基于PLC的注塑機(jī)溫度控制系統(tǒng)設(shè)計(jì)
2020-03-08 06:24:55卜華偉
今日自動(dòng)化 2020年9期
卜華偉

[摘? ? 要? 在提高塑料制品質(zhì)量的過程中,料筒熔體溫度的精確值是其重要阻礙之一。塑機(jī)料筒溫度具有多種不利于熔體溫度控制的要素,如擾亂性、變壞性以及非線性等,由此提出行之有效的實(shí)施以及控制方案,力求從控制系統(tǒng)、溫度檢測(cè)等方面設(shè)計(jì)出更適用于注塑機(jī)的工作特性,以使得熔體溫度的精確值得到提升。
[關(guān)鍵詞]溫度控制;可編程控制器;組態(tài)王
[中圖分類號(hào)]TQ320.52 [文獻(xiàn)標(biāo)志碼]A [文章編號(hào)]2095–6487(2020)09–00–04
[Abstract]In the process of improving the quality of plastic products, the precise value of the barrel melt temperature is one of its important obstacles. Plastic machine barrel temperature has a variety of factors that are not conducive to melt temperature control, such as disturbance, deterioration, and non-linearity. Therefore, effective implementation and control schemes are proposed; and strive to control system, temperature detection, etc. Design more suitable for the working characteristics of the injection molding machine, so that the accurate value of the melt temperature is improved.
[Keywords]temperature control; programmable controller; kingview
1 改造前的注塑機(jī)溫度控制系統(tǒng)
本文以西門子為中心,對(duì)西門子所使用的s7-200系列PLC設(shè)備進(jìn)行了分析。取代原模擬控制器的控制方法,實(shí)現(xiàn)了溫度的精確控制。溫度控制系統(tǒng)具有復(fù)雜的過程和不確定性。因此,對(duì)系統(tǒng)控制的理論和技術(shù)進(jìn)步提出了更高的要求。
2 程序設(shè)計(jì)
PLC應(yīng)用了S7-200,中央處理器是224體系,應(yīng)用了五個(gè)指示燈來表達(dá)工作過程實(shí)際狀態(tài),依次是運(yùn)行工作指示燈、停止指示燈、實(shí)際溫度正常指示燈、實(shí)際溫度過高(警報(bào)指示燈)指示燈與加熱指示燈,能夠經(jīng)過五個(gè)指示燈的開關(guān)控制實(shí)際情況,來判定加注塑機(jī)設(shè)備的整體實(shí)際狀況。
