淺談喂絲技術(shù)在球墨鑄鐵生產(chǎn)中的應(yīng)用
2020-02-23 11:47:38王樹寶孫永功郭文申
金屬加工(熱加工) 2020年2期
關(guān)鍵詞:生產(chǎn)
王樹寶, 孫永功, 郭文申
1.中國重汽集團濟南鑄鍛中心 山東濟南 250200
2.上海歐區(qū)愛國際貿(mào)易有限公司 上海 201821
1 序言
隨著科技的發(fā)展,互聯(lián)網(wǎng)、大數(shù)據(jù)、智能、綠色制造等正影響著傳統(tǒng)的制造企業(yè)。鑄造作為傳統(tǒng)的生產(chǎn)方式,也在發(fā)生翻天覆地的變化,改革升級成為必然。在環(huán)保、成本、人工及工作環(huán)境、生產(chǎn)效率、產(chǎn)品質(zhì)量追溯等眾多壓力下,鑄造企業(yè)正向“智能制造、綠色鑄造” 轉(zhuǎn)型升級。
喂絲技術(shù)具有排放低、人工操作簡單、加入量準(zhǔn)確、自動智能化以及效益明顯等優(yōu)點,因此越來越受到眾多鑄造企業(yè)的青睞,紛紛將喂絲技術(shù)應(yīng)用于球墨鑄鐵生產(chǎn)中,可獲得較大的經(jīng)濟效益。筆者根據(jù)喂絲技術(shù)實際應(yīng)用中的經(jīng)驗總結(jié),將喂絲技術(shù)在實際生產(chǎn)應(yīng)用中的關(guān)鍵點予以闡述。
2 喂絲設(shè)備運行的連續(xù)性
喂絲設(shè)備運行的連續(xù)性是將喂絲技術(shù)應(yīng)用于實際生產(chǎn)的基礎(chǔ)。要想保證設(shè)備運行的穩(wěn)定性,設(shè)備必須具備穩(wěn)定的運行速度、合理的喂絲輪設(shè)計、低的喂絲阻力,以及快速連續(xù)的換絲方式等特性。
2.1 穩(wěn)定的運行速度
將喂絲線以穩(wěn)定的速度連續(xù)不斷地送入鐵液包進行穩(wěn)定的處理是整個處理系統(tǒng)的關(guān)鍵之一。良好的喂絲過程應(yīng)是在短時間內(nèi)達到設(shè)定的喂絲速度,然后進行穩(wěn)定地喂絲,喂絲過程接近完畢后以極短的時間停止,喂絲速度與時間的關(guān)系如圖1所示。
要想實現(xiàn)這一過程,必須選用可靠的PLC控制系統(tǒng)及程序編程,同時喂絲電動機運行過程平穩(wěn)可靠。
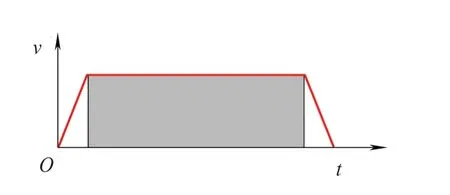
圖1 喂絲速度與時間的關(guān)系
2.2 合理的喂絲輪設(shè)計
喂絲機通過主動輪和從動輪配合進行喂絲線的輸送,主從動輪之間存在一定的壓緊力或者一定的間距,喂絲線從主動輪、從動輪之間通過。兩者之間一般采用以下三種壓緊方式:
1)彈簧下壓機構(gòu),通過彈簧給予主動輪一定的壓緊力,可以通過壓緊彈簧的活動螺母的螺紋進給量進行調(diào)整,從而達到對喂絲線壓緊力調(diào)整的效果。
2)氣缸壓下的壓絲機構(gòu),通過作用于喂絲輪壓緊的氣缸氣壓的調(diào)節(jié),來調(diào)整對喂絲線的壓緊力。
3)采用機械的固定方式,兩個喂絲輪之間間距固定,通過螺紋進給量調(diào)節(jié)間距。
根據(jù)筆者的經(jīng)驗,采用前兩種壓緊方式較好,兩個喂絲輪之間承受一定的力,通過調(diào)整力的大小來調(diào)整喂絲輪之間的壓緊力,這種壓緊方式對喂絲線的適應(yīng)性較好,可一定程度彌補喂絲線質(zhì)量波動帶來的喂絲過程故障。
除此之外,為了避免喂絲過程中滑線,建議主動輪、從動輪外圈選用弧形齒狀的壓絲輪,增大喂絲線和兩個喂絲輪之間的摩擦力,并且建議喂絲輪選用高強度、高硬度且耐磨性好的材質(zhì),以提高喂絲輪的使用壽命(日常生產(chǎn)時,定期對壓輪圓周的齒狀結(jié)構(gòu)進行清理,防止齒狀結(jié)構(gòu)被其他物質(zhì)填充而達不到增加摩擦力的效果)。為了解決因滑線(主動輪轉(zhuǎn)動,但是受阻力大的影響,喂絲線不前進,從動輪不轉(zhuǎn),主動輪在喂絲線表面空轉(zhuǎn))而帶來的定量不準(zhǔn)的情況,建議喂絲長度傳感器安裝在從動輪上,能準(zhǔn)確地計算喂絲長度,當(dāng)出現(xiàn)滑線時,可以據(jù)此從動輪反饋的數(shù)據(jù)信號及時進行報警,以方便操作者及時處理,同時由于從動輪的轉(zhuǎn)動與喂絲線的前進相互同步,能準(zhǔn)確反映實際的喂絲加入量。
