鋁/鋼異種金屬旋轉(zhuǎn)摩擦焊接研究現(xiàn)狀
2020-03-01 03:26:30朱瑞燦趙衍華王浩秦國梁劉順剛張凌東
焊接 2020年12期
朱瑞燦, 趙衍華, 王浩, 秦國梁,, 劉順剛, 張凌東
(1.首都航天機(jī)械有限公司,北京 100076;2. 山東大學(xué),濟(jì)南 250061;3.中國電建集團(tuán)核電工程公司,濟(jì)南 250067;4.清華大學(xué),北京100072;5.機(jī)械科學(xué)研究總院,北京 100044;6.火箭軍駐北京地區(qū)第一軍代表室,北京 100076)
0 前言
隨著航空航天、汽車、船舶等工業(yè)的迅速發(fā)展,能源損耗和環(huán)境污染等問題日益突出,節(jié)能減排越發(fā)引起人們的廣泛關(guān)注。鋁合金具有質(zhì)輕、比強(qiáng)度高、成本低等優(yōu)點(diǎn),是結(jié)構(gòu)輕量化的主要結(jié)構(gòu)材料;但單一鋁合金有時(shí)候不能滿足強(qiáng)度要求,鋁合金/鋼(鋁/鋼)復(fù)合結(jié)構(gòu)能夠充分發(fā)揮兩種材料的性能優(yōu)勢(shì),在降低重量的同時(shí)保證材料有足夠高的強(qiáng)度等性能,在航天、石油石化、冶金、汽車等工業(yè)領(lǐng)域具有廣泛應(yīng)用前景[1],如航天大推力液體發(fā)動(dòng)機(jī)鋁/鋼異種金屬輸送管路[2]、油氣資源勘探開發(fā)用鋁/鋼異種金屬輕量化復(fù)合鉆桿[3]及LNG汽化器中鋁/鋼過渡管道接頭等,均為典型的鋁/鋼異種金屬管式焊接結(jié)構(gòu),而這些鋁/鋼復(fù)合結(jié)構(gòu)的應(yīng)用與開發(fā)都面臨著鋁/鋼異種金屬高強(qiáng)度、高可靠性焊接技術(shù)瓶頸。
鋁/鋼異種金屬焊接是制備鋁/鋼復(fù)合結(jié)構(gòu)的關(guān)鍵加工制造工藝,常規(guī)的鉚接、螺栓連接等機(jī)械連接方法雖然可以實(shí)現(xiàn)鋁/鋼的連接,但存在氣密性差、減重效果差等缺點(diǎn),因此難以滿足航空航天等行業(yè)對(duì)鋁/鋼復(fù)合結(jié)構(gòu)的要求,需要合適的焊接工藝實(shí)現(xiàn)鋁/鋼異種金屬高強(qiáng)度、可靠連接。
1 鋁/鋼異種金屬焊接性分析
圖1為Fe-Al二元合金相圖[4]。表1為常溫下鋁與鐵的物理性能參數(shù)對(duì)比[5]。從相圖和表中數(shù)據(jù)對(duì)比,可以發(fā)現(xiàn)鋁與鐵的物理性能差異較大,使得了鋁/鋼異種金屬熔化焊接性很差:①鋁的熔點(diǎn)和密度比鋼低,這導(dǎo)致鋁先比鋼熔化,當(dāng)鋼熔化時(shí),液態(tài)鋁浮在鋼表面,結(jié)晶后焊縫成分不均勻,難以獲得高質(zhì)量的接頭;而且在焊接過程中,鋁易氧化形成Al3O2薄膜,使液態(tài)鋁在鋼表面的潤濕能力降低,產(chǎn)生夾渣等缺陷,降低接頭質(zhì)量;②鋁的熱導(dǎo)率、線膨脹系數(shù)、彈性模量分別約為鐵的3倍、2倍和0.33倍,相差較大,會(huì)使接頭嚴(yán)重變形,并在內(nèi)部產(chǎn)生較大的殘余應(yīng)力,易產(chǎn)生裂紋;③鋁和鐵在室溫下幾乎不互溶,因此在焊接時(shí)2種材料在界面容易產(chǎn)生Fe3Al,F(xiàn)eAl,F(xiàn)eAl2和Fe2Al5等脆硬的金屬間化合物(Intermetallic compounds,IMCs),使接頭的塑韌性降低。
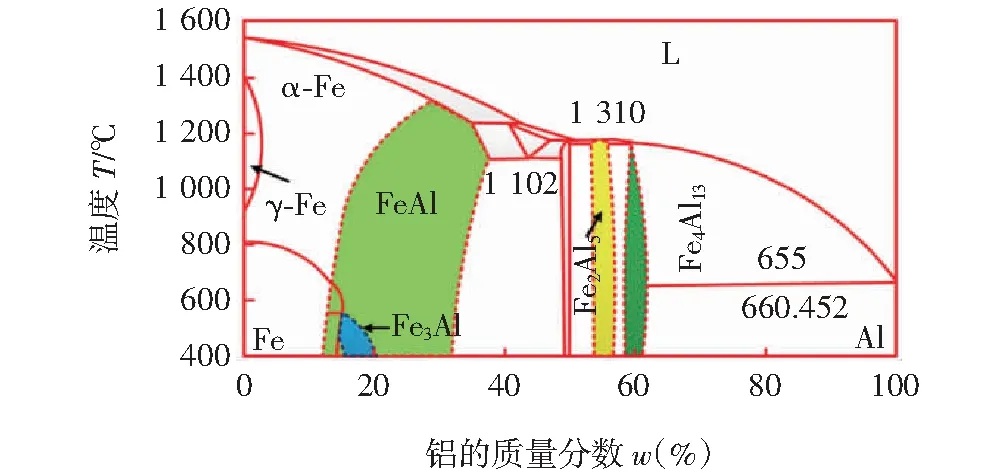
圖1 Fe-Al二元相圖