3 硬件設(shè)計(jì)
3.1 西門子S7-200
S7-200 是一種小型的可編程序控制器,適用于各種場(chǎng)合中的檢測(cè)、監(jiān)測(cè)及控制的自動(dòng)化。S7-200系列的強(qiáng)大功能使其在獨(dú)立運(yùn)行中或相連成網(wǎng)絡(luò)皆能實(shí)現(xiàn)復(fù)雜控制功能。
在S7-200系列PLC中,能夠提供的擴(kuò)展單元有六種型號(hào),同時(shí)還有四種不一樣的基本單元。而存儲(chǔ)卡、編程器、文本顯示器、基本單元、擴(kuò)展單元等都囊括在其系統(tǒng)構(gòu)成中。CUP224是本次文章所采用的,它的輸入點(diǎn)和輸出點(diǎn)分別是24個(gè)和16個(gè)。
3.2 傳感器
傳感器是一種檢測(cè)裝置,能感受到被測(cè)量的信息,并能將感受到的信息,按一定規(guī)律變換成為電信號(hào)或其他所需形式的信息輸出,以滿足信息的傳輸、處理、存儲(chǔ)、顯示、記錄和控制等要求。
1988年1月1日開始,標(biāo)準(zhǔn)化熱電偶都是以IEC國(guó)際標(biāo)準(zhǔn)為核心生產(chǎn)熱電阻、熱電偶,同時(shí)在中國(guó)統(tǒng)一設(shè)計(jì)型熱電偶為S、B、E、K、R、J、T7種標(biāo)準(zhǔn)化熱電偶。K型熱電阻是本文中所用的。
3.3 EM 235模擬量輸入模塊
模擬量輸入模塊可以通過撥碼開關(guān)設(shè)置為不同的測(cè)量方法。開關(guān)的設(shè)置應(yīng)用于整個(gè)模擬量輸入模塊,一個(gè)模塊只能設(shè)置為一種測(cè)量范圍。
針對(duì)EM235 4TC模塊,選擇熱電偶類型可通過SW1~SW3。SW 4處于未使用狀態(tài),為選擇斷線檢測(cè)方向用SW5,為選擇是否進(jìn)行斷線檢測(cè)時(shí)用SW 6,選擇測(cè)量單位時(shí)用SW7,選擇能否進(jìn)行冷端補(bǔ)償時(shí)用SW8 。
為了使DIP開關(guān)設(shè)置起作用,用戶需要給PLC的電源斷電再通電,使得DIP開關(guān)設(shè)置能夠起到應(yīng)有的作用。
3.4 PLC控制系統(tǒng)硬件結(jié)構(gòu)
注塑機(jī)溫度控制系統(tǒng)主要是對(duì)塑化部件的前段、中段以及后段溫度進(jìn)行精確控制,通過熱電偶傳感器對(duì)熔融后的塑料溫度進(jìn)行采集,并將采集到的溫度傳送到溫度變送器,由溫度變送器將4~20mA模擬量信號(hào)傳送到PLC模擬量采集模塊中,PLC控制器根據(jù)PID計(jì)算結(jié)果,通過模擬量輸出模塊控制固態(tài)繼電器,從而使加熱器溫度達(dá)到設(shè)定溫度。
4 軟件設(shè)計(jì)
4.1 STEP 7 Micro/WIN32軟件介紹
4.1.1 安裝STEP 7-MWIN32 V4.0
針對(duì)版本4.0,在最初安裝過程中的語言界面里,只能選擇其他語言,因?yàn)闆]有中文選項(xiàng),但是在軟件安裝成功之后可以切換語言。
