合箱工序的上下箱定位
2020-02-23 11:47:40王蒙
金屬加工(熱加工) 2020年2期
王蒙
山東億和機械裝備有限公司 山東棗莊 277400
1 序言
合箱是將制作好的砂型與砂芯按一定的順序和要求進行裝配的過程,相比制芯和造型工序,合箱工序還要對型芯起到把關的作用,因此對合箱操作者的要求顯得更高一些。合箱工序的操作注意事項多而且又非常重要,本文就樹脂砂手工造型上下箱箱錐定位方面做專題的小結,供同仁參考。
在鑄造工藝上,凡是在分型面或分模面的結合部位就必須有相應的定位措施來保證對齊,樹脂砂手工造型操作通常采用內(nèi)箱錐定位的方法,根據(jù)“三點一面”原理,通常在一個平面內(nèi)設計3個定位箱錐,且盡可能靠近外側,定位不好會產(chǎn)生錯箱、跑火等諸多問題,甚至會導致鑄件報廢。
2 常見內(nèi)箱錐定位
通常內(nèi)箱錐定位為上下小中間大的紡錘形結構,在合箱時下箱箱錐窩先放好三個箱錐,上箱箱錐窩在人為對準下箱箱錐的前提下通過導向作用從而完成合箱操作。幾種常見的箱錐定位形式、用途及優(yōu)缺點見表1。
3 箱錐定位產(chǎn)生的缺陷
3.1 錯箱
鑄件錯箱表現(xiàn)為由不同箱所帶的結構一側多肉,而另一側缺肉,圖1為機床鑄件典型的上下箱錯箱缺陷,最大可錯偏20mm。從人、機、料、法、環(huán)五方面分析導致鑄件錯箱問題產(chǎn)生的具體原因,常見的有幾種:
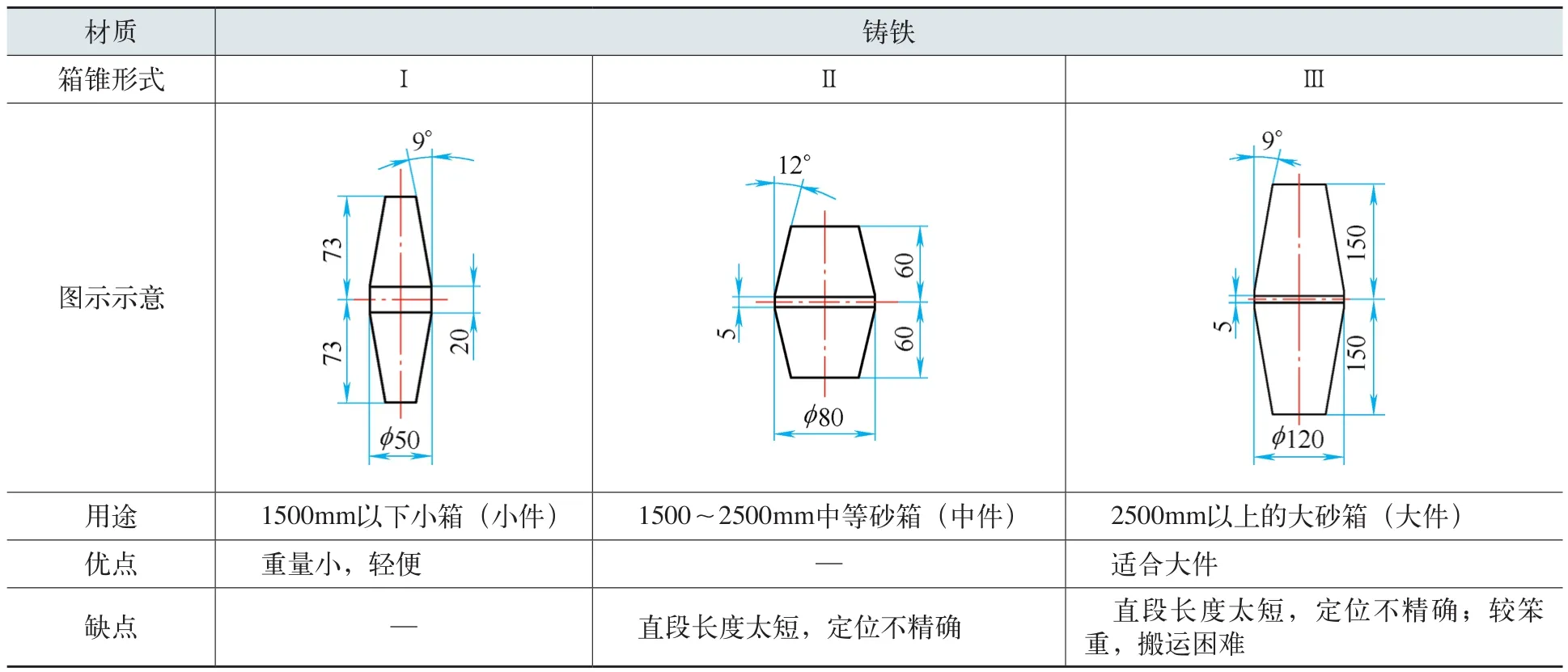
表1 幾種常見箱錐定位
1)模具上的箱錐定位本身不精確,上下箱偏差尺寸誤差大。
2)箱錐尺寸精度差,與箱錐窩間隙大,不能起到定位作用。
3)箱錐長時間使用,經(jīng)過磨損本身尺寸偏差大。
4)合箱操作時三個箱錐只放兩個或更少。
5)合箱驗箱時箱錐窩損壞,無法起到定位作用。
6)合箱完成后在澆注前被碰撞,導致上下箱錯位。
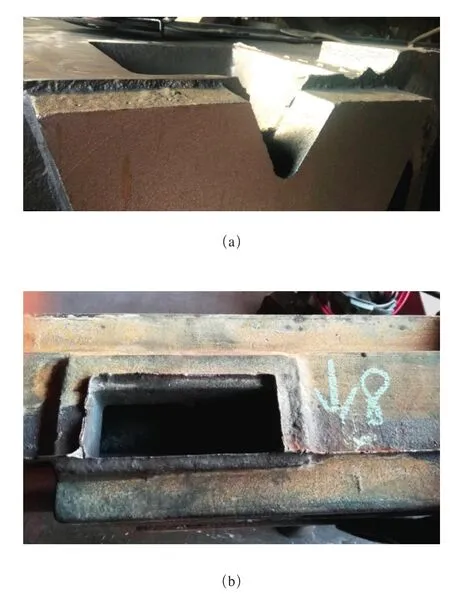
圖1 鑄件錯箱