表1 常溫下鋁與鐵的物理性能參數(shù)對(duì)比
因此,鋁/鋼采用傳統(tǒng)的熔化焊接時(shí)會(huì)產(chǎn)生大量脆硬的金屬間化合物,難以獲得優(yōu)質(zhì)的接頭,但因鋁/鋼復(fù)合結(jié)構(gòu)能夠滿足某些特定的使用要求,有著廣泛的應(yīng)用前景,引起了國內(nèi)外研究者的廣泛關(guān)注。
摩擦焊作為一種固態(tài)連接工藝,熱輸入低,在異種材料連接方面有著其它焊接工藝難以取代的優(yōu)勢(shì)。近些年來,國內(nèi)外學(xué)者針對(duì)鋁/鋼摩擦焊展開了較多的研究。
2 鋁/鋼異種金屬旋轉(zhuǎn)摩擦焊接研究現(xiàn)狀
摩擦焊是一種利用工件接觸摩擦產(chǎn)生的摩擦熱和塑性變形能作為焊接熱源實(shí)現(xiàn)材料連接的固相連接技術(shù),具有優(yōu)質(zhì)、高效、節(jié)能、無污染等優(yōu)點(diǎn)。摩擦焊接過程中母材保持固態(tài),能夠有效控制界面處金屬間化合物形成和生長;同時(shí)還能夠降低焊接應(yīng)力,減小裂紋產(chǎn)生的傾向,是實(shí)現(xiàn)鋁/鋼高質(zhì)量連接的有效方法。
旋轉(zhuǎn)摩擦焊是兩個(gè)回轉(zhuǎn)體在相對(duì)旋轉(zhuǎn)運(yùn)動(dòng)過程中在摩擦壓力的作用下,依靠兩個(gè)工件摩擦產(chǎn)生的熱及材料塑性變形能,使界面附近材料溫度升高達(dá)到塑性狀態(tài),并在摩擦壓力作用下被擠出形成飛邊,通過界面元素的擴(kuò)散及再結(jié)晶等冶金反應(yīng)形成接頭的焊接工藝方法,主要分為連續(xù)驅(qū)動(dòng)摩擦焊和慣性摩擦焊。
2.1 連續(xù)驅(qū)動(dòng)摩擦焊
連續(xù)驅(qū)動(dòng)摩擦焊是旋轉(zhuǎn)端工件在電動(dòng)機(jī)的直接帶動(dòng)作用下旋轉(zhuǎn),其特點(diǎn)是焊接過程中旋轉(zhuǎn)速度保持恒定,其焊接過程示意圖,如圖2所示[6]。
國內(nèi)外很多研究人員開展了鋁/鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭組織性能的研究。Torun[7]研究發(fā)現(xiàn),在保持摩擦壓力、頂鍛壓力和頂鍛時(shí)間不變的情況下,7075鋁合金/316L不銹鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭抗剪強(qiáng)度隨摩擦?xí)r間的增加而顯著提高,如圖3所示。

