12000kg/h混絲加香機PLC控制系統(tǒng)設計
2020-02-04 01:44:22劉義龍熊富海童建星崔文波索文博
昭通學院學報 2020年5期
劉義龍,熊富海,童建星,崔文波,索文博
(紅塔煙草(集團)有限責任公司 昭通卷煙廠,云南 昭通 657000)
2013年,昭通卷煙廠進行了制絲生產(chǎn)線技改,新安裝了昆明船舶設備集團有限公司生產(chǎn)的12 000kg/h 加香機,用來對混合煙絲進行加香處理。在制絲加工工藝中,加香機主要用于將煙用香精均勻地添加到煙絲中,達到提調香味、充實香氣和改善卷煙的吸味,并使之保持卷煙風格穩(wěn)定持久的目的。
1 加香機的工藝任務
加香機的工藝任務主要是按照產(chǎn)品設計要求,對混合后的煙絲按照一定加香比例進行加香,確保香精準確、均勻地施加到煙絲上。加香后的成品煙絲供卷包車間進行卷接和包裝,其工藝流程圖如下圖1,控制的設備平面圖如圖2。
加香過程中須確保煙絲流量均勻穩(wěn)定,電子皮帶秤和加香計量泵、流量計計量準確,計量精度0.5%,加香精度1.0%。管路清潔干凈,無堵塞,噴射角度準確。采用壓縮空氣噴射香精,工作壓力符合工藝設計要求,噴嘴暢通,香精霧化適度。

圖1 加香工藝流程圖

圖2 加香機控制設備平面圖
2 加香機的構成
加香機主要由加香機主機和加香裝置兩部分構成,加香機主機由滾筒、傳動系統(tǒng)、手動頂起裝置、管路系統(tǒng)、排潮系統(tǒng)等構成,如圖3所示。滾筒是煙絲的承載體,滾筒內壁裝有導料板和抄板,滾筒軸心線與水平面成3°的下傾角,使?jié)L筒內的煙絲能夠不斷地翻動、摻合、均勻、松散地向出料口方向流動,同時進行加香處理。
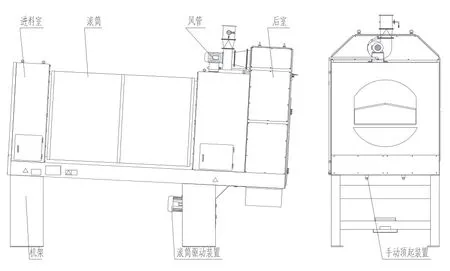
圖3 加香機結構簡圖
加香裝置由管路系統(tǒng)、噴嘴、加香泵、氣動閥、香料罐、質量流量計及電控系統(tǒng)組成(如圖4)。管路系統(tǒng)包括料液管路、壓縮空氣管路、清洗水管路。雙介質噴嘴以壓縮空氣為動力,將料液霧化后噴射在煙絲上。配置2 個100 升/罐的平頂貯料罐。加香流量精度要求較高,因此一般選用三聯(lián)柱塞泵,確保料液噴射壓力符合工藝要求。氣動閥通過閥島控制,實現(xiàn)管路在預填、生產(chǎn)、回收、清洗清吹四個狀態(tài)切換。質量流量計用來檢測料液瞬時流量及累積量,并將檢測信號反饋實現(xiàn)PID控制。
3 加香機控制要求
香精經(jīng)預填管道預填到噴嘴處后,由中控組合啟動,線控開始按逆物料方向順序啟動設備,加香機滾筒由變頻器和傳動裝置帶動旋轉,當經(jīng)過電子皮帶秤的煙絲進入滾筒時,由壓縮空氣將香精霧化后均勻噴射在煙絲上,加香裝置通過加香系統(tǒng)對配置好的香精溶液按產(chǎn)品配方規(guī)定準確、均勻地施加到煙絲上。滾筒內的煙絲由于滾筒的軸向傾斜及滾筒內抄板的疏導作用,使得混合煙絲能夠松散、均勻地自動向出料口方向流動。

