邊槽鋼的尺寸為34 mm×19 mm×27.5 mm×2 mm,斷面形狀如圖2所示。
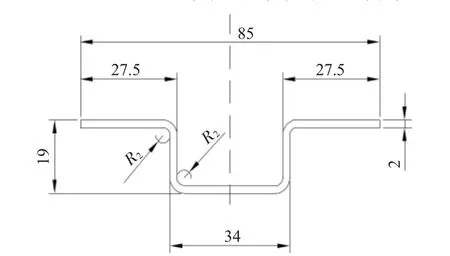
圖2 外卷邊槽鋼的尺寸圖(單位:mm)
外卷邊槽鋼對應(yīng)的斷面性能參數(shù):理論質(zhì)量是5.788 kg,截面面積是 7.373 cm2;重心XO,1.448;慣性矩Lx=111.051 cm4;Ly=18.045 cm4;回轉(zhuǎn)半徑Rx=3.088cm,Ry=1.564 cm;截面模數(shù)Wx=22.210 cm3,Wy=5.081 cm3。
與普通槽鋼相比,外卷邊槽鋼增加了上邊部水平段,因而彎曲角相應(yīng)增加。如果采取先彎折底邊,再彎折上邊部的順序成型方法,不僅增加彎曲道次,而且增大側(cè)邊端點(diǎn)提升高度,使邊部拉伸增大。因此采用底邊和上邊部同時彎曲成型的方法是相對合理的,即以相同的彎曲角同時彎曲,從而使每一過渡斷面的底邊與上邊在同一水平面上分別處于相互平行的狀態(tài)。
對于尺寸相對較小的型材,在輥彎過程中成型輥距帶坯應(yīng)盡可能近,但過近就會造成磨損擦傷。因此對每一個成型輥,應(yīng)根據(jù)整個型材的變形過程來決定成型輥與帶坯之間的間隙,確定何處增大和減小成型輥的壓力和尺寸,從而使材料順利進(jìn)入下一道次。
2 孔型的設(shè)計
通常在生產(chǎn)精度要求較高的產(chǎn)品時,除采用平輥外,還采用中間立輥及必要的工裝。一般生產(chǎn)槽鋼的平輥孔型分為三類:開始幾道由于斷面橫向剛度小,容易發(fā)生彎折點(diǎn)偏移現(xiàn)象(總彎曲角30°以下),所以常采用閉式孔;中間道次一般都是在30°~85°范圍,可以采用開式孔;最后幾道為保證斷面形狀及尺寸精度要求,多采用精扎孔。前3道選用閉式孔,后6道選用開式孔。
閉式孔尺寸及構(gòu)圖如圖3所示,開式孔尺寸及構(gòu)圖如圖4所示。
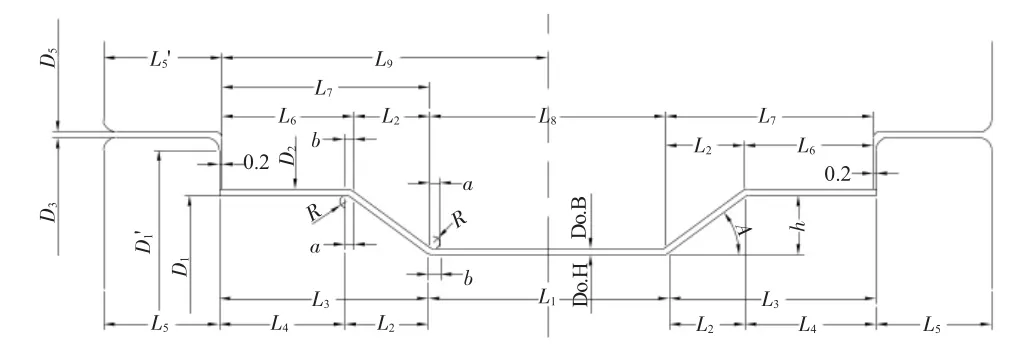
圖3 閉式孔尺寸及構(gòu)圖
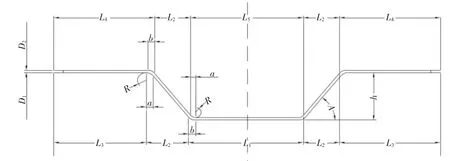
圖4 開式孔尺寸及構(gòu)圖