圖2 連續(xù)驅(qū)動(dòng)摩擦焊過程

圖3 接頭和母材的抗剪強(qiáng)度
Deepak等人[8]及Paventhan等人[9]分別采用響應(yīng)面分析法研究了鋁/鋼連續(xù)驅(qū)動(dòng)摩擦焊接工藝參數(shù)對(duì)接頭性能的影響。認(rèn)為摩擦壓力是影響接頭拉伸性能的主要因素,接頭抗拉強(qiáng)度會(huì)隨著摩擦?xí)r間和頂鍛壓力的增加呈現(xiàn)出先增加后降低的趨勢(shì),隨著摩擦壓力和頂鍛時(shí)間的增加呈現(xiàn)出先降低后增加的趨勢(shì),6082-T6鋁合金/AISI304不銹鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭最大抗拉強(qiáng)度可達(dá)213 MPa。Sahin等人[10]研究認(rèn)為,摩擦壓力和摩擦?xí)r間的比值比頂端壓力和頂鍛時(shí)間的比值對(duì)接頭抗拉強(qiáng)度的影響更大。然而,對(duì)于鋁合金/碳鋼異種金屬連續(xù)驅(qū)動(dòng)摩擦焊接,Khalfallah等人發(fā)現(xiàn)頂鍛壓力和時(shí)間對(duì)接頭抗拉強(qiáng)度的影響大于摩擦壓力和時(shí)間,旋轉(zhuǎn)速度對(duì)接頭強(qiáng)度影響較小,圖4為拉伸斷裂后試樣[6]。
Kimura等人[11-13]開展了大量的鋁/鋼連續(xù)驅(qū)動(dòng)摩擦焊接試驗(yàn),在優(yōu)化的焊接工藝參數(shù)下可獲得強(qiáng)度與鋁合金母材相當(dāng)?shù)腁6063鋁合金/304不銹鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭,圖5為接頭形貌及焊接過程中摩擦扭矩演變[11]。純鋁/AISI304不銹鋼連續(xù)驅(qū)動(dòng)摩擦頭強(qiáng)度約為鋁母材的80%,而純鋁/低碳鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭強(qiáng)度可達(dá)純鋁母材的93%,拉伸試驗(yàn)時(shí)斷在靠近界面的鋁合金一側(cè)的軟化區(qū),圖6是拉伸試驗(yàn)后的接頭形貌[13],提高頂鍛壓力后,鋁合金軟化區(qū)變窄,拉伸試驗(yàn)斷在遠(yuǎn)離軟化區(qū)的純鋁側(cè),認(rèn)為由于包辛格效應(yīng)(Bauschinger effect),獲得的接頭無法達(dá)到母材強(qiáng)度的100%。