圖4 加香裝置工藝管路圖
加香料液量多少由加香機PLC 控制,電子秤把來料瞬時流量和累計重量信號送到加香系統(tǒng)進行處理,將所得設定加香量與質量流量計檢測到的加香量進行比較、處理后,控制變頻器輸出頻率以改變電機轉速,使泵輸出香料的流量隨電子秤測得煙絲流量的多少而改變,從而達到按比例定量加香料的自動控制。
3.1 加香裝置設備配置
1)在加香泵的出口設置了壓力檢測傳感器,用于加香管路堵塞的故障報警;
2)所有氣動閥門都加裝閥門反饋裝置;
3)混絲加香系統(tǒng)設備清洗用自來水(冷水)清洗;
4)現(xiàn)場貯存罐的配置及功能;
5)罐底部設置稱重傳感器,用于罐內料液重量檢測,具備最小儲量和超量程報警功能;
6)罐頂部設置攪拌器,減速機定速攪拌。
3.2 控制模式要求
3.2.1 自動控制模式
控制系統(tǒng)在自動方式下,實現(xiàn)對各設備的自動控制,包括電機啟/停、故障處理(聲光報警等)、執(zhí)行機構的動作以及必要的自動狀態(tài)下的手動操作功能;同時,根據(jù)與線控PLC 通訊采集物料和相關設備的壓力、流量等過程工藝參數(shù),按一定算法調節(jié)回路的控制變量,最終滿足各工藝參數(shù)的要求。各設備在啟動時,應按照煙絲流動的反方向順序啟動,每相鄰設備之間的起動間隔一定時間,減少設備起動對電網(wǎng)的沖擊,帶有測控元件的設備,其動作次序按照生產(chǎn)工藝確定,以防堵料。
3.2.2 單機控制模式
控制系統(tǒng)提供單機操作功能,實現(xiàn)人工對加香機每臺電機進行啟動/停止操作以及對單機閥門測試功能等操作,方便設備的維修。
3.2.3 閉鎖控制模式
在閉鎖控制模式下,系統(tǒng)進入禁止控制模式,所有電機、電磁閥和其它控制器件無論通過現(xiàn)場或操作屏上的“啟動”都不能啟動。
4 加香機系統(tǒng)控制設計
4.1 控制系統(tǒng)的主要結構及功能
線控提供加香機前電子秤的全部數(shù)據(jù)及信息交互后,加香機控制系統(tǒng)采用西門子PLC 完成加香精度控制、主機驅動控制以及工藝報警等功能。并提供與加香機有關的工藝配方參數(shù)、料桶調度、設備狀態(tài)信息、過程數(shù)據(jù)及設備控制參數(shù)等數(shù)據(jù)信息接口。
電柜內的子站采用ET200S 系列模塊和器件對設備上的控制元器件進行信號采集和控制。對普通電機的驅動控制采用ET200S 系列的普通電機起動器,與主控器之間通過Profinet 網(wǎng)絡進行通訊;對有調速要求的采用變頻器控制,變頻器采用丹佛斯公司的FC302 系列產(chǎn)品,安裝于主機設備上,與主控器之間通過Profinet 網(wǎng)絡進行通訊。