安裝快完成時(shí)有一個(gè)界面會(huì)出現(xiàn),根據(jù)硬件配置,運(yùn)用232通信電纜,通信方式則采用PPI。所以PPI/PC電纜(PPI)是我們需要的選擇。如果彈出一個(gè)窗口,通信方式和端口地址的選擇可以設(shè)置為默認(rèn)選擇,如圖1所示。
當(dāng)要更改編程接口的語言時(shí),請(qǐng)單擊軟件中的主接口以找到工具-工具-選擇-選擇-一般,中文選擇將出現(xiàn)在右下角。
4.1.2 系統(tǒng)參數(shù)設(shè)置
在S7-200 CPU中,其參數(shù)以及系統(tǒng)選項(xiàng)可通過系統(tǒng)塊設(shè)置。想要新的設(shè)置成功使用,需要在系統(tǒng)塊被改變之后進(jìn)行下載,并保存到CPU中,看下面的系統(tǒng)塊設(shè)置,要警惕的是,這次的設(shè)計(jì)PLC的地址應(yīng)該為1,但是默認(rèn)地址卻是2。
5 組態(tài)設(shè)計(jì)
5.1 組態(tài)軟件概述
組態(tài)應(yīng)用操作軟件,指的是少數(shù)數(shù)據(jù)信息收集和工作過程控制管理的專用應(yīng)用操作軟件,可以迅速搭建起供應(yīng)第二產(chǎn)業(yè)自動(dòng)操控管理體系監(jiān)督控制性能的、常用層次的應(yīng)用操作軟件工具。常見的產(chǎn)品有:Wonderware企業(yè)的InTouch應(yīng)用操作軟件、智能企業(yè)的Fix應(yīng)用操作軟件、CIT企業(yè)的CITH應(yīng)用操作軟件、西門子企業(yè)的WinCC應(yīng)用操作軟件、華富計(jì)算機(jī)企業(yè)的Controx應(yīng)用操作軟件。力控制組的力控制應(yīng)用操作軟件和昆康企業(yè)的MCGS應(yīng)用操作軟件。
5.2 組態(tài)王的介紹
組態(tài)王開發(fā)監(jiān)控系統(tǒng)應(yīng)用程序操作軟件主要用在第二產(chǎn)業(yè)自動(dòng)智能化的操作控制與監(jiān)督管理。它供應(yīng)了多元化的研發(fā)環(huán)境與使用性能,可以迅速成立、調(diào)試與部署安排自動(dòng)智能化運(yùn)用,從而鏈接、傳輸與登記實(shí)時(shí)數(shù)據(jù)信息。用戶能夠?qū)崟r(shí)查閱與控制管理第二產(chǎn)業(yè)生產(chǎn)加工工藝過程。
5.3 組態(tài)畫面的建立
5.3.1 創(chuàng)建項(xiàng)目
雙擊組態(tài)王的便捷模式,產(chǎn)生組態(tài)王的項(xiàng)目工程管理器服務(wù)窗口,雙擊新建按鍵,根據(jù)自動(dòng)彈出的成立向?qū)В涗涰?xiàng)目工程名字。之后開啟剛剛成立的項(xiàng)目工程,開始組態(tài)頁面的綜合設(shè)計(jì)。
5.3.1.1? 新建立頁面
進(jìn)入項(xiàng)目管理服務(wù)器之后,在頁面右側(cè)雙擊“新建”,新建立頁面,并且設(shè)立頁面屬性特征,主要包含:頁面名字,解釋,頁面位置,頁面風(fēng)格,頁面種類等。
5.3.1.2? 新建變量
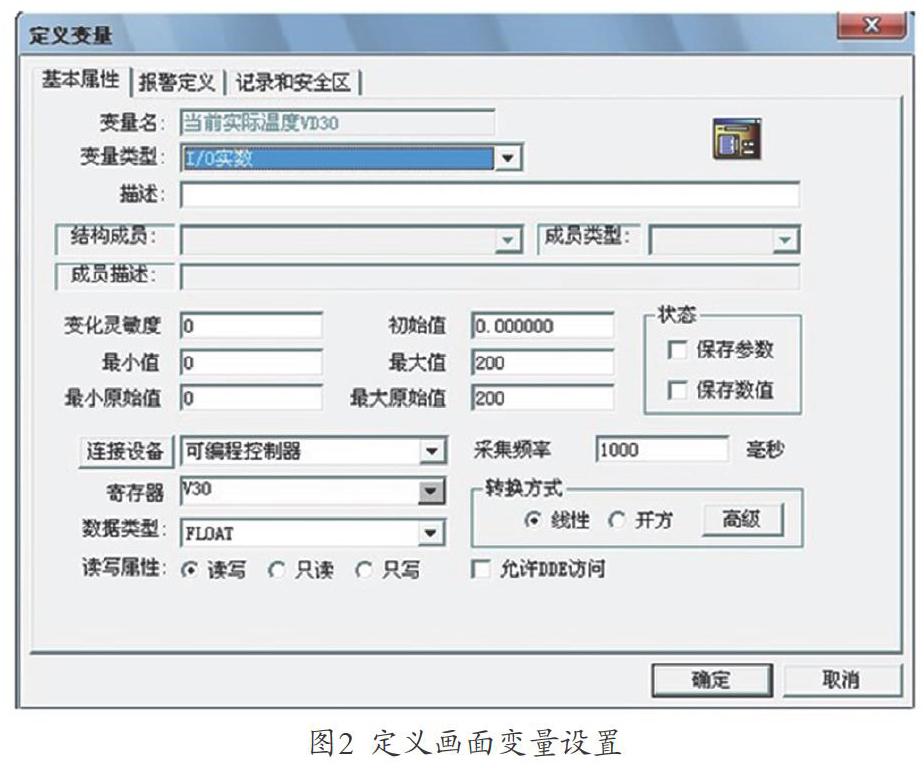
