PLC在平整拉矯機控制系統上的應用
2020-02-15 03:04:00魏向新
天津科技 2020年1期
魏向新,閆 菲
(天津電氣科學研究院有限公司 天津 300180)
1 平整拉矯機概述
由于鋼板沿紋理方向上應力不均而產生板型缺陷,為得到平整的板材,需要對板材沿長度方向施加超過材料屈服極限的應力。平整拉矯機的作用就是修正板型平整度的缺陷,通過一定的張力使鋼板產生延伸,改變應力分布,提高產品的平整度。拉矯機的工作特點是在張力輥拉伸和彎曲輥連續交替反復彎曲的聯合作用下使帶材產生塑性延伸而實現板帶矯直,它能消除帶材的瓢曲、邊緣浪形和鐮刀彎等三元形狀缺陷,明顯提高了板形質量。
通過平整提高帶鋼機械性能、改善帶鋼板形、調整帶鋼表面粗糙度,獲得符合要求的鋼卷。生產線上平整機和拉矯機布置如圖1所示。
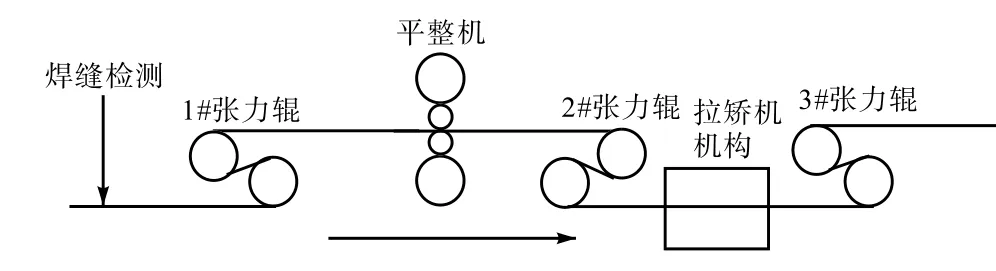
圖1 生產線上平整機和拉矯機安排Fig.1 Arrangement of temper mill and tension leveller
2 控制系統配置
機組主要電機:開卷機;1#張力輥組;平整機;2#張力輥組;3#張力輥組;卷取機。所有電機均為交流電機。
2.1 傳動系統配置
全線交流電機采用公共直流母線方式控制,選用西門子公司的S120整流單元和S120系列逆變器。
2.2 自動化控制系統
自動化控制系統用于全線的自動控制,配置1套S7-400PLC可編程序控制器,并在 S7400上配置FM458用于平整機 AGC控制。在開卷操作臺、主操作臺、卷取操作臺分別配 ET200M 遠程站完成現場信號采集,實現分布式遠程控制。通過 PROFIBUSDP網,可以和傳動系統及各個遠程 I/O站進行數據通信(圖2)。
在操作臺配置觸摸屏,在觸摸屏上進行初始卷徑、張力等工藝參數設置,控制裝置及設備的狀態在觸摸屏上顯示。觸摸屏和自動化控制系統之間通過以太網進行數據通信。
在工藝操作臺配置計算機,通過計算機進行設備的合分閘操作,線速度設定、張力設定,全線設備的實時狀態顯示、故障報警等。

圖2 控制系統配置圖Fig.2 Configuration diagram of control system
3 控制系統功能
3.1 PLC的功能
PLC主要用于生產線的基礎自動化控制,基礎自動化部分包括生產線主傳動設備、液壓站及輔助傳動的控制。
3.2 FM458控制功能
平均位置控制;傾斜控制;總軋制力控制;軋制力差控制;延伸率控制。
3.3 HMI功能
工程師站采用高性能工業控制微機,安裝西門子Wincc組態軟件進行畫面組態,和自動化控制系統之間通過工業以太網進行數據通信。
上位機系統用于平整生產線設備的實時狀態顯示、故障報警存檔、故障查詢等。操作人員完成軋線設備的速度設定和張力設定,軋線各設備的運行監控,各設備的合/分閘控制,實際值顯示,包括張力實際值、電流實際值、速度實際值、卷徑實際值等。可以進行設備的合分閘操作,軋線設備的實時狀態顯示,故障報警等。
4 功能實現方法
4.1 延伸率控制
①調節軋制力來保證延伸率的恒定。通過測量從進入口和中間張力輥的速度,計算出帶鋼的延伸率;②通過調節中間輥,來保證出口帶鋼張力恒定;③如果由于軋制力達到飽和值需要帶伸長率不能達成,則需修改帶鋼張力設定值。
4.2 張力計輥控制
張力輥位于平整機的入口和出口,每個張力計輥有 2個測張單元,以測量生產線上帶鋼張力。張力計測量結果用于張力閉環控制。
4.3 平整機驅動
平整機的驅動根據軋輥抬起與壓靠狀態,以速度或張力方式進行控制。
4.4 矯直單元
矯直輥上輥固定,下輥可調,輥縫調節 AC馬達驅動,絕對值編碼器位置反饋,進行位置閉環控制。
4.5 焊縫跟蹤
在 1#張力輥組后設置焊縫檢測裝置,在鋼卷焊接時,在焊縫處沖孔,當焊縫通過焊縫檢測裝置時,檢測出焊縫并對焊縫進行跟蹤,根據焊縫位置,平整機自動減少軋制力或抬輥,拉矯機自動減少張力。
4.6 平整機壓下系統
下位控制采用西門子 S7-400系列 PLC中的FM458功能模板實現全數字AFC控制。為用戶設計了功能強大的控制應用軟件系統,能與機組工藝操作系統及傳動系統相配合,構成先進的整體自動化系統。平整機壓下控制系統功能是通過 FM458功能模板完成的。
4.6.1 軋制力控制功能
軋制力控制功能用來控制平整機的 2個液壓缸輸出壓力值;軋制力控制采用PI控制方式;通過壓力傳感器反饋,消除輥重和有桿側的壓力變化;通過壓力反饋實現壓差控制。
4.6.2 位置控制功能
位置控制功能保證平整機在壓下和軋制及退出軋制時,軋輥始終與軋制水平線平衡。
在液壓缸無桿腔側安裝位置傳感器,通過位置傳感器反饋信號,進行控制;通過位置控制實現軋輥傾斜控制。
4.6.3 位置/壓力調偏控制功能
通過分別調整操作側、傳動側油缸位置,使軋輥傾斜,可解決帶材單邊波浪問題。同時,系統還監控操作側、傳動側的油缸位置和平整力,當兩側位置或平整力出現偏差時,系統會自動控制平整機兩側的油缸同步,保證正常工作;當偏差太大時,系統將使油缸卸荷,保護平整機機械設備。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
中國科技論壇(2017年7期)2017-07-25 08:49:53
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
消費者報道(2014年7期)2014-07-31 11:23:57