4.2 控制系統(tǒng)的網(wǎng)絡拓撲結構設計
加香機PLC 主控制器采用西門子公司S7 315-2 PN/DP,設置一個控制柜,控制柜內安裝PLC主控器、I/O 子站、電源等,系統(tǒng)配置以太網(wǎng)、Profibus_DP接口,往上可以同車間集中監(jiān)控層進行通訊與數(shù)據(jù)交換,向下可以同設備儀表聯(lián)網(wǎng),采集加香所需的信號并實現(xiàn)相關控制。控制系統(tǒng)預留以太網(wǎng)RJ45接口,硬件組態(tài)如圖5,網(wǎng)絡結構如下圖6。
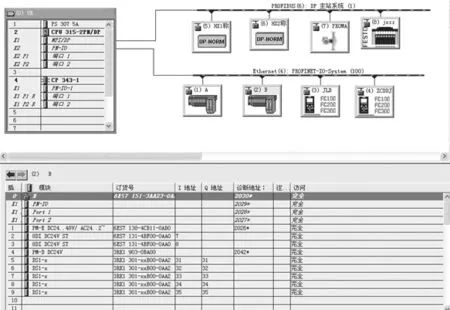
圖5 加香機PLC 硬件組態(tài)圖
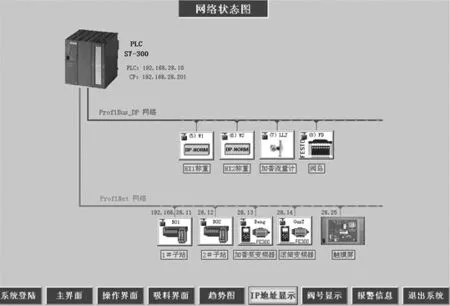
圖6 網(wǎng)絡狀態(tài)圖
4.3 加香機主機設備的狀態(tài)設計
根據(jù)加香機主機所處工作階段不同,設計分別進入和退出以下4 種狀態(tài):“基本、準備、生產(chǎn)、尾料”。
4.3.1 基本狀態(tài)
當加香機不處于其它3 種狀態(tài)中的任何一種時,它就處在“基本”狀態(tài)。
4.3.2 準備狀態(tài)
加香機預填管道完成并組合啟動后,且入口電子秤無流量,即進入“準備”狀態(tài),等待物料到來,進行生產(chǎn)。
4.3.3 生產(chǎn)狀態(tài)
每批煙絲生產(chǎn)開始時,當“電子皮帶秤有料”且“電子皮帶秤→加香機入口延時時間”到,加香機即進入“生產(chǎn)”狀態(tài);如果是故障停機后帶料起動,加香機直接從“基本狀態(tài)”,立即進入生產(chǎn)狀態(tài),在生產(chǎn)狀態(tài)下,系統(tǒng)程序自動啟動加香控制回路。
4.3.4 尾料狀態(tài)
在生產(chǎn)過程中,當電子皮帶秤無料時,且延時一定時間,加香機即進入“尾料”狀態(tài)。在尾料過程中,若電子皮帶秤又來料了,加香機又自動轉入“生產(chǎn)”狀態(tài)。進入尾料狀態(tài)后,控制系統(tǒng)自動進入尾料處理程序,結合系統(tǒng)參數(shù)內設定的各種尾料處理參數(shù)對煙絲進行加香。
4.4 加香裝置料桶的狀態(tài)設計
料桶指的是單個獨立料桶,各個料桶都根據(jù)其所處工作階段不同,可依次進入和退出以下5狀態(tài):“空閑、清洗、備料、待用、占用”。
4.4.1 空閑狀態(tài)
當某個料桶不處于“清洗、備料、待用、占用”任何一種狀態(tài)時,該料桶即處于“空閑”狀態(tài)。只要某料桶處于“空閑”狀態(tài),即可對該料桶的閥和電機進行單機操作,“空閑”狀態(tài)相當于該料桶的單機狀態(tài)。