想要達(dá)到組態(tài)王對(duì)S7-200的聯(lián)網(wǎng)監(jiān)督控制,需要成立二者之間的相互關(guān)系,就要求成立二者之間的數(shù)據(jù)信息變化量。其中變化量,能夠劃分為“內(nèi)存變化量”與I/O變化量?jī)纱箢悺?nèi)存變化量是其內(nèi)部的變化量,不不會(huì)受到被控對(duì)象的影響。但是I/O變化量是二者之間轉(zhuǎn)換數(shù)據(jù)信息的中介橋梁,S7-200與組態(tài)王的數(shù)據(jù)信息轉(zhuǎn)換是雙向的,一旦數(shù)據(jù)信息產(chǎn)生改變,其他數(shù)據(jù)信息也會(huì)緊隨著改變。因此要求在創(chuàng)立鏈接之前,新建立少數(shù)變化量,如圖2所示。
在本文中PLC使用內(nèi)存VD30來儲(chǔ)存目前的真實(shí)溫度值。并且規(guī)定實(shí)際溫度超越105℃為實(shí)際溫度過高,立即做出相對(duì)應(yīng)的警報(bào)數(shù)據(jù)信號(hào)。
單擊項(xiàng)目管理服務(wù)器中的“Data Information Dictionary”,然后單擊右邊新創(chuàng)建的服務(wù)窗口。在產(chǎn)生的概念變化量里,記錄相對(duì)應(yīng)的項(xiàng)目,在“自動(dòng)報(bào)警定義“中可以設(shè)置自動(dòng)報(bào)警。
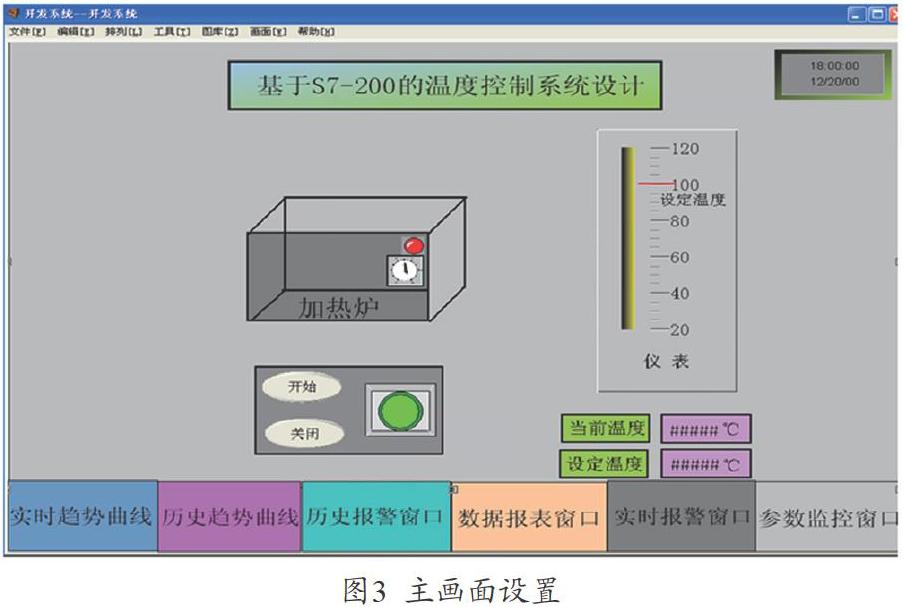
5.3.2 建立主畫面
如圖3所示,在本頁面里,仿真模擬實(shí)物設(shè)施的鏈接,經(jīng)過設(shè)立開關(guān)控制按鍵與關(guān)閉按鍵來操控管理體系的開啟與關(guān)閉。周邊的指令指示燈,和Q0.0對(duì)應(yīng)的綠色,代表體系在運(yùn)行工作,紅色代表體系停止運(yùn)行工作。加熱爐的指令指示燈,是代表設(shè)備加熱實(shí)際狀態(tài)。Q0.5對(duì)應(yīng)的綠色(亮),代表體系位于加熱實(shí)際狀態(tài),黑色(暗)代表加熱實(shí)際狀態(tài)。爐子的實(shí)際溫度能夠在頁面里表示出來。
5.3.3 建立數(shù)據(jù)報(bào)表
5.3.3.1? 建立實(shí)時(shí)數(shù)據(jù)報(bào)表
數(shù)據(jù)信息報(bào)告是指在生產(chǎn)和處理過程中所表達(dá)的數(shù)據(jù)信息、實(shí)際狀況等,并且針對(duì)數(shù)據(jù)信息展開登記的一類主要方式。數(shù)據(jù)信息報(bào)表有實(shí)時(shí)數(shù)據(jù)信息報(bào)表與歷史數(shù)據(jù)信息報(bào)表,不僅能夠反應(yīng)體系實(shí)時(shí)的運(yùn)行工作實(shí)際狀況,也能夠檢測(cè)長(zhǎng)期的體系運(yùn)行工作實(shí)際情況。
在工具箱里選用“信息報(bào)表工具”,在數(shù)據(jù)信息報(bào)表頁面里繪制信息報(bào)表,雙擊服務(wù)窗口灰色部分,在自動(dòng)彈出的頁面里,記錄調(diào)控軟件名“實(shí)時(shí)數(shù)據(jù)信息報(bào)表”,并且設(shè)立行數(shù)與列數(shù)。