2.3 較低的喂絲阻力
1)根據(jù)喂絲電動機的擺放位置和喂絲線通過喂絲電動機的走向?qū)⑽菇z機分為水平式和垂直式兩大類。水平式的設(shè)計在實際使用過程中喂絲阻力大,并且進入鐵液的角度變化大,給入射角的控制帶來難度。垂直式的設(shè)計在應(yīng)用中喂絲阻力小,喂絲線角度可控(喂絲線垂直于鐵液面)。鑒于以上原因,推薦使用垂直式設(shè)計。
2)整個喂絲過程中的阻力多數(shù)來自于喂絲線與導(dǎo)向管或者導(dǎo)向圈之間的摩擦阻力。減少喂絲線與導(dǎo)向管之間的摩擦力是保證喂絲順暢的關(guān)鍵。喂絲過程中喂絲線呈螺旋狀從線卷內(nèi)抽出,存在螺旋扭曲,可以通過增加導(dǎo)向輪組結(jié)構(gòu)(建議選用滾輪結(jié)構(gòu))釋放扭曲。喂絲線通過喂絲機輸送,然后經(jīng)導(dǎo)向管進入鐵液,導(dǎo)向管不宜有弧度,不能存在接口,且正確安裝導(dǎo)向管,導(dǎo)向管的直徑建議設(shè)計成35~50mm。
2.4 快速連續(xù)的更換喂絲線方式
當(dāng)一捆喂絲線使用完畢后,能否快速連續(xù)地進行喂絲線的更換影響到整個生產(chǎn)過程的連續(xù)性。而目前國內(nèi)的喂絲線沒有預(yù)留接頭,一般更換喂絲線的時候,需提前將兩捆喂絲線進行焊接處理,而焊接不但耗時、耗力,并且喂絲過程中容易在接頭處斷開或者在喂絲機壓輪處滑線、斷開,極大地影響了生產(chǎn)的連續(xù)性,為此我們根據(jù)實際的使用經(jīng)驗對此進行了改進。由于喂絲線選用φ13mm的規(guī)格,我們利用φ16mm外徑、壁厚為1mm、長度為50~80mm的銅管將兩捆喂絲線的接頭進行連接,使用壓線鉗將銅管和喂絲線同時壓緊(見圖2),銅具有良好的延展性,可保證接頭順利通過喂絲機壓輪。

圖2 銅管與喂絲線的連接
3 球化過程的穩(wěn)定性
球化過程的穩(wěn)定是保證球化質(zhì)量的前提。喂絲技術(shù)質(zhì)量控制的特點是自動化控制,加入量精準(zhǔn),人為影響因素少,理應(yīng)容易實現(xiàn)球化效果穩(wěn)定。但是在實際使用過程中,由于關(guān)鍵工序點失控、原材料出現(xiàn)波動等,總會不間斷地出現(xiàn)金相組織達不到技術(shù)要求的情況,從而給質(zhì)量控制帶來隱患。為了達到高的球化質(zhì)量,建議從以下幾點進行控制。
3.1 適當(dāng)?shù)奶幚頊囟?/h3>
處理溫度往往引不起企業(yè)的關(guān)注,而恰恰這一參數(shù)不僅影響到球化質(zhì)量,還關(guān)系到孕育效果的好壞。
Mg的有效性是球化能否成功的關(guān)鍵,而根據(jù)Mg的沸點及鎂蒸氣的特點,隨著鐵液溫度的升高,Mg在鐵液中的逃逸速度越快,停留時間越短,有效性也就越低。如果處理溫度過高,要想獲得同樣的球化效果,必須加入更多的喂絲線,與之相應(yīng)的煙氣、鎂光也越強烈,并且嚴(yán)重增加熔煉能耗及原材料成本。通過總結(jié)有效率與處理溫度的關(guān)系,從球化及成本的角度來說,建議處理溫度小于1480℃。
喂絲處理過程中的孕育處理過程必須有石墨形核的質(zhì)點,我們認(rèn)為只有鱗石英才能作為石墨的形核質(zhì)點。由SiO2相變轉(zhuǎn)變圖可知,當(dāng)溫度高于1470℃時,呈現(xiàn)α-方石英形態(tài), 在溫度1470℃時轉(zhuǎn)變?yōu)轺[石英,只有在此溫度以下,才具有石墨形核的質(zhì)點,因此從孕育處理的過程來說,我們建議處理溫度小于1470℃。
鑒于以上兩個原因,建議處理溫度控制在1470℃以下。
3.2 合理的喂絲速度及入射角