4.4.2 清洗狀態(tài)
當某個料桶處于“空閑”狀態(tài),且該料桶沒有被選中時,按下加香機該料桶“清洗”按鈕,該料桶即進入“清洗”狀態(tài)。系統(tǒng)自動控制打開料桶頂部的清洗水閥,當料桶內的水加到一定重量時,系統(tǒng)自動啟動攪拌電機進行攪拌。當料桶內水的重量達到一定重量時,系統(tǒng)自動關閉清洗進水閥,同時打開該料桶底部的排污閥,當料桶內的水重量低于一定重量時,自動關閉攪拌電機。當料桶內的水排空時,系統(tǒng)自動結束“清洗”狀態(tài),并轉入“空閑”狀態(tài)。
此外,當加香機進入管路“清洗狀態(tài)”時,所選中的目標桶也同時進入料桶“清洗狀態(tài)”,執(zhí)行以上料桶清洗功能。
4.4.3 備料狀態(tài)
當料桶清洗干凈后,根據(jù)生產(chǎn)需要與否,即可進行備料,當某一料桶備料確認數(shù)據(jù)后備料操作完畢。
當組合停止且加香機無煙草信號出現(xiàn)時,若確有必要,可按下“釋放”鍵,料桶就又回到“備料”狀態(tài)。可再按下“釋放”,料桶就又回到“空閑”狀態(tài)。設置此操作功能的目的是方便現(xiàn)場的返料和清洗操作,但操作應小心謹慎,必須是生產(chǎn)完畢時,確有必要才能操作。
4.4.4 待用狀態(tài)
當某一料桶在備料狀態(tài)時,按下“備料完畢”,該料桶即進入“待用狀態(tài)”,當料桶處于“待用狀態(tài)”時,若確有必要,可按“備料”,使該料桶返回“備料狀態(tài)”。“待用狀態(tài)” 不能直接釋放到“空閑狀態(tài)”。因為在“空閑”狀態(tài)下,料桶的“單機”操作有效,若有不慎可能會把不該打開的閥門打開,造成生產(chǎn)事故。
4.4.5 占用狀態(tài)
當某一料桶處于“待用狀態(tài)”被系統(tǒng)選中時,系統(tǒng)組合起動后,該料桶即進入“占用狀態(tài)”,一旦某一料桶進入“占用狀態(tài)”,該料桶的現(xiàn)場操作功能即被系統(tǒng)自動封鎖,不能進行操作。
4.5 操作界面控制設計
根據(jù)系統(tǒng)控制要求,采用西門子WINCC Flexible 設計控制畫面如下圖7、圖8、圖9。
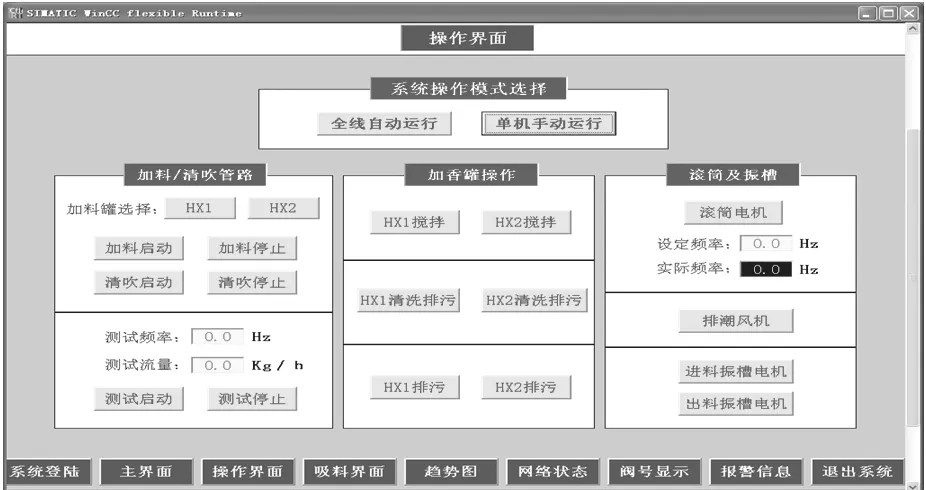
圖7 加香機控制操作界面
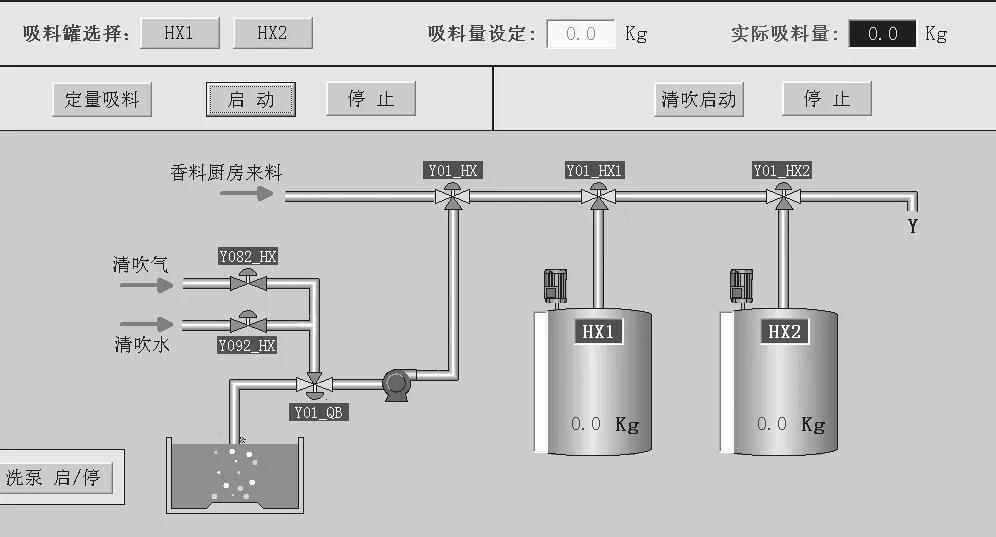
圖8 吸料區(qū)操作界面
圖9 加香操作主界面
4.6 加香裝置的動作矩陣設計
4.6.1 備料操作

表1 備料過程閥門動作
4.6.2 加香裝置閥門及泵動作矩陣

表2 加香機閥門及泵動作矩陣圖
預填過程閥門動作見表2的閥門動作矩陣圖,完成后顯示“預填充已完成”,線控即可組合啟動加香線設備。
4.7、料桶及管路的具體控制