以上的錯箱原因都顯而易見,通常的糾正措施也很有效果,但想要從根本上解決錯箱問題,還需要改革和創(chuàng)新。
3.2 跑火
在合箱過程中,由于上下型的箱錐尺寸定位不精確導致干涉,上型不能下到底與下型面充分接觸,即某一面會翹腳,如果不處理澆注時就必定會產(chǎn)生跑火問題,如圖2所示。

圖2 鑄件跑火
4 解決方法探索
基于以上分析,有必要對內(nèi)箱錐進行改進,主要思路是從增大箱錐高徑比、增加合箱導向措施及工藝上設計吊胎定位、提高人為操作水平等方面著手進行探索。
4.1 增大箱錐的高徑比
表1中常見的幾種箱錐最大的高徑比為2.9,可設計一種高徑比大于8的箱錐,為方便搬運操作,中間做出減重孔,如圖3所示。箱錐尺寸形狀細長,在合箱時有一定的導向作用,再者型砂與箱錐的接觸面大,增加了限位面積,經(jīng)試驗驗證效果較好,適用于中大箱(中大件)合箱操作。
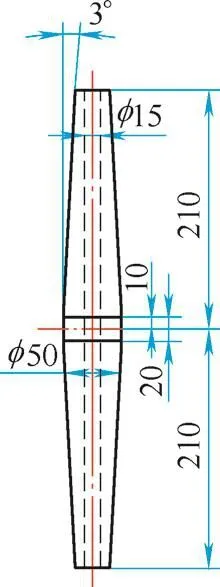
圖3 大高徑比箱錐
4.2 增加導向措施
在上箱模板的固定位置安裝定位針,一般是2個,在流砂造型時定位針上放置導向套(由鋼管制作,與定位針間隙沿周1mm),上箱貫通放堵頭防止型砂進入導向套,下箱長度100~200mm,在合箱時上箱落至距離下箱200~300mm時穿入導向桿,導向套與導向桿間隙沿周1mm,在導向的作用下平穩(wěn)落下上箱,如圖4所示,從而完成合箱操作。此種導向桿方式適用于1500mm以下的小箱(小件),并且完全能夠?qū)崿F(xiàn)一個人合箱。
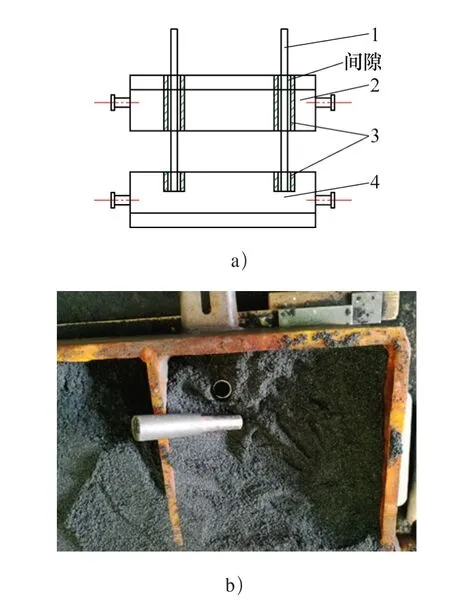
圖4 合箱導向桿
4.3 特殊形式的箱錐
根據(jù)生產(chǎn)實際情況,我們設計了一種特殊形式的箱錐,即一端做成帶斜度的花瓣形狀,目的是使箱錐固定在上箱,另一端完全做成直段,依靠與箱錐套的間隙進行定位。這種設計是將放箱錐的操作在造型工序完成,合箱時只需要將箱錐與下箱箱錐套位置找好,即可完成合箱操作,如圖5所示。此設計的箱錐定位非常精確,適用于中小箱(中小件),具體尺寸可適當調(diào)整,配合間隙最大沿周不超過1.5mm。但其缺點是上型的箱錐一定要緊實好同時保護好,如果在合箱前碰撞或松動了,將無法修復,只能將半成品報廢處理。