圖4 拉伸斷裂后試樣

圖5 接頭形貌及焊接過程中摩擦扭矩演變

圖6 拉伸試驗(yàn)后的接頭形貌
Vyas等人[14]同樣研究了AA6063鋁合金和304L不銹鋼異種金屬管連續(xù)驅(qū)動(dòng)摩擦焊,對(duì)試樣進(jìn)行了射線照相法測(cè)試、液體滲透檢驗(yàn)、熱沖擊試驗(yàn)和氦泄漏試驗(yàn),試驗(yàn)結(jié)果表明獲得的接頭性能良好,熱沖擊試驗(yàn)后,試樣的真空效果改善。
對(duì)于鋁/鋼焊接來說,其核心和重點(diǎn)是通過對(duì)焊接過程組織調(diào)控來獲得良好的性能。Kimura等人[15]分析A6063鋁合金/SUS304不銹鋼管連續(xù)驅(qū)動(dòng)摩擦焊接頭組織,如圖7所示[15],當(dāng)摩擦?xí)r間t1=0.4 s時(shí),雖然界面發(fā)生擴(kuò)散,但線掃結(jié)果在界面并未形成一個(gè)平臺(tái),認(rèn)為并沒有形成IMCs層,而在摩擦?xí)r間t1=1.6 s界面發(fā)現(xiàn)25 nm厚的IMCs層。
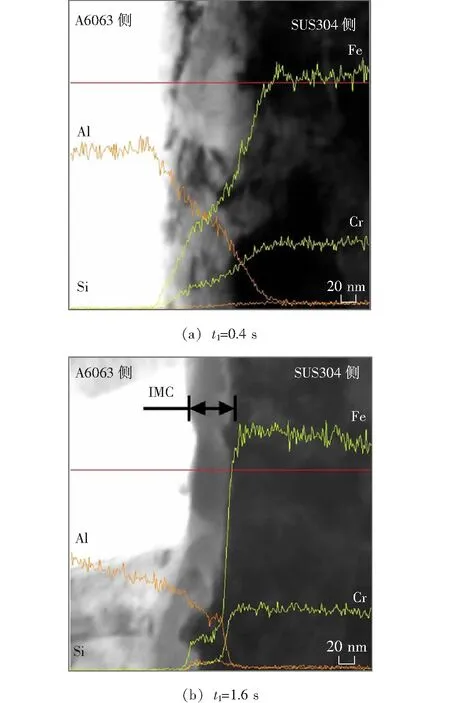
圖7 不同摩擦?xí)r間時(shí)接頭界面TEM圖和EDS結(jié)果
Fukumoto等人[16-17]通過TEM觀察5052鋁合金/304不銹鋼連續(xù)驅(qū)動(dòng)摩擦焊接接頭,發(fā)現(xiàn)界面存在非晶層以及非晶/晶體堆疊層,如圖8所示[18],認(rèn)為非晶層是在高溫下機(jī)械合金化和固態(tài)反應(yīng)生成的,非晶層為金屬間化合物生成前的中間相;當(dāng)界面不存在未結(jié)合區(qū)域,以及生成薄的IMCs層時(shí),可獲得優(yōu)質(zhì)的5052鋁合金/304不銹鋼連續(xù)驅(qū)動(dòng)摩擦焊接接頭。Fukumoto等人[18]還研究了1050鋁合金在連續(xù)驅(qū)動(dòng)摩擦焊過程中的動(dòng)態(tài)再結(jié)晶現(xiàn)象,認(rèn)為隨著摩擦?xí)r間的增加近界面鋁合金晶粒尺寸增大、硬度降低,同時(shí)因?yàn)榻缑孢吘墱馗哂诮缑嬷行膮^(qū)域,界面邊緣的晶粒尺寸大于界面中心區(qū)域。

圖8 不銹鋼和反應(yīng)層之間的堆疊層
與Fukumoto觀點(diǎn)相似,Shubhavardhan等人[19]認(rèn)為頂鍛時(shí)間較短時(shí)會(huì)在AA6082鋁合金和AISI304不銹鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭界面中心產(chǎn)生一個(gè)未結(jié)合區(qū)域,IMCs層隨著頂鍛時(shí)間的增加而變厚,超過一定厚度后會(huì)對(duì)接頭造成不利影響。同樣,Koushik等人[20]獲得的H30鋁合金/BS970碳鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭在界面中心區(qū)域強(qiáng)度低,元素?cái)U(kuò)散不充足,未實(shí)現(xiàn)冶金結(jié)合,強(qiáng)度約為177.8 MPa。
大部分學(xué)者認(rèn)為界面生成較薄的IMCs層時(shí),可以獲得優(yōu)質(zhì)的接頭。Yilba等人[21]認(rèn)為接頭界面存在0.1~1 μm厚的IMCs層時(shí),可以獲得優(yōu)質(zhì)的接頭,當(dāng)厚度超過這個(gè)值時(shí),IMCs層在界面分布不均勻,在1/2半徑區(qū)域比較厚,在中心和邊緣區(qū)域較薄。Herbst等人[22]研究了焊后熱處理對(duì)AW6082鋁合金/20MnCr5鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭的影響,500 ℃保溫50 min,60 min的接頭強(qiáng)度比焊態(tài)接頭的強(qiáng)度提高了20%,圖9為不同熱處理狀態(tài)下的接頭強(qiáng)度[22]。IMCs層隨著保溫時(shí)間的增加逐漸變厚,當(dāng)IMCs層厚度低于2 μm時(shí),可獲得達(dá)到母材強(qiáng)度80%的接頭。

圖9 不同熱處理狀態(tài)和焊態(tài)接頭的抗拉強(qiáng)度的平均值
馮健等人[23]通過對(duì)連續(xù)驅(qū)動(dòng)摩擦焊得到的7A04鋁合金/304不銹鋼接頭進(jìn)行焊后熱處理,發(fā)現(xiàn)400 ℃×3 h退火后,接頭抗拉強(qiáng)度從114 MPa提升到175 MPa,由脆性解理斷裂變?yōu)轫g性加脆性混合型斷裂。退火處理后Al,F(xiàn)e元素?cái)U(kuò)散更顯著,Mg等元素?cái)U(kuò)散距離也有所增加,擴(kuò)散層厚度由2.5 μm增長到2.8 μm左右,界面的IMCs層由AlFe相變?yōu)锳lFe和Al6Fe相。Wei等人[24]采用連續(xù)驅(qū)動(dòng)摩擦焊實(shí)現(xiàn)了純鋁/純鐵焊接,當(dāng)摩擦壓力為20 MPa時(shí),界面無IMCs層,隨著摩擦壓力增大,界面逐漸出現(xiàn)不連續(xù)且不均勻的IMCs層,如圖10所示[24]。