4.7.1 “清洗”狀態(tài)
當HX1 料桶處于“無料”狀態(tài),且該料桶沒有被選中時,按下該料桶的“清洗”按鈕,該料桶即進入“清洗”狀態(tài),系統(tǒng)自動控制打開該料桶頂部的清洗水閥Y03-HX1,當料桶內的水加到8kg 重量時,系統(tǒng)自動起動該料桶的攪拌電機進行攪拌,當料桶內水的重量達到26Kg 時,系統(tǒng)自動關閉清洗進水閥Y03-HX1,同時打開該料桶底部的排污閥Y06-HX1,當料桶內的水重量低于8Kg時,系統(tǒng)自動關閉攪拌電機,當料桶內的水排空時,系統(tǒng)自動結束“清洗”狀態(tài)。
4.7.2 “清洗”狀態(tài)“備料”狀態(tài)
當料桶清洗干凈并排放完清洗水后,根據(jù)生產(chǎn)需要與否,即可進行備料。對某個料桶進行備料之前,現(xiàn)場操作工必須對該料桶的秤重量進行“清零操作”。現(xiàn)場操作人員將香料推到現(xiàn)場并作好準備后,在現(xiàn)場操作屏的主畫面上按下“吸料界面”鍵,進入“吸料區(qū)”操作界面(如圖8吸料區(qū)操作界面)。首先進行吸料罐選擇,按下HX1 或HX2 即可選擇HX1 罐或HX2 罐,如選擇HX1 后按下“啟動”按鈕即開始備料,Y01-HX、Y01-HX1、氣泵工作,備料完畢后確認料液重量是否滿足符合工藝標準,重量確認后點擊“停止”按鈕停止備料。然后系統(tǒng)首先進行備料管路清吹,Y82-HX、Y01-HX、Y01-HX1、氣泵、Y01-QB 工作,將管路里面的余料吹入料桶。接著對管路進行清洗水清洗,Y92-HX、Y01-HX、氣泵、Y01-QB 工作,清洗時程序控制自動關閉Y01-HX1,防止清洗水進入料桶。清洗水清洗完畢后再進行管路清吹,Y82-HX、Y01-HX、氣泵、Y01-QB 工作,將管路里面的清洗水吹入地溝,還可以單獨進行清吹啟動和停止。在換牌時需要對泵進行清洗,此時點擊“洗泵 啟/停”即可進行清洗。
備料過程結束后需要檢查牌號和重量是否正確。
4.7.3 “清洗”狀態(tài)管路預填
當某一料桶被系統(tǒng)選中并備料完畢后,攪拌電機即開始攪拌,首先檢查配方參數(shù)是否正確,檢查無誤后即可開始預填。點機“加料啟動”即進行管路預填,其閥門、加香泵等動作如表2。
4.7.4 “清洗”狀態(tài)加香過程
“預填充已完成”,線控啟動加香線設備后,首先啟動出料振槽,再啟動加香滾筒、排潮風機和啟動進料振槽,待入口電子秤煙絲經(jīng)延時到達加香滾筒內后即打開加香噴嘴和引射空壓。加香開始后,Y19-HX 閥打開,將回料管內的香料吹回該加香桶。加香泵運行頻率按照電子秤瞬時流量延時信號和加香比例通過PID 進行自動調節(jié)。這里需要做兩個延時堆棧,電子皮帶秤瞬時流量和電子皮帶秤累計量,堆棧的過程為每秒鐘接收一個電子皮帶秤流量,壓入堆棧中,并按照先入先出的原則進行,堆棧時間的長短需要通過實際測試,即整線設備起動后電子秤上有煙絲到煙絲進入滾筒內口的時間。