設(shè)立信息報(bào)表有效時(shí)間:在B4,C4基本單元里依次錄入“”與“”,在體系運(yùn)行工作時(shí),B4就能夠表示出目前的具體日期,C4就能夠表示出目前有效時(shí)間。
表示出變化量的實(shí)際值:使用數(shù)據(jù)信息轉(zhuǎn)變命令編輯語言與信息報(bào)表運(yùn)算函數(shù)。在數(shù)據(jù)信息轉(zhuǎn)變命令編輯語言里,輸入。
5.3.3.2? 建立歷史數(shù)據(jù)報(bào)表
創(chuàng)立歷史信息報(bào)表與表格樣式綜合設(shè)計(jì)和實(shí)時(shí)數(shù)據(jù)信息報(bào)表類似,并且能夠經(jīng)過調(diào)用歷史信息報(bào)表搜查運(yùn)算函數(shù)達(dá)到。在頁面里成立1個(gè)按鍵,確定命名為信息報(bào)表搜查。在設(shè)立信息報(bào)表的格式,能夠按照實(shí)際要求設(shè)立,在軟件運(yùn)行工作時(shí),能夠展開相對(duì)應(yīng)數(shù)據(jù)信息變化量的選用。
5.3.4 建立報(bào)警窗口
5.3.4.1? 歷史報(bào)警窗口
在設(shè)備工具箱里選擇自動(dòng)報(bào)警服務(wù)窗口工具,在面板里繪制自動(dòng)報(bào)警服務(wù)窗口,增添文本即可。因?yàn)榍懊嬖缫言O(shè)立了自動(dòng)報(bào)警變化量,因此當(dāng)變化量值超越所設(shè)立的實(shí)際溫度的時(shí)候,就可以在自動(dòng)報(bào)警頁面里登記下來。
5.3.4.2? 實(shí)時(shí)自動(dòng)報(bào)警服務(wù)窗口
生產(chǎn)過程與以往的自動(dòng)報(bào)警服務(wù)窗口相似。不同的是,實(shí)時(shí)自動(dòng)報(bào)警頁面需要自動(dòng)彈出,因此需要在新建立頁面時(shí),將大小確定好,并且選用“涵蓋式”。該頁面的自動(dòng)彈出,在應(yīng)急指令命令編輯語言中,輸入顯示畫面(“實(shí)時(shí)自動(dòng)報(bào)警服務(wù)窗口”),使每次新的自動(dòng)報(bào)警形成后,自動(dòng)報(bào)警頁面將立即退出。
6 改造后成效
6.1 啟動(dòng)組態(tài)王
假如提醒鏈接設(shè)施成功,服務(wù)窗口會(huì)表示開始登記數(shù)據(jù)信息,那就代表能夠開始體系的運(yùn)行工作了。
進(jìn)入體系的主頁面之后,如圖4所示。假如提醒鏈接設(shè)施成功,服務(wù)窗口就會(huì)表示開始登記數(shù)據(jù)信息,那就代表能夠開始體系的運(yùn)行工作。
6.2 報(bào)警信息提示
體系里設(shè)置實(shí)際溫度超越105.0℃就自動(dòng)報(bào)警,但是實(shí)際操作應(yīng)用里,假如沒有特殊實(shí)際狀況,通常不會(huì)產(chǎn)生大幅度的超調(diào)。
6.3 效果分析
