電解加工在航空航天領域的應用研究
2020-03-03 06:11:36
機械制造 2020年2期
上海航天精密機械研究所 上海 201600
1 電解加工原理與特點
電解加工是利用金屬在電化學反應中發生陽極溶解的原理,將零件加工成形的一種工藝方法[1-2]。電解加工如圖1所示,陰極和陽極之間連接電源,工具接陰極,工件接陽極,陰極和陽極兩者之間保持較小的間隙,電解液以一定壓力從加工間隙內高速流過。
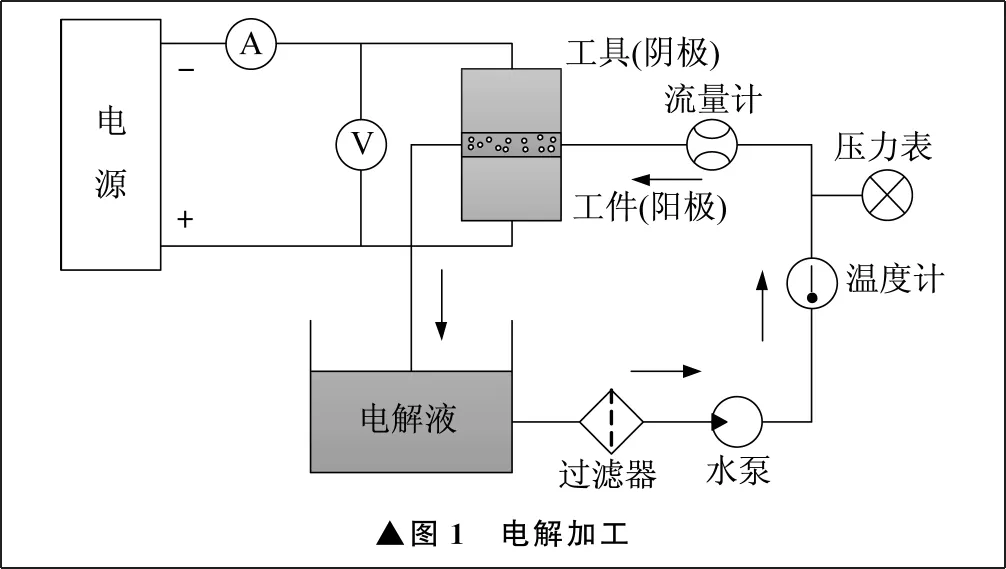
▲圖1 電解加工
電解加工方法具有如下優點:① 可以加工任意高硬度、高強度、高韌性、高脆性的導電材料;② 加工速度不受加工面積的影響,大面積加工時加工效率高;③ 利用金屬發生電化學反應失去電子來去除材料,不存在毛刺等缺陷;④ 加工過程中陰極和陽極不接觸,不存在機械切削力,加工的零件不會產生變形;⑤ 加工過程屬于冷加工,表面不會產生淬硬層等[3-4]。這些顯著優點使電解加工成為航空航天制造業中的關鍵加工技術之一。
目前,電解加工技術在航空航天產品的制造加工中僅限于一些特定的零部件加工,大部分零部件的加工還是采用傳統的機械加工技術。事實上,在航空航天領域,與傳統的機械加工技術相比較而言,電解加工技術在高硬度材料加工、薄壁零件加工、整體復雜構件加工和微小孔加工等方面優勢巨大。
2 高硬度材料加工
隨著航空航天業的發展,對航空航天產品零部件輕量化、高強度化的要求越來越高,因此,高溫合金和鈦合金等比強度大、硬度高的難加工材料被廣泛應用。一般的刀具無法加工高硬度、高強度的材料,所以需要研制開發強度高于被加工材料,同時耐高溫、耐磨損的刀具,加工成本大幅增加。此外,高硬度、高強度材料切削加工時的切削力很大,對機床的強度和剛度都提出了更高的要求。電解加工可以加工任意高硬度、高強度、高韌性、高脆性的導電材料,為難加工材料的加工提供了一種方向,很多專家學者對此開展了大量研究。
劉勇等[5]針對鎳基高溫合金進行了一系列微細電解加工工藝試驗,通過優化參數,成功加工出一系列槽寬25 μm的典型微結構。葛媛媛等[6]針對GH4169鎳基高溫合金材料電解加工ηω-i特性曲線(η為電流效率,ω為體積電化當量,i為電流密度)的內在規律進行了試驗研究,得到了準確的ηω-i特性曲線,為GH4169材料的電解加工提供了理論依據。沈崢嶸[7]針對鎳基鑄造高溫合金開展了電解磨削復合加工技術的研究,分析了該技術的加工原理,探討了該材料電解磨削加工質量的影響因素。張美麗等[8]對TC4鈦合金進行了電解加工試驗,對樣件進行了分析、比較,研究了影響表面質量的工藝因素。楊振文等[9]通過分析鈦合金電解加工時金屬基體表面點蝕和鈍化的過程,優選出質量分數為20%氯化鈉和10%硝酸鈉的混合電解液,實現了TC4鈦合金異形型腔的高效加工。戴一通[10]基于電容模型建立了鈦合金高頻窄脈沖電解加工的數學模型,并開展了仿真和試驗,掌握了航空航天難加工材料精細電解加工的原理。