出棧時進行平滑處理,平滑值等于依次采集的5 個瞬時流量的平均值,出棧的平滑值×加香比例為當前應該加香的流量,加香累計量用來修正加香精度,當加香精度達不到要求時,根據(jù)實際情況進行偏差的修正。堆棧處理可以通過以下方式進行處理,首先定義一個塊DB1,根據(jù)壓棧時間長短定義塊的結構,并留有一定余量。如壓棧時間為30 秒:
DB1:LL:ARRAY[0..200]OF REAL
//瞬時流量入棧處理
L DB1.DBD112
T DB1.DBD116
L DB1.DBD108
T DB1.DBD112
L DB1.DBD104
T DB1.DBD108
……
L DB1.DBD0
T DB1.DBD4
L MD100 //電子皮帶秤當前瞬時流量入棧數(shù)據(jù)
T DB1.DBD0
// 瞬時流量出棧平滑處理
L DB1.DBD116
L DB1.DBD112
+R
L DB1.DBD108
+R
L DB1.DBD104
+R
L DB1.DBD100
+R
L 5.0
/R
T MD104 //經(jīng)過30 秒延時并經(jīng)過平滑處理后出棧用于加香計算的瞬時流量
這個方法簡單易懂,但程序量大,調整不方便,還可以使用間接尋址方式進行編程,這種方式更靈活,壓棧時間長短可隨意調整,通常使用這種方式。
加香的控制器是一個比例控制器:
應加香料瞬時流量=電子皮帶秤煙絲瞬時流量出棧值×設定加香比例
實際加香料瞬時流量=應加香香料瞬時流量+累計加香精度偏差量
實際加香料瞬時流量再經(jīng)過PID 控制進行調節(jié),如圖10所示:
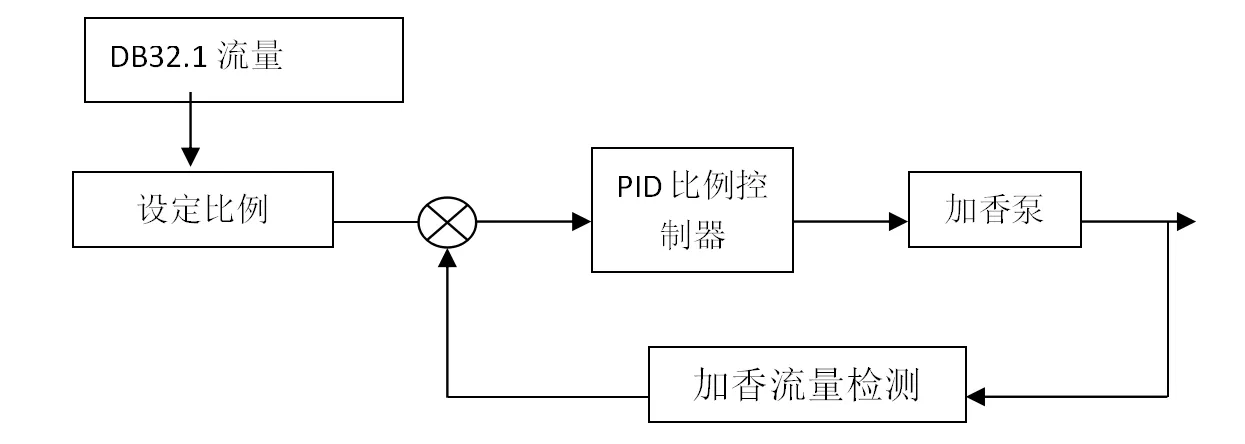
圖10 PID 控制圖
PID 采用西門子PLC 提供的FB41 連續(xù)控制功能塊,設置一定的調節(jié)死區(qū),避免調節(jié)過程中產(chǎn)生震蕩,P、I、D 調節(jié)參數(shù)按照先比例后積分最后再把微分加的過程進行調試,最后確定P、I、D參數(shù)值。
需要注意的是加香過程中,加香泵頻率不能太低,太低了就容易導致不能正常加香的生產(chǎn)事故。
生產(chǎn)結束時,生產(chǎn)線電子秤流量堆棧延時均無流量后,加香結束,線控組合停止,停止進出料振槽、加香滾筒以及排潮風機,同時,可進入管路清洗。
4.7.5 “清洗”狀態(tài)管路清洗
點擊“加香停止”后,如在自動條件下,可自動進入管路清洗,先將管路的余料吹回料桶,然后再用水清洗管路,清洗水排入地溝,清洗一定時間后,再用壓空進行管路清吹,清吹一定時間后即完成管路清洗。如需要多次清洗,還可以點擊“清吹啟動”再次進行管路清洗。
4.8 與上位機及線控網(wǎng)絡通訊處理