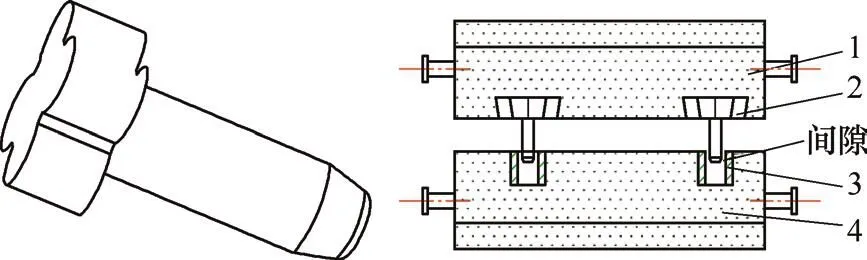
圖5 特殊形式的箱錐
4.4 增加吊胎
在鑄造工藝上,可采用一種增加上箱吊胎的方法來控制上下箱錯箱,根據(jù)上箱所帶產(chǎn)品部分的多少把分型面向上提高50~150mm沿周做胎,這樣的目的是通過吊胎高度/斜度和沿周間隙固定上下箱,很大程度上起到了定位的作用。另外,還有一個好處就是增加了分型面處上下箱的接觸面積,有利于合箱封泥條,鑄件跑火缺陷大大降低,具體工藝對比如圖6所示。這一方法也有不利的一面,即會略增鑄件的砂鐵比,這需采用其他方法彌補。
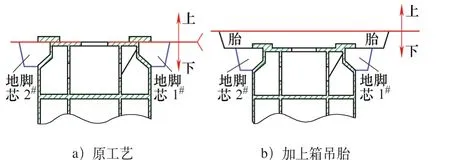
圖6 鑄造工藝改進前后對比
4.5 操作的改進
在人為操作方面,也有一些做法值得借鑒和參考,例如上下箱在造型時做出刻線標記,合箱根據(jù)刻線對齊情況判斷是否有錯箱問題,如圖7所示,這是最古老的、最經(jīng)典的鑄造合箱標識方法,也是最實用的。另外,合箱在鎖緊螺桿時,特別是小箱(件),要兩個人對角一起鎖緊,鎖緊力基本相同,然后再檢查箱口面披縫情況。我公司生產(chǎn)現(xiàn)場曾發(fā)生先鎖緊一面箱耳且力度特別大,甚至將上箱另一面翹起來,這時再鎖緊對面是沒辦法緊固下來的,最容易發(fā)生錯箱、跑火、蹭砂等問題。需強調(diào)的是,合箱工序需要嚴格認真執(zhí)行的操作是驗箱,驗箱能夠發(fā)現(xiàn)錯箱、蹭砂、氣眼錯位及披縫等問題,是合箱最重要的操作之一。

圖7 造型的刻線標記
5 結束語
以上幾種合箱定位方法,重點側重箱錐和導向桿的導向功能,特殊形式的箱錐及鑄造工藝上增加吊胎,應對不同大小砂箱、不同結構的鑄件采取不同方案,也可將其中幾種方法配合一起使用,方能揚長避短,為企業(yè)創(chuàng)造價值。