電解加工技術去除材料的方式決定了其加工對象可以是任意高硬度、高強度、高韌性、高脆性的材料,解決了傳統加工的技術瓶頸,但加工材料的特性會影響電解加工的精度和穩定性,因此,高強度、高硬度材料的特性研究對于電解加工技術的應用和發展是非常重要的。
3 薄壁零件加工
航空航天產品中有很多零部件是薄壁零件,如機匣、艙體等。薄壁零件的特點一般是尺寸大、壁厚薄、壁厚差大,屬于典型的弱剛性結構。采用一般的數控床進行銑削加工,難度很大,主要在于材料的大量去除會引起變形,降低加工精度。而采用電解加工的方法,在加工過程中加工工具和被加工零件不接觸,不會產生切削力,零件不會產生變形,零件表面無殘余應力和毛刺。因此,電解加工技術在薄壁零件的加工中優勢明顯。機匣類薄壁零件如圖2所示。

▲圖2 機匣類薄壁零件
李紅英等[11]以航空發動機薄壁機匣為對象,進行了電解加工試驗,取得了滿意的工藝效果,表明電解加工技術在加工薄壁零件表面凸臺結構方面具有很大的工藝優勢。朱浩等[12]提出了用旋印電解加工方法來解決薄壁零件機械加工中的變形問題,通過對加工過程的仿真分析,初步明確了薄壁零件上凸臺成形的規律,同時開展了試驗研究。劉金鑫[13]介紹了利用電解加工技術在壁厚為1.1 mm的薄壁零件上加工八個槽的方法。李寒松等[14]研究了一種雙工具陰極電解磨銑加工系統及加工復雜薄壁的方法,這一方法對提高薄壁結構的加工精度和加工柔性具有十分重要的意義。
電解加工技術避免了薄壁零件加工易變形的問題。目前,薄壁回轉體的旋印電解加工技術已經起步,能完成回轉體表面凸臺的加工。未來,該技術在航空航天領域零部件加工中的應用前景十分廣闊。
4 整體復雜構件加工
整體復雜構件現今多應用于航空、航天及軍事裝備的發動機制造中,因體積小、質量輕及可靠性高的特點,對航空、航天及軍事裝備的發展有巨大的推動作用。整體復雜構件由于幾何結構形狀復雜,采用傳統的車削、銑削等加工技術,雖然能夠取得較高的加工精度,但是加工效率低,成本較高,并且對機床的性能要求高,而電解加工卻能彌補這些不足。
整體葉盤是發動機的核心部件之一,其質量決定了發動機的性能和壽命,采用整體葉盤結構是提高發動機推重比和可靠性的關鍵措施。整體葉盤如圖3所示。

▲圖3 整體葉盤
國內外很多專家學者針對電解加工技術在整體葉盤加工中的應用開展了大量研究。徐慶[15]將整體葉盤的電解加工分為葉柵通道預加工和葉片型面精密加工兩個步驟,加工出了滿足加工精度的整體葉盤。蘇文飛[16]針對較大尺寸葉柵通道的電解預加工方法開展研究,以整體葉盤大尺寸扭曲通道為加工對象,通過優化設計方法設計了工具陰極側面輪廓,實現了扭曲通道工具陰極的優化設計。張志金等[17]開展了整體葉盤扭曲葉片的電解預加工試驗研究,通過理論分析設計了整體式加工陰極,實現了整體葉盤大扭曲葉片的小余量一次性成形加工。龔婷等[18]根據整體葉盤多通道電解加工三軸運動的特點,利用最小二乘法確定管狀工具的運動位置,獲取聯動三軸各自的加工參數,通過加工試驗加工出符合要求的葉間通道。