基于NX軟件的回轉曲面單線漢字四軸加工
2020-03-03 06:11:38
機械制造 2020年2期
關鍵詞:后處理
永州職業技術學院 湖南永州 425100
1 研究背景
在機械加工中,經常會遇到要求在零件表面上刻數字、漢字、線條或標記等的加工內容,這些加工內容的加工程序通常無法通過手工編程實現,只能利用計算機輔助制造軟件來編程。在平面上或一般曲面上進行三軸加工已經有文獻介紹,筆者研究應用NX軟件在回轉的曲面上實現單線漢字四軸加工。
NX是面向先進制造行業且緊密集成的計算機輔助設計、工程、制造軟件,提供產品設計、分析、仿真、數控程序生成等一整套解決方案。計算機輔助制造是整個NX系統的一部分,以三維主模型為基礎,具有強大可靠的刀具軌跡生成方法,可以完成銑削、車削、線切割等的編程。
2 單線漢字產生
在NX中產生漢字有兩種方法:通過曲線文本和通過注釋。曲線文本能產生空心漢字,可以沿曲線放置文本,但不能產生單線漢字,單線漢字必須在注釋中才能產生,建模模塊不能應用注釋命令。
在制圖模塊或加工模塊選擇“插入”,在下拉菜單中選擇“注釋”,在注釋對話框(圖1)中設置文字樣式,選擇“仿宋字體chinesef_fs”(圖2),確定后返回注釋對話框,輸入所需刻字文本,即可完成創建注釋文本。在加工模塊用二維刻字或者三維刻字策略,即可得到三軸單線刻字(圖3)。
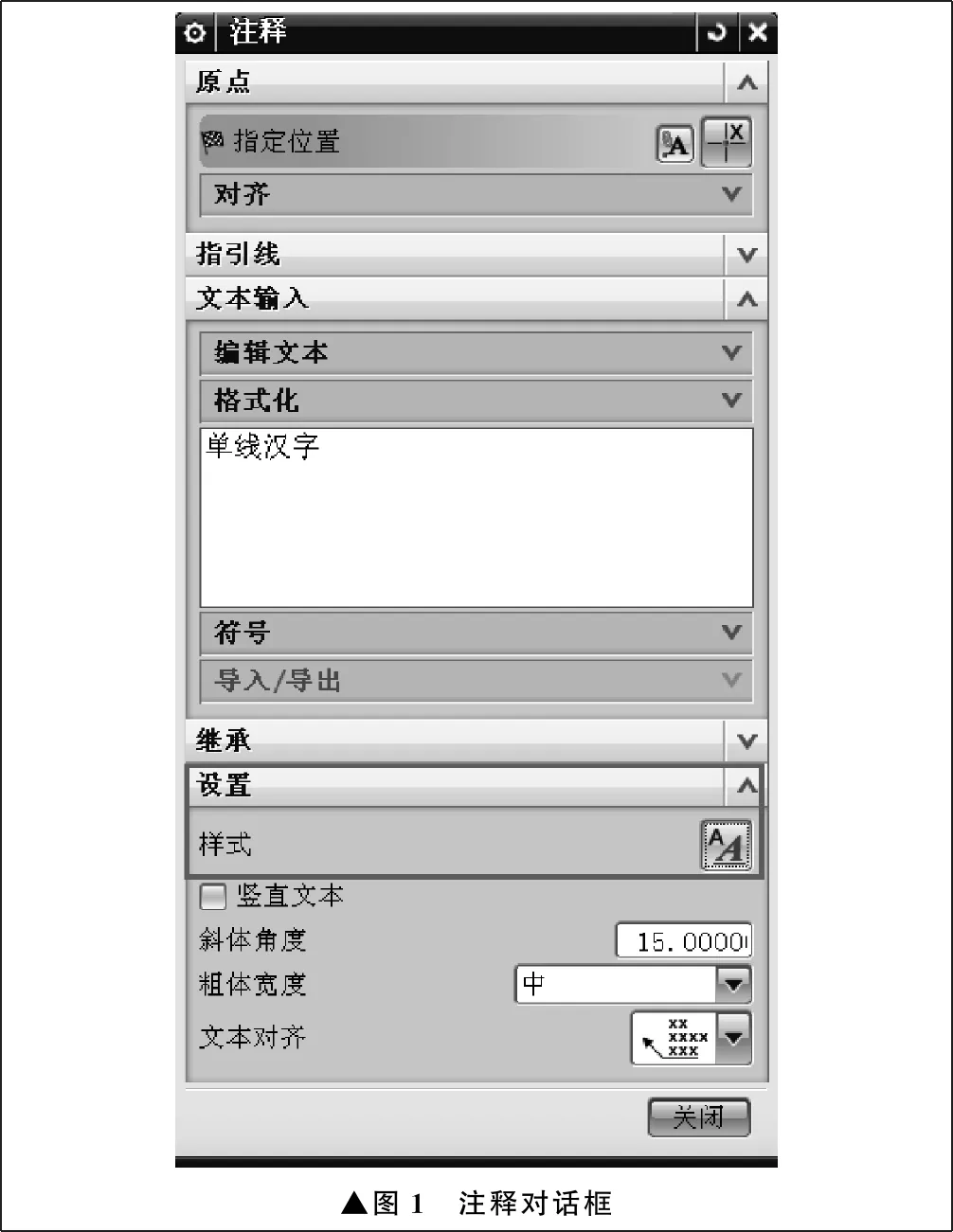
▲圖1 注釋對話框
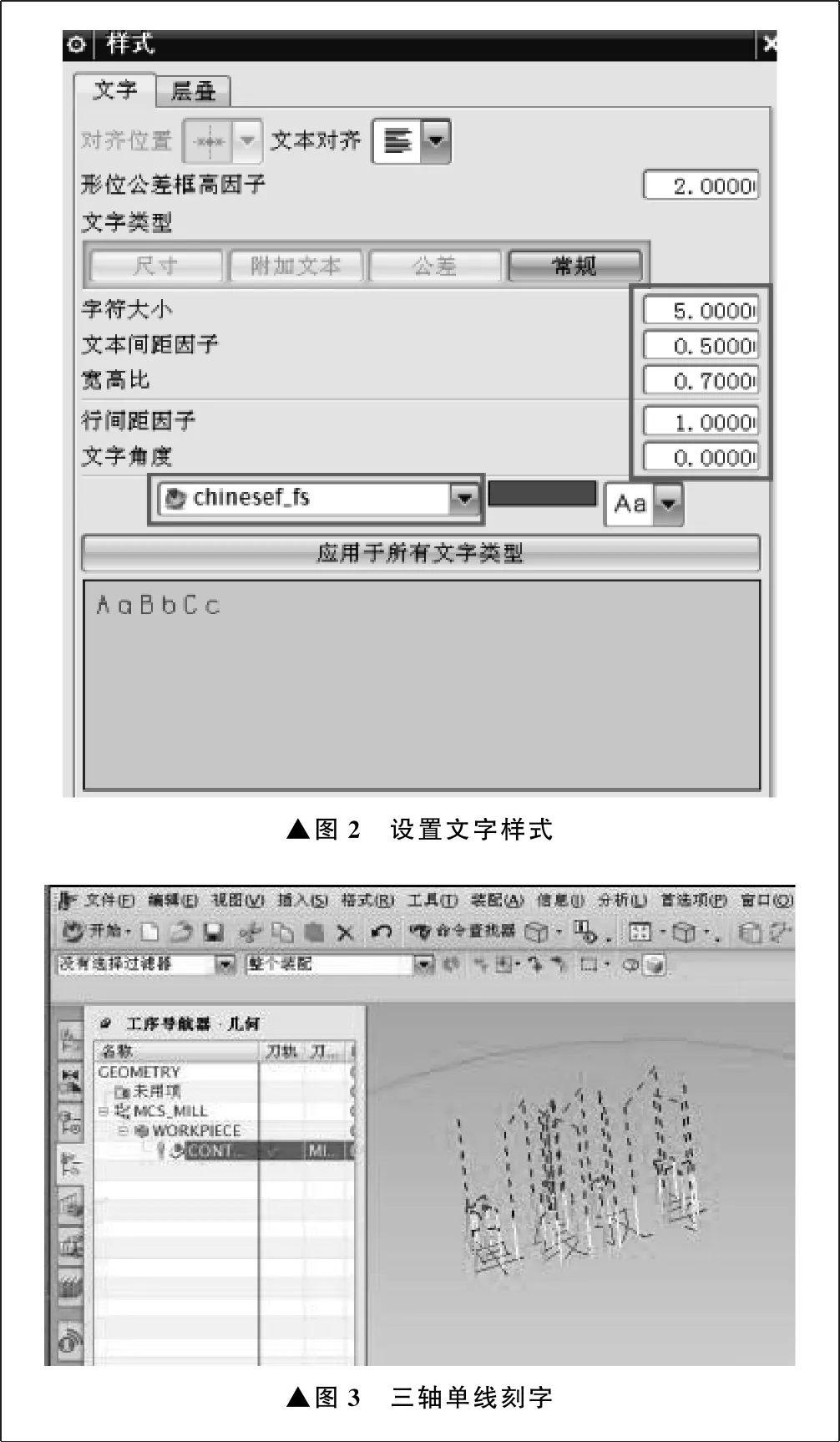
▲圖2 設置文字樣式▲圖3 三軸單線刻字
3 回轉曲面單線漢字刀軌
對于三軸加工漢字,不在曲面上就可以生成刀軌,但四軸加工就必須將漢字纏繞或投影到回轉的曲面上。用注釋產生的漢字在纏繞或投影時,漢字不是曲線,不能完成操作。對此,最簡單的方法是將文字導出為.cgm文件,再導入NX,這樣注釋就轉變為曲線,可以進行纏繞或投影操作。纏繞只能在圓柱或圓錐曲面上進行(圖4),投影可以在任意回轉曲面上進行(圖5)[7]。
四軸刀軌采用多軸加工的可變軸輪廓銑,選用合適的刀具,用曲線/點驅動方式。值得注意的是,在選擇曲線的時候,選擇好一條相連的曲線之后,要重新添加新集曲線,否則會不抬刀加工。投影矢量選擇“刀軸”,刀軸選擇“遠離直線”,直線選擇“回轉中心線”,設置合適的加工深度,即可完成單線漢字的四軸刀路規劃(圖6)。