圖10 不同摩擦壓力下鋁/鐵焊接區(qū)域冶金反應(yīng)層的微觀組織
一些學(xué)者還研究了焊前工件表面狀態(tài)及形狀對(duì)接頭性能的影響。Rutherford等人[28]展開了6061-T6鋁合金/C45碳鋼慣性摩擦焊接研究,認(rèn)為鋼側(cè)表面比較粗糙時(shí)可以顯著提高接頭強(qiáng)度。Ashfaq等人[29]研究了不同鋼側(cè)端面形狀(外錐形、內(nèi)錐形、平齊)對(duì)鋁/鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭的影響,端面形狀如示意圖11所示[29],外錐角度15°時(shí)獲得的接頭強(qiáng)度最高,優(yōu)于平齊端面,此角度下的端面既能夠產(chǎn)生足夠的熱量也能為雜質(zhì)、IMCs隨著鋁的流動(dòng)擠出提供合適的路徑,但外錐角度過大時(shí),獲得的接頭強(qiáng)度低于平齊端面。Wan等人[30]研究了鋼側(cè)端面坡口對(duì)AA6061鋁合金和AISI316L鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭組織性能性能的影響,與鋼側(cè)不開坡口相比,在鋼側(cè)開15°坡口,界面IMCs層厚度從1 μm降低到0.3 μm,接頭抗拉強(qiáng)度提高到166.32 MPa,斷后伸長率提高到9.47 %,分別提高了16.15 %和745.5%,如圖12所示[30]。

圖11 不銹鋼棒形狀示意圖

圖12 試樣的抗拉強(qiáng)度和斷口伸長率
Irawan等人[31]研究了鋼側(cè)傾角和頂鍛壓力對(duì)A6061鋁合金/S15C鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭性能的影響,發(fā)現(xiàn)鋼側(cè)開傾角可以提高接頭的性能,當(dāng)傾角為30°時(shí),獲得接頭的強(qiáng)度最大。頂鍛壓力的增加同樣可以增加接頭的強(qiáng)度。Ambroziak等人[32]研究了鋼側(cè)不同端面形狀對(duì)AlMg3鋁合金/X10CrNiTi189奧氏體不銹鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭的影響,端面形狀如圖13所示[32],認(rèn)為端面形狀的改變并不能消除界面IMCs,圓錐形狀端面可以在一定程度上改善接頭的彎曲性能。

圖13 AlMg3鋁合金/X10CrNiTi189不銹鋼接頭形狀示意圖
部分學(xué)者還嘗試添加中間層金屬改善接頭的性能,Ambroziak等人[32]采用鎳作為中間層金屬,使AN40鋁合金/42CrMo4鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭的抗拉強(qiáng)度從100 MPa提高到211~235 MPa。Reddy等人[33]通過添加中間層作為擴(kuò)散壁壘來限制脆硬的Fe2Al5相的生成,發(fā)現(xiàn)添加Cu和Ni中間層時(shí),會(huì)生成脆硬的CuAl2和NiAl3相,添加Ag作為中間層時(shí)能有效避免脆硬相的生成,此時(shí)彎曲角可達(dá)100°,圖14為接頭界面中間區(qū)域顯微結(jié)構(gòu)圖[33]。