萬龍凱[19]針對整體葉盤型面精密電解加工,提出了斜置式整體葉盤型面電解加工方法,以陰極進給方向與葉片型面各點法線方向夾角中的最大值為評判指標,優化得到整體葉盤加工時的最優斜置角,提高了電解加工的成形精度。朱鵬翔等[20]針對整體葉輪葉間槽的數控電解加工開展了試驗研究,對電壓、電解液壓力等加工參數進行了優化。通用電氣公司利用電解加工技術完成了發動機鈦合金整體葉盤的加工,提高了發動機葉盤和葉片的加工效率[21]。MTU公司采用振動電解加工技術,完成了整體葉盤的高精度加工[22]。
整體復雜構件采用電解加工,降低了加工成本,提高了使用可靠性,實現了輕量化。但是,影響電解加工的因素眾多,很難保證加工的精度和重復精度。整體復雜構件的電解加工工藝還有待進一步研究和探索。
5 微小孔加工
航空航天領域的許多零部件上需要進行微小孔加工,如發動機渦輪葉片氣膜孔、火焰筒氣膜孔等,這些孔的直徑在0.3~0.5 mm之間,深度達到10 mm,有的深徑比超過了20∶1[23]。冷卻氣膜孔如圖4所示。目前,微小孔的加工一般采用機械鉆削、電火花和激光等加工方法。傳統的機械鉆削加工存在熱變形、毛刺等問題,電火花加工和激光加工會生成微裂紋和重鑄層等。采用電解加工的方法,可避免產生上述缺陷。目前,主要采用管電極電解加工和電液束電解加工兩種方法加工微小孔。
韋磊[24]設計相應的加工裝置,分析加工參數對加工精度的影響規律,利用優化后的參數加工出側面間隙小于40 μm的微小孔。劉建等[25]介紹了掩膜電解加工微小群孔的技術,同時通過優化加工參數,提高了微小群孔的加工精度和結構的均勻性。許榮超[26]對管電極電解加工的流場進行了仿真分析,獲得了保證加工穩定性的合適進口壓力,同時開展了管電極電解加工深小孔試驗,研究了脈沖頻率、占空比等加工參數對加工精度的影響。賈繼欣[27]針對毛細管電極電液束電解加工開展了微小孔的加工試驗,研究了加工間隙、進給速度和進口壓力等加工參數對加工精度的影響。通用電氣公司最早將電液束電解加工技術應用于發動機微小孔的加工中,實現了深徑比為50∶1的微小孔加工。羅爾斯·羅伊斯公司通過電液束電解加工實現了渦輪葉片上深徑比為37.5∶1的微小孔加工,并且實現了機床的生產[28]。
電解加工技術為大深徑比微小孔的加工提供了方法,但需要保證加工過程中加工產物順利從微小孔中排出,避免出現短路現象。此外,還需要保證在高速電解液的沖刷下,微細電極加工的微小孔軸線直線度,并保證加工后微小孔的錐度。以上問題仍是目前微小孔電解加工的重點研究內容。
6 結束語
電解加工技術因自身的顯著優點而成為航空航天制造業中的一種關鍵加工技術,在高硬度材料、薄壁零件、整體復雜構件和微小孔加工方面體現出巨大優勢。專家學者對電解加工已經開展了大量科學研究,獲得了不少成果,一些已經應用于實際的生產加工中。未來,隨著電解加工技術的進一步發展,電解加工將能適用于各種零部件產品,應用前景廣闊。
