煙草切絲機推料裝置的改進
2020-01-18 02:01:12王凱
商品與質量 2019年34期
關鍵詞:作業
王凱
河南中煙工業有限責任公司駐馬店卷煙廠 河南駐馬店 463000
切絲機是制絲生產中的關鍵工序,是將工藝處理后的葉片或煙梗經喂料裝置送入由上下銅排鏈間形成的楔形通道[1],經壓成“煙餅” 后再送至刀門處,經刀輥上旋轉的刀片切成符合寬度要求的葉絲或梗絲,再經由出料斗卸出,其結構原理如圖1 所示。

圖1 切絲機結構簡圖
1 存在問題
切絲機的喂料方式分為垂直喂料(切葉絲機)和水平喂料(切梗絲機)。垂直喂料系統的推料裝置(圖2)主要由電機減速器、偏心輪傳動裝置、連桿機構、推料板、料位檢測裝置等組成。單獨電機減速器帶動偏心輪,再經連桿機構驅動推料板進行擺動,來料在下落過程中受推料板向前擺動的推擠逐漸被預壓緊,同時被推料板推入上下銅排鏈入口[2]。
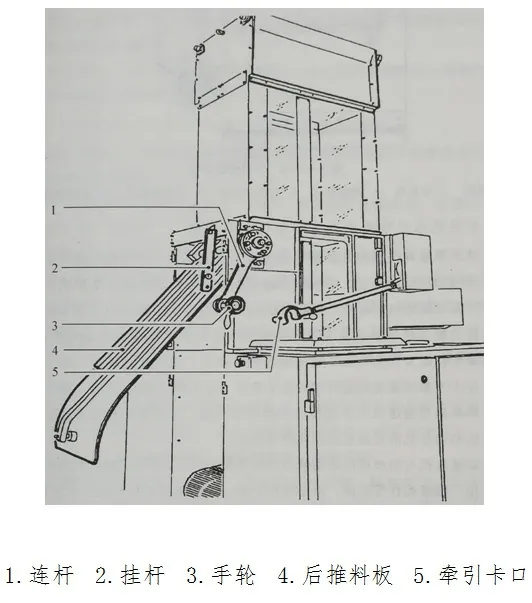
圖2 切絲機垂直喂料系統推料裝置結構簡圖
當中途需要換牌或生產結束時,操作人員需進行切絲機銅排鏈退料操作,這時首先需要登上移動平臺,手動松開連桿與擺臂的鎖緊手柄,以分離連桿和擺臂,然后將推料板擺臂掛在掛桿上,再執行銅排鏈退料操作。當開始生產時,則仍需要先將推料板擺臂從掛桿上取下,將連桿的牽引卡口卡在擺臂上,然后再鎖緊鎖緊手柄。登高手動分離及連接推料裝置,不僅費時費力而且還存在安全隱患,作業效率也較低[3]。
2 改進措施
為使操作人員退料時不必手動分離連桿和擺臂,我們主要對連桿部分進行了改進,如圖3。

圖3 改進后的推料裝置結構簡圖
在連桿9 中間接入氣缸2 的兩端,氣缸的氣路由氣源11、單向節氣閥12、二位三通電磁閥12 組成。當電磁閥打開,壓空經單向節氣閥12 控制氣流量的大小進而控制氣缸2 活塞伸長的距離,使得連桿9 伸長至足夠的長度以帶動擺臂7 向后轉動一定角度,擺臂7 進而帶動推料板10 向后運動,張開適合的角度,此時操作人員即可進行正常的退料操作;當電磁閥關閉,壓空經單向節氣閥12 控制氣流量的大小進而控制氣缸2 活塞壓縮,使得連桿9 縮短至正常工作長度,即此時擺臂7 和連桿9 處于鎖緊狀態,切絲機推料板處于正常的推料工作狀態[4-5]。
3 應用效果
改進后的推料裝置在切絲機上安裝使用后,消除了操作人員執行退料操作的登高作業,降低了操作人員的勞動強度,使其退料作業時間由原來的4 分鐘降為2 分鐘,提高了作業效率。
猜你喜歡
小主人報(2022年1期)2022-08-10 08:28:44
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
作文成功之路·小學版(2020年7期)2020-08-24 08:19:30
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
作文成功之路·小學版(2020年7期)2020-01-02 10:10:44
趣味(數學)(2018年12期)2018-12-29 11:24:10
小學生作文(中高年級適用)(2017年10期)2017-11-13 06:01:00
能源(2016年2期)2016-12-01 05:10:46
故事大王(2016年7期)2016-09-22 17:30:08
