天線調平墊板銑面工裝的設計
2020-03-04 03:45:18
機械制造 2020年1期
泰安航天特種車有限公司 山東泰安 271000
1 設計背景
天線調平墊板屬于板類零件,平面度要求較高,且尺寸較大。在銑床上進行天線調平墊板銑面加工,存在工作臺行程不足的問題。在機床技術不斷提高的帶動下,夾具技術也向高精、高效、經濟性、組合性等方向發展。工裝夾具的優劣,對加工精度有一定影響[1-2]。
針對天線調平墊板銑面加工存在的問題,筆者設計了一套天線調平墊板銑面工裝。在銑面加工時,將天線調平墊板直接裝壓在銑面工裝上即可。天線調平墊板銑面工裝結構簡單,操作方便,通用性強,可以保證天線調平墊板的加工精度,提高加工效率,并為相似銑面結構提供夾具設計參考[3]。
2 現狀分析
目前,天線調平墊板銑面工序一直安排在鏜床上進行加工,加工的平面度、表面粗糙度均能得到較好保證[4]。根據車間的制件進度及工序的合理安排,計劃將天線調平墊板銑面工序調整至銑床上進行,目的是提高鏜床的利用率,加快車間其它制件的進度和統籌[5-8]。
天線調平墊板如圖1所示。將天線調平墊板銑面工序調整到銑床上進行,帶來了以下問題:
(1) 銑床的工作臺面較小,無法直接裝夾天線調平墊板;
(2) 銑面加工后,需保證天線調平墊板兩端的厚度尺寸3 mm、18 mm,即具有 4°斜面;
(3) 天線調平墊板一端厚度尺寸為3 mm,由于板厚較薄,容易導致斜面變形,無法保證斜面0.05 mm的平面度要求。

▲圖1 天線調平墊板
3 銑面工裝設計
3.1 工裝組成
天線調平墊板銑面工裝由底座、圓柱銷、4°斜面、導向鍵、M6 mm×20 mm內六角圓柱頭螺釘、M6 mm×35 mm六角頭螺釘等組成,如圖2所示。
3.2 具體實施
天線調平墊板銑面工裝通過導向鍵定位在銑床工作臺面上。使用M6 mm×20 mm內六角圓柱頭螺釘進行緊固后,將待加工的天線調平墊板放置在4°斜面上。使用圓柱銷對待加工的天線調平墊板進行定位,然后對天線調平墊板進行銑面加工。
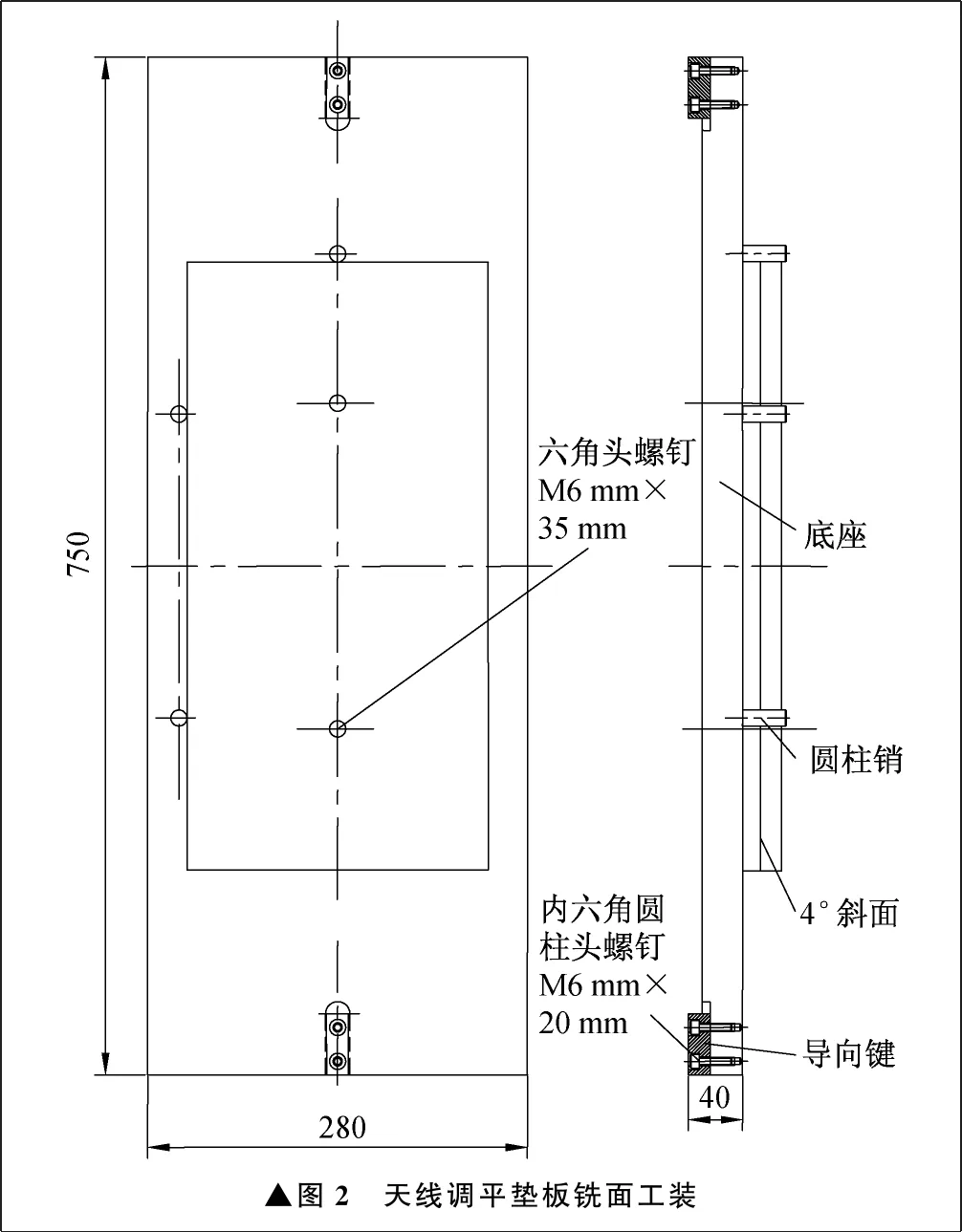
▲圖2 天線調平墊板銑面工裝
若加工的天線調平墊板件數較多,裝夾過程中發現4°斜面發生變形或磨損量較大,則可以通過拆卸M6 mm×35 mm六角頭螺釘及時更換4°斜面,以便保證天線調平墊板兩端厚度的加工尺寸3 mm、18 mm及0.05 mm的平面度要求。
天線調平墊板銑面工裝結構簡單,在天線調平墊板銑面加工過程中保證了排屑順暢。經實際使用驗證,應用這一天線調平墊板銑面工裝,銑面加工后天線調平墊板的尺寸、精度均能達到技術要求。天線調平墊板銑面工裝在不使用且處于存放狀態時,接觸表面需要涂防銹油,其余非接觸表面可以涂漆處理[9-10]。
4 結束語
筆者設計了天線調平墊板銑面工裝,特點是結構簡單,操作方便,通用性強。在批量化生產中,工裝定位在工作臺上后,只需將天線調平墊板固定在斜面上,由圓柱銷定位,并壓緊即可,輔助時間大大縮短,為天線調平墊板的銑面工序提供了方便。經使用驗證,在這一工裝上加工天線調平墊板,精度大大提高,在生產中具有較大的實用價值。