改造前車間注塑機(jī)溫度控制采用常規(guī)的模溫機(jī)進(jìn)行控制,屬于注塑機(jī)的輔助生產(chǎn)設(shè)備,需要一套比較繁瑣的設(shè)備和管道來搭建加熱系統(tǒng),通過模溫機(jī)的加熱將機(jī)內(nèi)油加熱到設(shè)定溫度,再通過模溫機(jī)的油管將油在模溫機(jī)和模具內(nèi)進(jìn)行循環(huán),加熱方式為電熱管加熱,溫度信號(hào)為熱電偶采集。實(shí)際生產(chǎn)時(shí)溫度控制比較滯后,發(fā)現(xiàn)溫度超高時(shí),把溫度設(shè)置參數(shù)降低后,溫度持續(xù)升高一定的范圍時(shí)才會(huì)降低。系統(tǒng)整體響應(yīng)的時(shí)間不受控制,在這個(gè)不受控制的時(shí)間內(nèi),往往造成大量的產(chǎn)品報(bào)廢和能源的浪費(fèi)。采用上述的方法控制后,系統(tǒng)的溫度控制是自動(dòng)的,通過前期模擬獲得相對(duì)應(yīng)的參數(shù)后,輸入到系統(tǒng)內(nèi),系統(tǒng)將自動(dòng)的進(jìn)行溫度調(diào)節(jié)控制,調(diào)節(jié)的響應(yīng)時(shí)間是實(shí)時(shí)的,不需要人工發(fā)現(xiàn)異常后再進(jìn)行調(diào)整,同時(shí)系統(tǒng)進(jìn)行的任何自動(dòng)調(diào)整的參數(shù)都將自動(dòng)記錄下來,以備后續(xù)的分析。為驗(yàn)證基于PLC的注塑機(jī)溫度控制系統(tǒng)的有效性,進(jìn)行了相關(guān)實(shí)驗(yàn)研究。選擇某型號(hào)注塑機(jī)為實(shí)驗(yàn)平臺(tái),采用熱電偶傳感器采集溫度。實(shí)驗(yàn)過程中,設(shè)定溫度為200 ℃,實(shí)時(shí)采集熱電偶傳感器傳送回來的溫度并記錄,如表1所示。溫度偏差可控制在±0.3 ℃以內(nèi)。這說明所述方法溫度控制效果比較理想,能夠明顯提高溫度控制精度,對(duì)于提升注塑機(jī)注塑工藝質(zhì)量具有重要作用。
7 結(jié)束語
在本文中,應(yīng)用了組態(tài)王與S7-200,組態(tài)王的操作和應(yīng)用方便,性能良好。它為測(cè)試應(yīng)用程序和系統(tǒng)調(diào)試提供了極大的幫助,綜合設(shè)計(jì)試驗(yàn)結(jié)果符合預(yù)期。
參考文獻(xiàn)
[1] 楊逢瑜,姜明亮,徐建江,等. 基于模糊控制的PLC在注塑機(jī)溫度控制中的應(yīng)用[J]. 甘肅科學(xué)學(xué)報(bào),2008(3):86-88.
[2] 陳貴州. 基于PLC的加熱爐控制系統(tǒng)設(shè)計(jì)[J]. 現(xiàn)代制造技術(shù)與裝備,2018(4):25-27
[3] 聶森. 《單片機(jī)原理及應(yīng)用》課程教學(xué)改革研究[J]. 教育教學(xué)論壇,2018(32):11-12.
[4] 時(shí)素玲. 淺析電氣控制與PLC應(yīng)用技術(shù)的運(yùn)用[J]. 科技風(fēng),2019(8):199.
[5] 戴曉嘉. 模糊PID控制器的研究及其PLC實(shí)現(xiàn)[D].遼寧科技大學(xué),2016.