合理的喂絲速度及入射角是確定球化線開始反應(yīng)位置的關(guān)鍵。當(dāng)球化線在靠近包底的位置開始反應(yīng)時,鎂蒸氣上升距離長,與鐵液的作用時間也長,并且鐵液翻騰效果好。而生產(chǎn)過程中,處理鐵液的液面深度、鐵液溫度、喂絲線的鋼帶等因素都會影響到喂絲速度的設(shè)定。喂絲速度過快,喂絲線觸及包底之后折回,達不到在包底附近反應(yīng)的效果,而喂絲速度過慢,喂絲線在鐵液的中上部反應(yīng),大大降低了Mg的有效率。除此之外,入射角也會影響球化線的反應(yīng)位置,喂絲線進入鐵液應(yīng)與鐵液表面垂直。當(dāng)入射角不佳時(見圖3),喂絲線易觸及包壁,導(dǎo)致喂絲線折返嚴(yán)重甚至出現(xiàn)喂絲線在導(dǎo)向管管口集聚的設(shè)備故障。
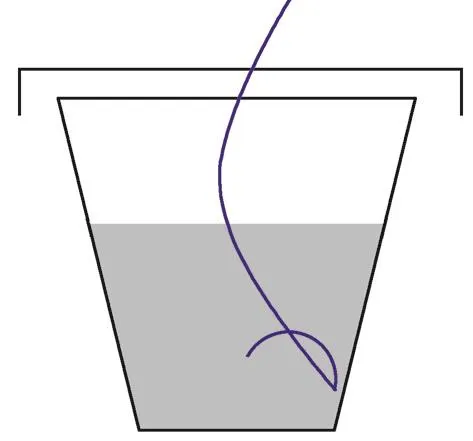
圖3 不合理的入射角
3.3 包芯線的質(zhì)量穩(wěn)定
每個廠家應(yīng)根據(jù)自己的產(chǎn)品及工藝,結(jié)合喂絲線廠家的生產(chǎn)狀況確定自己的規(guī)格。規(guī)格包括每米喂絲線重、填充料的料重、料重的波動范圍以及填充料的成分。除此之外還要嚴(yán)格規(guī)定喂絲線的接口、框架牢固,喂絲線咬口緊合,以及喂絲過程中不能漏料等。
3.4 其他因素
喂絲處理過程中,球化處理是一個變質(zhì)的過程,而孕育處理是形核的過程。而實際的生產(chǎn)過程中兩種喂絲線的加入量肯定存在差異,兩個過程的處理完成時間點也不同,這也是影響球墨鑄鐵質(zhì)量的一個因素。生產(chǎn)過程中,孕育處理過程應(yīng)晚于球化處理完成或與球化處理過程同時完成,只有這樣才能緩解球墨鑄鐵的白口傾向及增加形核質(zhì)點,改善石墨球數(shù)量及大小。 除此之外,球化線的加入量也應(yīng)根據(jù)硫含量的不同而精確控制,其加入量與硫含量的變化呈非等差關(guān)系,硫含量越高,一定硫含量變化下的球化線加入量的變化值就越大。
4 環(huán)保、智能
粉塵、煙氣、強光等一直困擾傳統(tǒng)球墨鑄鐵生產(chǎn)環(huán)境,而這些缺點,與目前的環(huán)保政策相悖。而喂絲球化只要設(shè)計合理的包蓋及與之相匹配的除塵系統(tǒng),就可以極大地改善工人的工作環(huán)境,并且通過除塵系統(tǒng)對粉塵、煙氣進行處理,達到減排的環(huán)保要求。但是除塵的風(fēng)量需匹配合適,風(fēng)量過大對球化有一定的負(fù)面影響,并且大量的粉塵被吸出富集在管道壁,而風(fēng)量過小會影響除塵效果。
相比于傳統(tǒng)制造,智能制造是眾多企業(yè)轉(zhuǎn)型升級的趨勢。喂絲技術(shù)以PLC控制技術(shù)為基礎(chǔ),輔助以電腦軟件控制,不僅實現(xiàn)了自動化控制,大大降低了工人的勞動強度,還可以遠程監(jiān)控,并且適時存儲、匯總、整合數(shù)據(jù),對生產(chǎn)過程中的溫度、包芯線規(guī)格、喂絲線參數(shù)予以記錄保存。不僅如此,還可輔助以其他軟件,將化學(xué)成分等同時記錄存儲,從而形成產(chǎn)品的信息數(shù)據(jù)庫。通過整個過程的實施,實現(xiàn)了對產(chǎn)品的生產(chǎn)過程、質(zhì)量管理甚至倉儲物流的監(jiān)控和管理,使生產(chǎn)過程向智能化升級。
5 結(jié)束語
喂絲球化技術(shù)是一種操作簡單、易于控制、環(huán)保的球墨鑄鐵處理工藝,眾多企業(yè)紛紛將喂絲技術(shù)應(yīng)用于生產(chǎn)。筆者根據(jù)生產(chǎn)過程中的經(jīng)驗,從喂絲技術(shù)的設(shè)備選用、生產(chǎn)過程控制、質(zhì)量控制的問題點和對策以及后續(xù)的智能升級進行闡述,希望對廣大的鑄造工作者有一定的借鑒和幫助。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
