基于PLC的軸式膨脹螺栓自動組裝設備控制系統設計
2020-03-03 13:20:44崔國華王延強蔡超志張艷偉
現代電子技術 2020年1期
崔國華 王延強 蔡超志 張艷偉

摘 ?要: 介紹軸式膨脹螺栓自動組裝設備的組成及工作原理,根據軸式膨脹螺栓自動組裝設備的自動化控制要求,設計基于PLC的控制系統,包括軸式膨脹螺栓自動組裝設備控制系統總體方案的設計,控制系統的硬件設計和控制系統的軟件設計。在此基礎上,對軸式膨脹螺栓自動組裝設備進行現場調試及實驗研究。實驗研究結果表明,開發設計的控制系統能夠滿足軸式膨脹螺栓自動組裝設備自動化控制要求,實現了膨脹螺栓的自動化裝配。
關鍵詞: 膨脹螺栓;自動化組裝; 控制系統; 硬件設計; 軟件設計; 設備調試
中圖分類號: TN876?34; TP237.5 ? ? ? ? ? ? ? ? ? ?文獻標識碼: A ? ? ? ? ? ? ? ? ? 文章編號: 1004?373X(2020)01?0107?04
Design of PLC?based control system for shaft type expansion bolt
automatic assembly equipment
CUI Guohua, WANG Yanqiang, CAI Chaozhi, ZHANG Yanwei
Abstract: The composition and working principle of the shaft type expansion bolt automatic assembly equipment are introduced in this paper. The PLC?based control system of the shaft type expansion bolt automatic assembly equipment is designed according to its automatic control requirements, including the overall scheme design, the hardware design and the software design of the automatic assembly control system of the shaft type expansion bolt assembly equipment. On this basis, field debugging and experimental research on the automatic assembly equipment of axial expansion bolt were carried out. The experimental results show that the developed control system can meet the requirements of automatic control of the shaft type expansion bolt automatic assembly equipment, and the automatic assembly of the expansion bolt can be realized.
Keywords: expansion bolt; automation assemble; control system; hardware design; software design; equipment debugging
0 ?引 ?言
緊固件作為一種機械基礎件,其技術先進程度是保證裝備制造業技術先進與否和產品質量最為關鍵的一環。目前我國的汽車、航空、國防工業、高鐵、鋼鐵和造船等行業對高性能、高精度的標準件的需求量猛增。目前市場上小零件的自動化并沒有完全實現,尤其是使用廣泛的膨脹螺栓。現在主要的生產方式是人工組成的生產線手工裝配,雖然其組裝工序并不繁瑣,但生產方式自動化程度差、效率低,而且由于生產環境惡劣,考慮到人力物力資源的分配,生產效率的提高,對其實現自動化是發展的必然。縱覽國內外裝備制造行業的發展,實現高精準、高可靠性、高生產效率是顯示自身競爭實力的硬性標準。
經調研,國外沒有用于膨脹螺栓組裝的自動化設備,國內有深圳市智繪自動化設備有限公司和寧波攀高自動化科技有限公司等兩家企業,相繼研發出用于膨脹螺栓組裝的專用自動化設備,但是由于其控制系統不穩定,自動上料系統容易出現卡頓現象,不能適應多種型號膨脹螺栓的組裝,設備故障率比較高,生產效率低。所以,目前膨脹螺栓的組裝仍然采用純手工操作的生產模式,導致生產效率低、用工量大、工人勞動強度大等諸多弊端,無法滿足高速發展的工業需要。