圖14 接頭界面中間區(qū)域顯微結(jié)構(gòu)
Meshram等人[34]認(rèn)為6061鋁合金中存在的Mg會(huì)促進(jìn)AA6061鋁合金/AISI4340鋼連續(xù)驅(qū)動(dòng)摩擦焊時(shí)Fe2Al5金屬間化合物的生成,通過在AISI4340鋼電鍍20 μm厚的Ag中間層,在界面生成Ag3Fe2,Ag2Al和Ag3Al等具有一定韌性的Al-Ag基金屬間化合物代替脆硬的Fe-Al基金屬間化合物,有效改善了接頭的強(qiáng)度和韌性。Kannan等人[35]還發(fā)現(xiàn)添加銀中間層可以有效減小6061-T6鋁合金/AISI 304不銹鋼連續(xù)驅(qū)動(dòng)摩擦焊中鋁側(cè)軟化區(qū)厚度。
由于A7075鋁合金/低碳鋼的連續(xù)驅(qū)動(dòng)摩擦焊接形成的A7075鋁合金飛邊開裂現(xiàn)象嚴(yán)重,同樣參數(shù)下的部分接頭飛邊的裂紋會(huì)裂到接頭界面,對(duì)接頭強(qiáng)度造成不利影響,Kimura等人[36]采用純鋁作為中間金屬有效解決了A7075鋁合金飛邊開裂問題。接頭強(qiáng)度可達(dá)低碳鋼母材的71%,在界面未發(fā)現(xiàn)任何未焊接區(qū)域或者IMCs層,如圖15所示[36]。
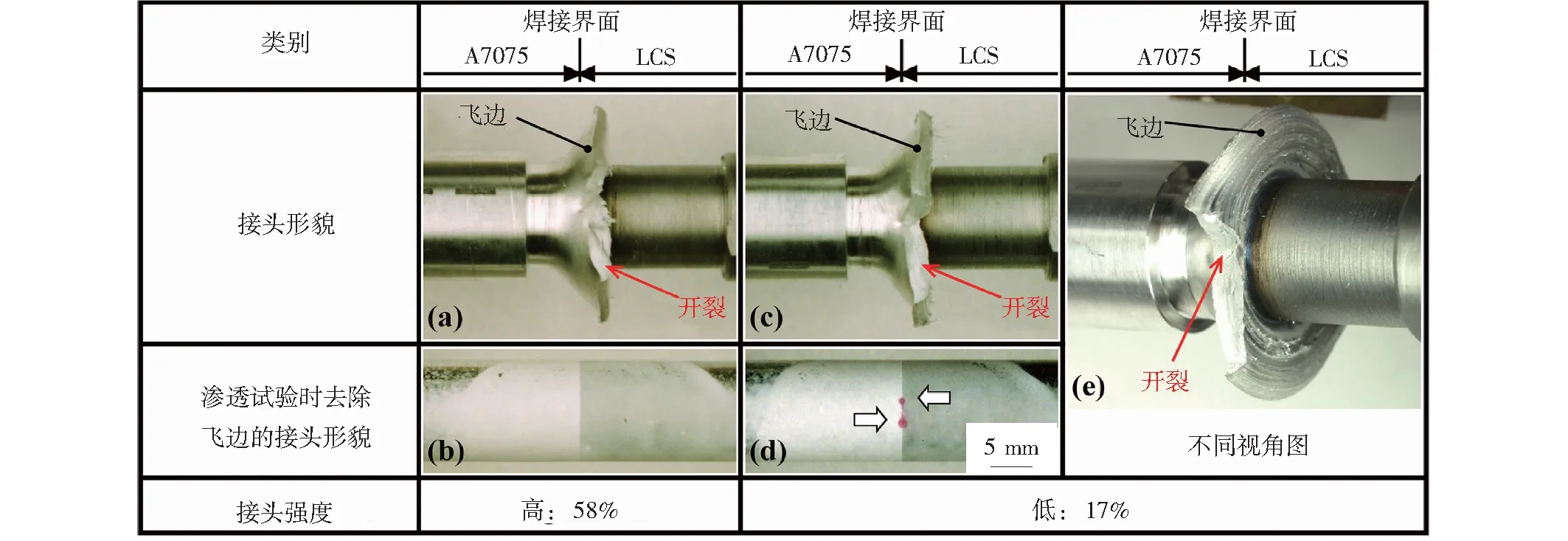
圖15 A7075鋁合金/低碳鋼接頭形貌
Dong等人[37]研究了AA5052鋁合金/304不銹鋼連續(xù)驅(qū)動(dòng)摩擦焊接頭徑向方向的不均勻性,不同直徑的拉伸試樣如圖16所示[37],發(fā)現(xiàn)隨著拉伸試樣半徑的減少,抗拉強(qiáng)度呈現(xiàn)出先降低后增加的趨勢(shì),在R/4半徑區(qū)域的接頭強(qiáng)度可達(dá)鋁合金母材的99.51%。