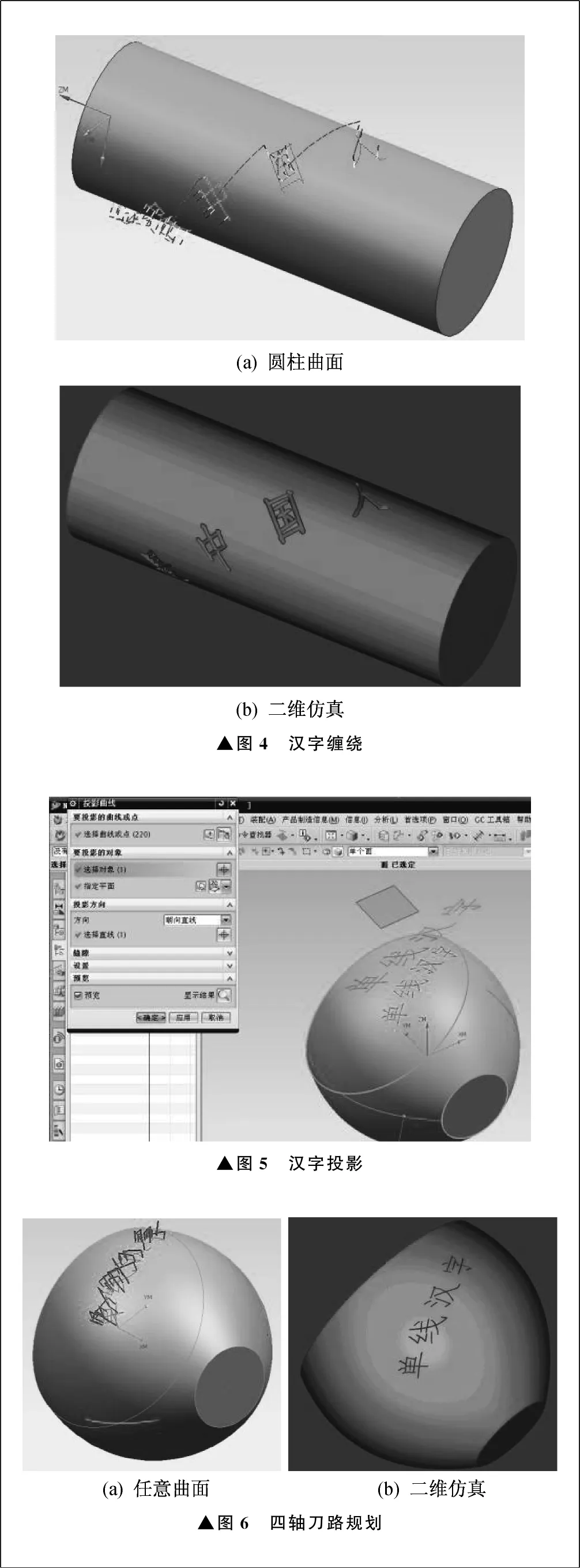
▲圖4 漢字纏繞▲圖5 漢字投影▲圖6 四軸刀路規劃
4 后處理程序
由于NX自帶的mill_4_axis后處理程序所產生的數控程序不符合筆者的要求,因此必須定制機床的后處理程序。以最常見的FANUC數控銑床帶A軸為例,對后處理器中必須要修改的部分進行修改,定制得到四軸后處理程序。
運行NX后處理構造器,如果是英文界面,那么在Options選項下的語言中選擇“中文”(圖7)。然后新建一個后處理器,在對話框中自己確定名稱,例如FANCU_4axis_A_post,勾選“主后處理”,輸出單位選擇“毫米”,機床選擇“銑床”及“四軸帶輪盤”,控制器選擇“庫”,再選擇“FANUC_6M”(圖8),單擊確定,彈出后處理器編輯對話框(圖9)。
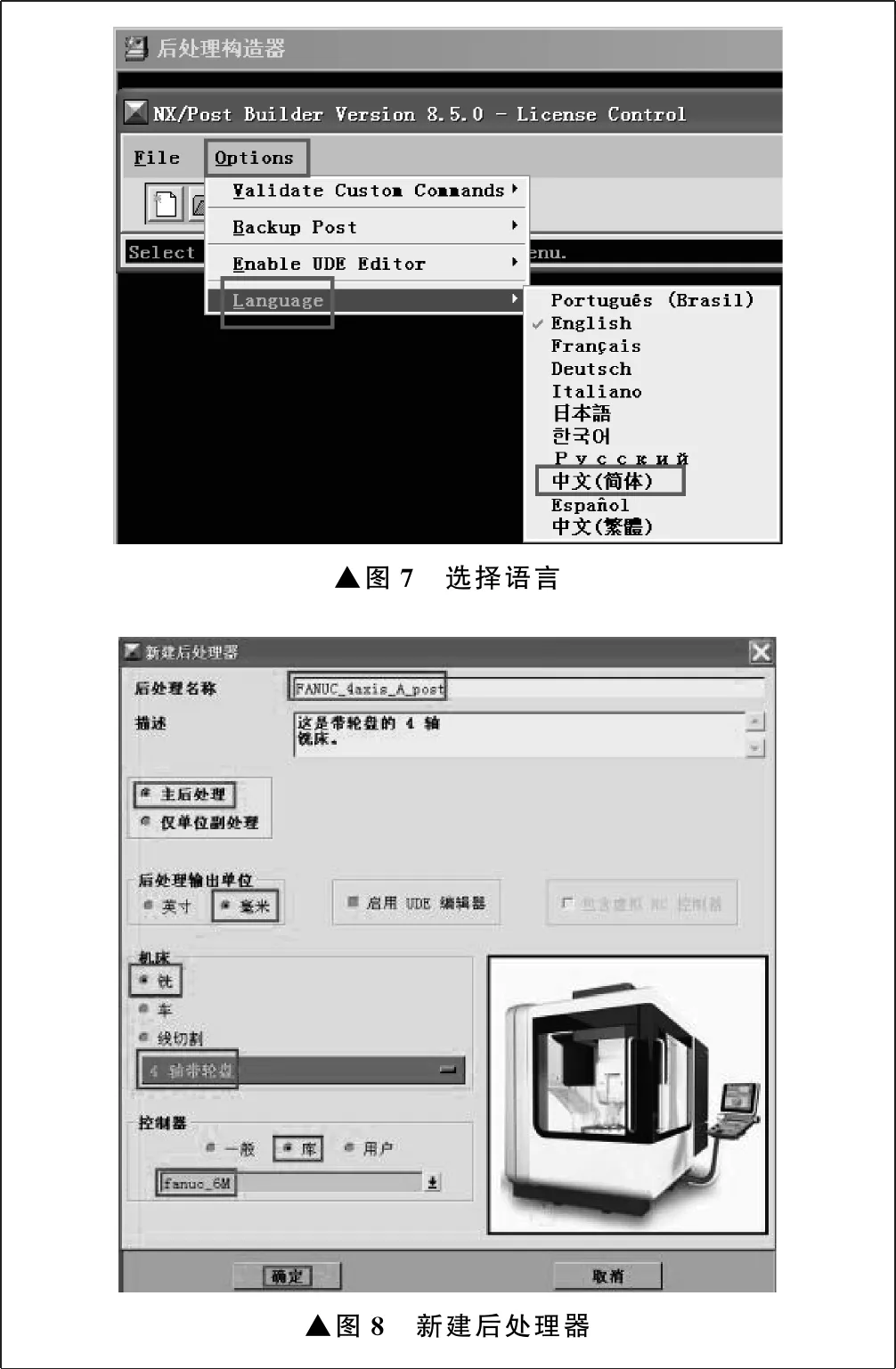
▲圖7 選擇語言▲圖8 新建后處理器