上位機通過光纖環(huán)網(wǎng)與線控PLC 連接,線控PLC 與加香機通過以太網(wǎng)連接。根據(jù)預先定義好的通訊協(xié)議,加香機定義兩個數(shù)據(jù)塊,一個用來保存接收的數(shù)據(jù),一個用來保存需要發(fā)送的數(shù)據(jù)。要發(fā)送的數(shù)據(jù)由加香機PLC 寫入相應發(fā)送的數(shù)據(jù)塊,再由線控PLC 單邊編程通過SFB14(GET)讀取該數(shù)據(jù)塊(如圖11),包括加香流量、加香累計量、滾筒轉速、故障信號、運行連鎖信號等。加香機運行狀態(tài)顯示如電機運行狀態(tài)、閥門動作狀態(tài)等通過上位機直接連接相應的點位實現(xiàn)。要接收的配方數(shù)據(jù)等為上位機將配方參數(shù)發(fā)送給線控PLC,由線控PLC 單邊編程通過SFB15(PUT)發(fā)送給加香機PLC 相應的接收數(shù)據(jù)塊(如圖12),實現(xiàn)配方參數(shù)和控制參數(shù)的傳遞。包括生產(chǎn)牌號、設定滾筒轉速、加香比例、電子皮帶秤瞬時流量、電子皮帶秤累計重量等以及組合啟動、組合停止、運行連鎖信號、數(shù)據(jù)總清零信號、單機/自動、故障復位等。
以下程序為線控PLC 中通過S7 連接、單邊編程方式實現(xiàn)數(shù)據(jù)交互。
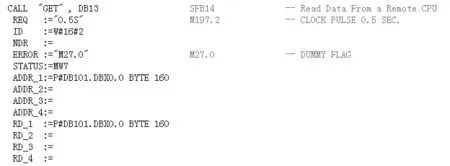
圖11 線控PLC 讀取加香機PLC 數(shù)據(jù)
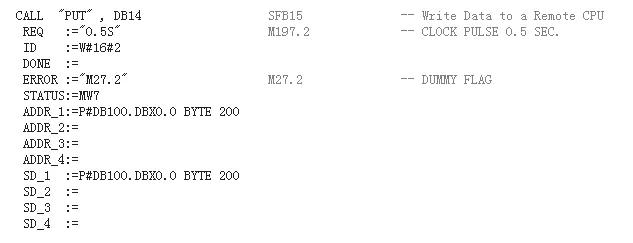
圖12 線控PLC 發(fā)送給加香機PLC 數(shù)據(jù)
4.9 手動操作
加香機控制系統(tǒng)在手動條件下,可對各閥門、電機等進行單機操作,在操作屏上即可進行操作。還可通過測試按鈕對質量流量計進行測試,驗證流量計的準確性。
4.10 報警處理
如在自動或手動條件下,閥門動作后,相應的閥門沒有反饋信號,則會提示閥門動作不到位的報警,管路壓力太大、隔離開關關閉、網(wǎng)絡連接不上等也會提示報警,此時,可在報警界面查看報警的詳細信息,故障恢復后報警自動消除,報警過程中會有聲、光報警提示。
5 結束語
12 000 kg/h 加香機的控制系統(tǒng)設計,包括主機設備電機的運行控制和加香裝置的加香過程控制,在設計過程中,還需要考慮到滾筒電機變頻器參數(shù)設置需要有一個上升時間和一個下降時間,防止?jié)L筒因停止時間短而造成的機械損壞。加香泵因采用變頻器控制,變頻器頻率可能很低,不利于電機散熱,需要通過外接風扇對電機散熱。程序控制的難點在于加香精度控制,需要經(jīng)過多次參數(shù)調試以及時間測試,才能得到一個較好的控制參數(shù)。