外卷邊槽鋼計算結(jié)果如表1所示。
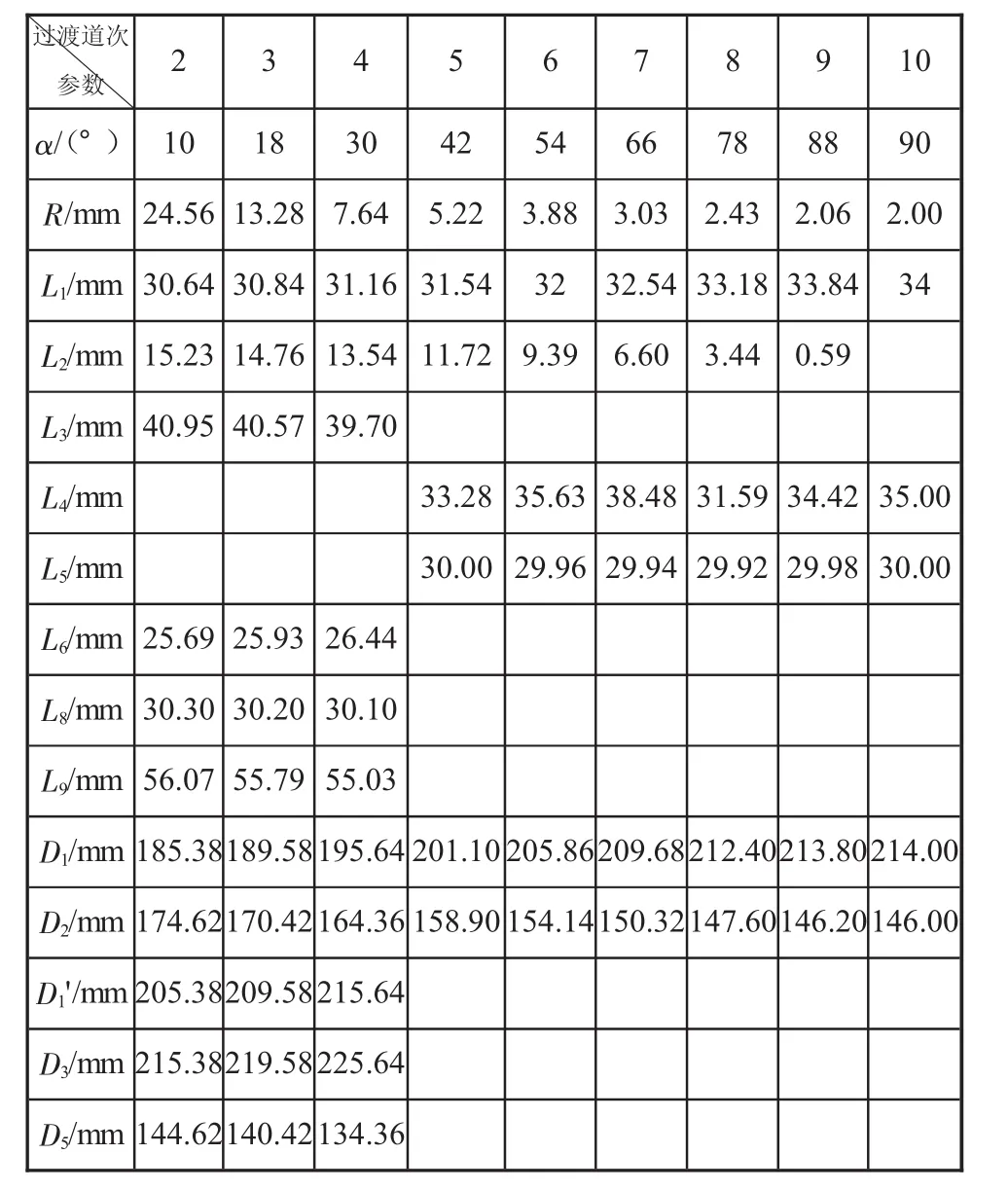
表1 外卷邊槽鋼計算結(jié)果
3外卷邊槽鋼輥彎成型過程的計算機(jī)仿真
結(jié)合輥彎成型的變形過程中的種種特征可知,帶材的成型是一個連續(xù)的、復(fù)雜的變形過程,且變形過程存在較大的彈性變形,塑性變形也伴隨著的回彈現(xiàn)象,另外還受到其他諸多因素影響,因此想要精確模擬槽鋼輥彎成型過程是比較難以實(shí)現(xiàn)的。
本文以彈性變形和塑性變形的有限元方法為基礎(chǔ),利用ANSYS軟件對槽鋼板料的三維變形過程進(jìn)行了模擬,通過模擬觀察槽鋼板料在成型過程中金屬的變形情況,依次類推輥彎成型過程的成型規(guī)律,為生產(chǎn)與設(shè)計提供了充分的理論依據(jù)[4]。
經(jīng)過單軸拉伸實(shí)驗(yàn)測得槽鋼的彈性模量E為21 000 MPa,密度為7 850 kg/mm3,切線模量為368 MPa,摩擦系數(shù)為0.2,泊松比為0.3。經(jīng)過計算,取寬度為186.4 mm,厚度為4.0 mm的鋼板作為坯料,選取單元類型為SOLID164。
為方便計算,本文用簡化的模型進(jìn)行模擬。輥彎成型時成型力相對較小,不會使由合金鋼制成的軋輥發(fā)生變形,因此建立模型時將軋輥假設(shè)為剛性輥是合適的。取本結(jié)構(gòu)的一半作為分析模型,板料是在恒定速度0.6 m/s下沿Z軸正向通過孔型的,并最終成型為產(chǎn)品。圖5所示為第九道次成型模型[5]。
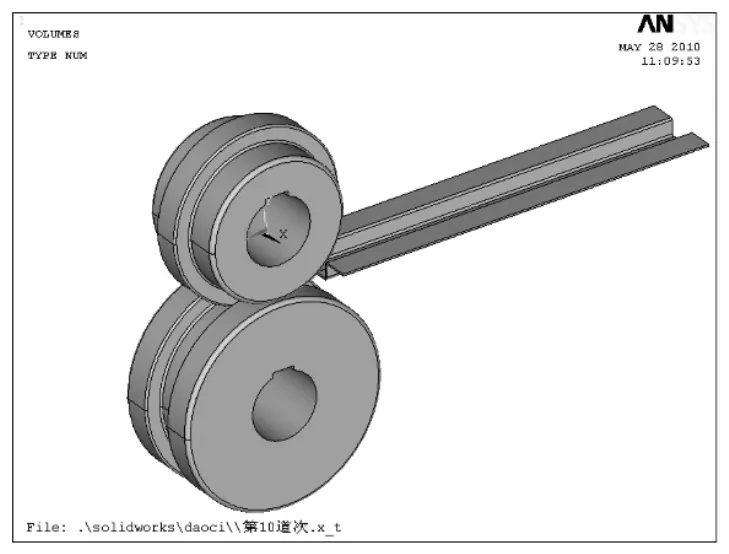
圖5 Ansys中建立的第九道次幾何模型
各道次實(shí)體網(wǎng)格劃分后各部分單元數(shù)統(tǒng)計如表2所示。
由于板在通過孔型時發(fā)生彎曲變形只是翼緣,而腰部變化相對不明顯,故對中間對稱面施加X、Y方向的位移約束。對稱面約束:uy=ux=0。