選擇“第四軸”,設置四軸參數(圖10)。選擇旋轉平面為“YZ”,文字指引線改為“A”,修改最大進給率、軸方向、軸限制,勾選“旋轉軸可以是遞增的”,其它參數默認,點擊顯示機床,查看機床四軸方向(圖11)。選擇“虛擬控制器”選項,勾選“生成虛擬控制器”(圖12),否則無法輸出代碼。完成設置,點擊保存,完成四軸加工后處理器的定制[1]。

▲圖9 后處理器編輯對話框▲圖10 設置四軸參數▲圖11 機床四軸方向▲圖12 生成虛擬控制器
保存新建的后處理程序后,系統會生成.pui、.def和.tcl三個文件。這三個文件默認會安裝在Program FilesSiemensNX 8.5MACH esourcepostprocessor目錄下,否則,必須將以上三個文件復制到該目錄下,再選擇后處理構造器“實用程序”菜單下的“編輯模板后處理數據文件”(圖13)。做好備份,將定制的后處理文件寫入模板文件(圖14)。保存后退出,重啟NX,新定制的四軸加工后處理器就可以使用了(圖15)。由新四軸加工后處理器程序,可以生成數控程序(圖16)。

▲圖13 編輯模板后處理數據文件▲圖14 寫入模板文件▲圖15 新四軸加工后處理器

▲圖16 數控程序
5 結束語
實踐證明,采用筆者所述四軸加工方法,可以完成回轉零件表面刻寫單線漢字操作。這一方法簡單可行,對刻線或刻標記、圖案等加工操作也有一定的參考價值。使用這一方法,可以提高加工效率。
猜你喜歡
汽車實用技術(2022年15期)2022-08-19 02:48:28
今日農業(2020年20期)2020-12-15 15:53:19
中華養生保健(2020年7期)2020-11-16 01:13:34
能源(2018年10期)2018-12-08 08:02:48
電子制作(2018年16期)2018-09-26 03:27:00
石油煉制與化工(2017年5期)2017-04-06 19:47:30
能源(2016年10期)2016-02-28 11:33:30
汽車實用技術(2015年8期)2015-12-26 09:01:02
中國慣性技術學報(2015年1期)2015-12-19 13:12:05
汽車維修與保養(2015年2期)2015-04-17 01:30:39