圖16 不同直徑的失效接頭
從國內(nèi)外研究來看,目前主要采用優(yōu)化焊接工藝參數(shù)來調(diào)控IMCs生成及其數(shù)量和分布。
2.2 慣性摩擦焊接
慣性摩擦焊是由電動(dòng)機(jī)帶動(dòng)飛輪和工件轉(zhuǎn)動(dòng),飛輪達(dá)到預(yù)設(shè)轉(zhuǎn)速后,飛輪與電動(dòng)機(jī)脫離的同時(shí)進(jìn)給端的工件在軸向摩擦壓力作用下運(yùn)動(dòng),工件接觸摩擦產(chǎn)熱,飛輪減速,將儲(chǔ)存在飛輪中的動(dòng)能轉(zhuǎn)變?yōu)闊崮埽Σ翢崾菇缑嫜杆偕郎剡_(dá)到塑性狀態(tài),在軸向摩擦力作用下材料被擠出形成飛邊,實(shí)現(xiàn)材料連接的工藝,其焊接過程如示意圖17所示[38],具有熱輸入集中、能量控制準(zhǔn)確等優(yōu)點(diǎn),可以較好地控制鋁/鋼界面上脆硬Fe-Al IMCs 層厚度。

圖17 鋁/鋼慣性摩擦焊接過程示意圖
目前關(guān)于鋁/鋼慣性摩擦焊接的研究相對(duì)較少,首都航天機(jī)械公司[39-40]先后開展了LF6鋁合金/1Cr18Ni9Ti不銹鋼和2219鋁合金/304不銹鋼慣性摩擦焊工藝研究,獲得接頭強(qiáng)度分別達(dá)210 MPa和235~300 MPa,其中前者斷在鋁合金側(cè),后者斷在鋁/鋼面或鋁合金側(cè),表明獲得接頭力學(xué)性能良好。在靠近界面鋁合金側(cè)發(fā)現(xiàn)了細(xì)晶區(qū)和拉長晶區(qū),認(rèn)為在細(xì)晶區(qū)發(fā)生回復(fù)再結(jié)晶,鋁合金高導(dǎo)熱率導(dǎo)致鋁合金側(cè)冷卻速度大,細(xì)化晶粒來不及長大形成細(xì)晶區(qū),在摩擦界面發(fā)現(xiàn)Fe,Al元素?cái)U(kuò)散的過渡層。
馬肖飛等人[41]在初始轉(zhuǎn)速n=1 100 r/min和摩擦壓力Pf=180 MPa的工藝參數(shù)下獲得6061鋁合金/304不銹鋼慣性摩擦焊接頭強(qiáng)度可達(dá)323 MPa,約為鋁合金母材強(qiáng)度的94%。Taban等人[42]采用慣性摩擦焊實(shí)現(xiàn)了6061-T6鋁合金/AISI1018不銹鋼的連接,獲得接頭強(qiáng)度可達(dá)250 MPa,斷裂在靠近接頭的鋁側(cè)塑性變形區(qū),界面發(fā)現(xiàn)平均厚度250 nm的IMCs層,主要由FeAl和Fe2Al5相組成,認(rèn)為FeAl相的生成是工件緊密接觸、鋁側(cè)大變形促進(jìn)原子擴(kuò)散克服活化能壘,圖18為接頭界面SEM及EDS分析[42]。