針對目前狀況,研發一種適用于中小企業的用于膨脹螺栓自動組裝高效設備,在此基礎上開發控制系統,實現膨脹螺栓的自動化生產不僅可以降低企業生產成本和工人勞動強度,而且可以提高膨脹螺栓生產的質量及生產效率,具有重大的經濟效益和現實意義。本文在研發的軸式膨脹螺栓自動組裝設備的基礎上,采用PLC控制技術對控制系統展開開發和設計,實現了軸式膨脹螺栓組裝機的自動化運行。
1 ?控制系統總體方案設計
1.1 ?設備組成及工作原理
軸式膨脹螺栓自動組裝機的結果如圖1所示,主要包括自動組裝機構和上料機構。自動組裝機構主要包括機架、軸式組裝裝置、頂針推進裝置和擺臂壓緊裝置。上料機構主要包括供料輸送裝置、螺母輸送裝置、彈墊輸送裝置、平墊輸送裝置、套管輸送裝置和螺桿輸送裝置。
設計的軸式膨脹螺栓自動組裝設備的基本運行原理為:首先,設備組成中的五個輸送裝置在振動盤的控制下同時開始輸送組裝目標工件的零件,零件通過軌道到達指定位置后,通過PLC控制伺服電機,帶動滾筒旋轉;其次,通過氣缸驅動頂針預緊目標工件;然后,旋轉電機驅動傳動系統帶動壓輪轉動,使螺栓順利旋入套筒;最后,完成工件組裝后,壓輪上抬,頂針縮回,滾筒轉動,進入下一個工作周期,依次循環從而使軸式膨脹螺栓組裝機實現自動化控制。
1.2 ?控制功能要求
組裝目標工件分為五個部分:螺母、彈簧墊圈、平墊圈、套管及螺栓。在開始完成組裝執行動作之前,需要目標工件五個零件各個相對應的輸送裝置通過軌道輸送各個零件全部到達旋轉取料組裝盤上的指定位置。為了使各個零件準確到位,在旋轉取料組裝盤的極限位置安裝接近開關,對目標工件的螺母、彈簧墊圈、平墊圈、套管及螺栓滑動到旋轉取料組裝盤的時間進行控制,確保不會有多余的零件提前進入組裝位置。滿足組裝條件后進行組裝。最重要的是在組裝過程中能夠實現螺桿擰到螺母中的精準定位,直到裝配完成離開組裝工作區域,這是設備正常工作的基本要求。
1.3 ?控制方案
根據軸式膨脹螺栓自動組裝設備的工作原理和基本要求,本文采用PLC實現軸式膨脹螺栓自動組裝設備控制系統的設計。控制結構原理圖如圖2所示,由圖2可知,整個控制系統由PLC控制器、旋轉電機、頂針、伺服驅動器、編碼器、伺服電機、取料組裝盤、氣動電磁閥、氣動壓輪、升降氣缸、壓輪開/合位置(彈墊、平墊、螺桿、套管、螺母)限位開關和氣缸升降限位開關組成。其中,PLC是整個控制系統的核心,通過控制氣動壓輪的下壓和上抬、伺服電機的轉動和旋轉電機控制頂針的伸縮,實現整個設備按照控制要求進行動作。旋轉電機通過驅動頂針完成目標工件的裝配預緊動作,由于伺服電機是一個自帶編碼器的閉環執行器,伺服電機通過驅動取料組裝盤完成裝配后工件的移動動作,由于伺服電機具有較高的定位精度,滿足本設備對平移位置精度的要求[1?2]。氣動電磁閥用來實現壓輪的下壓和上抬以及氣缸的伸縮控制,限位開關將壓輪的下壓和上抬以及氣缸的伸縮狀態反饋給PLC,保證設備的正常運行。
2 ?控制系統的硬件設計
2.1 ?電機選型
根據控制系統的結構設計可知,在軸式膨脹螺栓自動組裝設備的運行中,需要兩個電機來完成工作。旋轉電機的主要作用是通過傳動機構使壓輪壓下和抬起,并在壓下的過程中旋轉,將螺母旋緊螺桿,實現目標工件的預緊。此電機只需提供動力,對速度和位置的控制無要求,選擇一般的單相交流電機即可,這里選用浙江邁力公司生產的電機(5IK90(120)RGS?CF)。電機的主要參數如下:額定電壓為220 V,額定輸出功率為120 W,額定轉速為1 350 r/min,減速比為1[∶]3。
取料組裝盤是完成工件組裝的主要部件,在組裝過程中,需要電機來控制取料組裝盤,在此過程中對位置有較高的精度要求,普通的電機很難實現這一工作要求。由于伺服電機是一種自帶編碼器的閉環執行器,具有較高的位置和速度控制精度,因此設備中選用伺服電機實現工件的組裝。根據膨脹螺栓自動組裝設備的控制要求[3?4],最終選擇臺達伺服電機(ECMA?C20604SS)和相應的驅動器(ASD?B2?0421?B)實現設備的裝配功能。
2.2 ?控制器選型
根據軸式膨脹螺栓自動組裝機控制系統對輸入點、輸出點、模擬量及擴展模塊數量的實際需求[5?6],綜合考慮決定采用SIMATIC S7 200系列PLC(CPU224XP)[7?8]。本機集成14輸入/10輸出共24個數字量I/O點,20 KB程序和數據存儲空間,6個獨立的高速計數器(100 kHz),2個100 kHz的高速脈沖輸出,2個RS 485通信/編程口,具有PPI通信協議、MPI通信協議和自由方式通信能力。由于該CPU輸入輸出點數較少,擴展了一個EM223模塊。