而相對于軋輥,因其是剛性的,故不加縱橫向約束,在縱橫向也不會產(chǎn)生變形。前面已經(jīng)提到,軋輥被定義為剛性接觸體,每個軋輥內(nèi)所有節(jié)點(diǎn)的自由度都耦合到了軋輥的質(zhì)心上去。考慮軋輥的實(shí)際運(yùn)動,軋輥僅繞軸向旋轉(zhuǎn),其他方向均固定。因此,軋輥的六個自由度(Ux、Uy、Uz、Rx、Ry、Rz)除了繞Y軸向旋轉(zhuǎn)(即Ry)不加約束外,其他五個自由度均約束為零。
板材的初始速度取為v=0.6 m/s,上軋輥的角速度為6.66 m/s,下軋輥的角速度為6.66 m/s,時間設(shè)置0.6 s,輸出載荷步20步,子步80步。
圖6所示為第九道次等效應(yīng)力云圖,圖7所示為第九道次位移等值線圖。
從圖6中可以看出,板料在剛進(jìn)入軋輥孔型時,在腿部和腰部產(chǎn)生的應(yīng)力較大,而在彎曲角處的應(yīng)力并不明顯,并且其應(yīng)力的分布十分復(fù)雜。同時可看出,隨著彎曲角的增大,應(yīng)力的最大值是逐漸增大的。
從圖7中可看出,位移最大發(fā)生在X方向上,同時在腰部和腿部的位移也相對明顯,這是金屬板料產(chǎn)生變形的主因。同時也可以看出,隨著板料進(jìn)入軋輥的時間推移,板料發(fā)生的位移逐漸減小。
4 結(jié)論
通過仿真可知,冷彎成型力在橫向和縱向的方向分布都微乎其微,主要集中分布在厚度方向,當(dāng)生產(chǎn)厚度較大、彎曲度也較大的產(chǎn)品時,對成型力的合理計算將有利于更好地設(shè)計軋輥和選擇軸承,使它們滿足設(shè)計強(qiáng)度要求。在成型過程中板帶隨著軋輥一點(diǎn)點(diǎn)地不斷咬入達(dá)到穩(wěn)定的過程稱為非穩(wěn)態(tài)成型過程,對非穩(wěn)態(tài)成型過程的研究對分析金屬冷彎成型過程中的各個節(jié)點(diǎn)的相對流動和相對位置有著相當(dāng)重要的意義,從圖中可以看出,上表面的節(jié)點(diǎn)朝著板帶中間方向流動,因此在上層受壓應(yīng)力的作用,相反下表面的節(jié)點(diǎn)向著邊緣方向流動,因此在下層受拉應(yīng)力的作用。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36