圖18 鋁/鋼慣性擦焊接頭界面SEM及EDS分析
Taban等人[43]還通過Gleeble3800熱模擬試驗(yàn)機(jī)模擬6061-T6鋁合金/AISI 1018鋼摩擦焊接過程,分別在400 ℃,450 ℃和500 ℃保溫1 s,2 s,5 s和10 s,只有在500 ℃保溫5 s和10 s的試樣在界面發(fā)現(xiàn)IMCs層的形成。發(fā)現(xiàn)焊態(tài)接頭界面IMCs層厚度約250 nm,主要由富Fe的FeAl和富Al的Fe2Al5組成;而熱機(jī)械條件下接頭界面IMCs層約為350 nm,除了FeAl和Fe2Al5相外,還發(fā)現(xiàn)了FeAl3和FeAl6相。
3 鋁/鋼旋轉(zhuǎn)摩擦焊接存在的主要科學(xué)問題
目前國內(nèi)外對(duì)于鋁/鋼旋轉(zhuǎn)摩擦焊展開了廣泛的研究,獲得的接頭力學(xué)性能表現(xiàn)良好。但由于旋轉(zhuǎn)摩擦焊接過程特點(diǎn)和鋁/鋼的熱物性差異兩方面造成了鋁/鋼異種金屬旋轉(zhuǎn)摩擦焊接頭界面IMCs生成不充分、厚度不均勻的問題。旋轉(zhuǎn)摩擦焊過程時(shí)間短以及界面的高速旋轉(zhuǎn)不利于Fe,Al元素的擴(kuò)散;徑向上不同位置產(chǎn)熱不均勻以及飛邊的擠出導(dǎo)致界面不同位置IMCs分布不均勻;鋁/鋼界面檢測(cè)的溫度低于500 ℃,未達(dá)到Fe-Al發(fā)生冶金反應(yīng)生成IMCs的溫度條件。雖然旋轉(zhuǎn)摩擦焊過程中不利于IMCs生成,但確實(shí)在界面上檢測(cè)到了IMCs的生成,為了保證形成以Fe-Al IMCs為標(biāo)志的可靠冶金結(jié)合及低成本高效開發(fā)鋁/鋼旋轉(zhuǎn)摩擦焊接工藝,亟待解決以下科學(xué)問題:
(1)與其他的熔焊、釬焊過程不同,旋轉(zhuǎn)摩擦焊是通過摩擦運(yùn)動(dòng)將機(jī)械能轉(zhuǎn)化為熱能和塑性變形能,摩擦界面附近發(fā)生溫度場(chǎng)、應(yīng)力應(yīng)變場(chǎng)等熱力耦合場(chǎng)的演變。因此,旋轉(zhuǎn)摩擦焊接過程中熱力耦合場(chǎng)為IMCs的生成提供的熱力學(xué)物理環(huán)境復(fù)雜,鋁/鋼旋轉(zhuǎn)摩擦焊過程中IMCs生成的熱力學(xué)條件需要進(jìn)一步研究明確。
(2)在旋轉(zhuǎn)摩擦焊接時(shí)間短、溫度低、界面高速相對(duì)運(yùn)動(dòng)等不利條件下,鋁/鋼旋轉(zhuǎn)摩擦焊接過程中界面上依舊生成Fe-Al IMCs,摩擦界面及其附近劇烈的塑性流變是對(duì)IMCs生成的影響規(guī)律和機(jī)制也需要進(jìn)一步的研究。
(3)為了獲得高強(qiáng)度可靠的鋁/鋼旋轉(zhuǎn)摩擦焊接頭,需要開發(fā)相應(yīng)措施工藝促進(jìn)鋁/鋼摩擦界面上形成以Fe-Al IMCs為標(biāo)志的冶金結(jié)合,并使IMCs層厚度均勻化。
由于以上科學(xué)問題沒有解決,導(dǎo)致鋁/鋼摩擦界面形成高強(qiáng)可靠冶金結(jié)合的技術(shù)瓶頸無法有效突破,在鋁/鋼異種金屬旋轉(zhuǎn)摩擦焊接工藝開發(fā)過程中缺乏有效的理論指導(dǎo),只能依靠試錯(cuò)的方法來一步一步改進(jìn)工藝;另外,為了提高焊件合格率,采用厚壁管件焊接然后再加工成所需要的薄壁件,從而造成了成品合格率低、依靠數(shù)量來保證成品、材料浪費(fèi)嚴(yán)重、生產(chǎn)效率低等突出問題。因而迫切需要對(duì)鋁/鋼旋轉(zhuǎn)摩擦焊接熱力耦合機(jī)制及其作用下IMCs生成機(jī)理與調(diào)控等核心科學(xué)問題進(jìn)行了深入系統(tǒng)地研究,發(fā)展和完善鋁/鋼異種金屬旋轉(zhuǎn)摩擦焊接理論體系,從理論上對(duì)鋁/鋼異種金屬旋轉(zhuǎn)摩擦焊接技術(shù)開發(fā)形成有力支撐和指導(dǎo)。
4 結(jié)束語
從國內(nèi)外研究來看,目前主要采用優(yōu)化焊接工藝參數(shù)來調(diào)控IMCs生成及其數(shù)量和分布。對(duì)于鋁/鋼異種金屬旋轉(zhuǎn)摩擦焊接來說,研究揭示摩擦界面IMCs生成機(jī)理、相的組成、形態(tài)、分布等冶金行為,對(duì)鋁/鋼旋轉(zhuǎn)摩擦焊接頭組織性能調(diào)控具有重要意義,也是鋁/鋼異種金屬復(fù)合焊接結(jié)構(gòu)性能保證的理論基礎(chǔ)。
猜你喜歡
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
金秋(2017年4期)2017-06-07 08:22:16
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