2.3 ?控制系統電路設計
根據系統和控制要求對輸出輸入點數PLC的I/O地址進行分配,如表1所示。
根據輸入輸出表可知,該系統有9個輸入口,16個輸出口。分別表示啟動、停止、正轉點動、反轉點動等的I端口和脈沖輸出、停止指示、電機方向等的Q端口。根據PLC的I/O分配表,設計PLC控制電路如圖3所示。
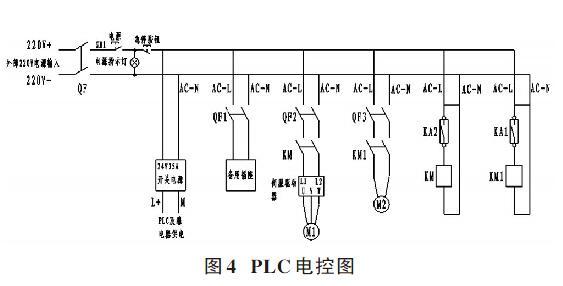
根據控制系統的要求,完成PLC的外圍電路設計,給出PLC的外圍電路接線圖如圖4所示。
3 ?控制系統軟件設計
本文采用模塊化編程思想對軸式膨脹螺栓自動組裝控制系統的軟件進行設計[9]。在編程時,以一個主程序為主體部分,通過若干個子程序和中斷程序為分支,主程序通過調用子程序和中斷程序來實現程序設計的多功能化。在每個掃描周期內,PLC都是按順序來執行的。功能子程序包括初始化子程序、電機手動正反轉子程序、電機自動子程序、頂針伸縮子程序、壓輪抬壓子程序、組裝盤旋轉子程序、復位子程序,分別用來實現初始化功能、頂針伸縮功能、壓輪抬起或下壓功能、組裝盤旋轉功能及復位等功能,中斷程序用來解決PLC和伺服電機之間用脈沖信號的聯絡問題。
系統的工作流程如圖5所示。由圖5可知:系統開始運行后,首先同時打開輸送目標工件各個零件的設備裝置,使目標工件的螺母、彈墊、平墊、套管、螺桿到達工件組裝的指定位置,期間零件輸送過程中到達哪個位置由各自的限位開關進行判斷,然后頂針伸出將螺桿依次穿到套管、平墊、彈墊里面,直到螺桿末端頂住螺母,接著壓輪壓下旋轉將螺母擰到螺桿上裝配好,壓輪抬起,頂針收縮,伺服電機驅動組裝盤旋轉,將裝配好的工件移出組裝的工作位置,一個周期執行完畢,等待下一步控制信號。
4 ?調試與實驗
為了驗證軸式膨脹螺栓自動組裝機設計原理的正確性,搭建樣機,開發設計軸式膨脹螺栓自動組裝機控制柜,對系統進行實驗和調試,樣機圖及控制柜如圖6,圖7所示。
實際調試時,控制系統的調試可以分為模擬調試和現場調試兩個部分。調試前,檢查PLC外部的接線是否正確的連接好,確保無誤。然后開始模擬調試,把設計好的程序導入PLC,對所寫程序逐條檢查,改正調試時出現的錯誤。對于順序控制程序來說,調試程序的作用是檢查運行程序是否符合功能表圖的規定。之后現場調試,將控制柜與設備進行聯機總調試,在調試過程中將系統中可能出現的執行器、硬接線等方面的問題,以及PLC的外部接線圖和梯形圖程序設計中的問題及時解決。如果調試后達不到控制的基本要求,應對相應硬件和軟件部分作出適當調整。
調試完畢后,對控制系統進行實驗研究。首先從初始位置開始,按照程序控制順序執行,直到第一個周期完成。實驗結果表明,開發的軸式膨脹螺栓自動組裝機控制系統能夠完成預定控制要求,順利地裝配好工件,能夠達到很強的自動化水平。
5 ?結 ?語
本文針對傳統的人工組裝工藝技術生產效率低、勞動強度大、生產成本高的問題,設計基于PLC控制的軸式膨脹螺栓自動組裝機控制系統,其中包括總體方案的設計,系統的硬件選型和軟件設計等。通過實驗完成了預期的裝配任務,實現了膨脹螺栓生產的機械化、自動化,提高了生產的工藝水平、制造質量及生產效率,降低了工人勞動強度,能夠在實際生產中得到應用。
參考文獻
[1] 程智,董登峰,周維虎,等.基于位置敏感器件的高精度激光位置檢測系統[J].激光與光電子學進展,2016,53(8):152?160.
[2] 薛超,魏昕,謝小柱.CMP設備拋光頭高精度位置實時檢測系統設計[J].制造技術與機床,2018(5):63?67.
[3] 肖瀟,楊金堂,全芳成,等.伺服電機的選型原則與計算[J].機床與液壓,2014,42(22):44?46.
[4] 桑偉進.重型機床進給伺服系統性能分析與電機選型[D].武漢:華中科技大學,2016.
[5] 于復生,徐升明,杜桂林,等.基于S7?200PLC的散熱片自動化裝配的控制系統設計[J].組合機床與自動化加工技術,2014(11):107?109.
[6] 楊虹,陳靜,劉云龍.基于西門子S7?200PLC的傳輸帶控制系統設計[J].控制工程,2016,23(9):1340?1342.
[7] 李廣威.基于PLC的臺車式燃氣熱處理爐的控制系統研究與設計[D].秦皇島:燕山大學,2015.
[8] 陳泊鋼.基于PLC的廠房暖通空調機組控制系統開發與研制[D].大連:大連理工大學,2015.
[9] 李言武.PLC編程技術應用與解析[J].工業控制計算機,2014,27(10):161?162.
作者簡介:崔國華(1975—),男,博士,教授,主要從事機器人機構學等方面研究。
