DP540雙相鋼焊接接頭組織與拉伸斷裂位置研究
2020-01-17 01:28:42潘華吳岳
上海金屬 2020年1期
關鍵詞:焊縫
潘 華 吳 岳
(1.寶山鋼鐵股份有限公司研究院汽車用鋼研究所,上海 201900;2.汽車用鋼開發與應用技術國家重點實驗室,上海 201900)
隨著我國汽車工業的快速發展,汽車產量不斷增加,能源消耗及環境污染問題已十分嚴峻。有研究表明,汽車自重下降10%,在其他條件不變的前提下,油耗可降低6% ~8%,因此汽車輕量化已成為汽車行業發展的主要方向之一[1-2]。采用先進高強鋼代替傳統的低碳鋼板,對減輕車身自重、降低油耗、提高汽車構件強度意義重大。近年來,先進高強鋼已經逐漸成為極具競爭力的汽車輕量化材料,在汽車上的應用比例也在逐漸增加。
閃光對焊是輪輞焊接的主要方法。但在輪輞成型過程中,由于焊接的引入導致輪輞形成了與基體組織不同的焊接接頭特征區,部分焊件在焊接特征區發生縮頸,導致產品成品率降低,因此有必要對焊接接頭的組織和性能進行觀察與分析。杜漢斌等[3]對硼鋼與DP780雙相鋼電阻點焊接頭的組織與性能進行了研究,發現由于焊接熱循環中加熱峰值溫度的不同,焊接熱影響區的組織和性能也不同。
本文以閃光對焊制備的DP540雙相輪輞鋼焊接接頭為研究對象,利用顯微硬度測試和拉伸試驗研究了其拉伸斷裂行為,并利用光學顯微鏡和掃描電鏡表征了接頭關鍵部位的微觀組織,研究了頸縮及接頭斷裂機制,為DP540雙相鋼在車輪輪輞上的應用提供理論依據。
1 試驗材料與方法
采用6 mm厚DP540雙相鋼,其化學成分如表1所示。試驗所取的1號與2號焊接試樣取自同一熔煉爐次,并采用相同的閃光對焊工藝焊接,具體焊接參數見表2。為了減小火焰切割對焊接接頭的影響,所取接頭距焊縫150 mm。在焊縫長度的中間部位切取拉伸和金相試樣,尺寸分別為240 mm×20 mm×6 mm、80 mm×25 mm×6 mm,取樣位置如圖1所示。

表1 DP540雙相鋼的化學成分(質量分數)Table 1 Chemical composition of the DP540 dual-phase steel(mass fraction) %
金相試樣經磨、拋后使用體積分數為4%的硝酸酒精溶液腐蝕15 s左右,然后使用 Zeiss Imager A2m型蔡司金相顯微鏡和JSM-6700F型掃描電子顯微鏡觀察焊接接頭的顯微組織。使用MH-5L型維氏顯微硬度計測量接頭硬度,試驗力為200 g,保載時間為 5 s,步距200μm。采用Instron5581標準拉伸試驗機對母材及焊接接頭進行拉伸試驗。

表2 焊接工藝參數Table 2 Welding process parameters
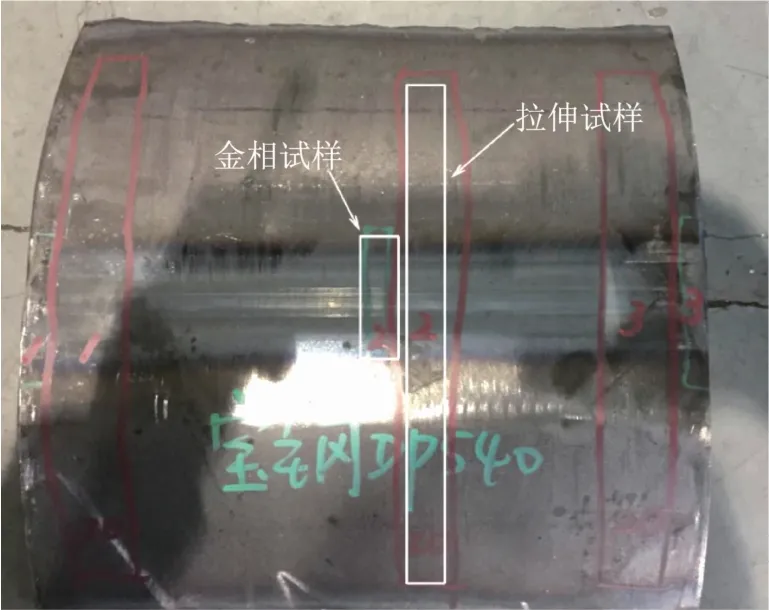
圖1 拉伸及金相試樣取樣位置Fig.1 Sampling positions for tensile and metallographic specimens
2 結果與討論
2.1 顯微組織
圖2為1號與2號試樣母材區微觀組織,可以發現兩種試樣的母材均主要為鐵素體和馬氏體雙相組織,以鐵素體為基體,馬氏體分布在鐵素體晶界。但兩者母材組織也存在區別,即2號試樣母材組織明顯比1號試樣細小。從馬氏體形態看,1號試樣馬氏體更粗大,多呈塊狀,2號試樣馬氏體晶粒細小,彌散均勻分布,呈島狀。研究表明[4-5],鐵素體晶粒細化可提高材料強度,細小且均勻彌散分布的馬氏體在鋼的變形過程中會產生更好的應力分配,使強度和延展性更好地結合。
1號和2號試樣焊接接頭的全景金相如圖3所示。可見DP540雙相鋼閃光對焊接頭可分為5個焊接特征區,依次為焊縫中心區、粗晶區、細晶區、不完全重結晶區和母材。
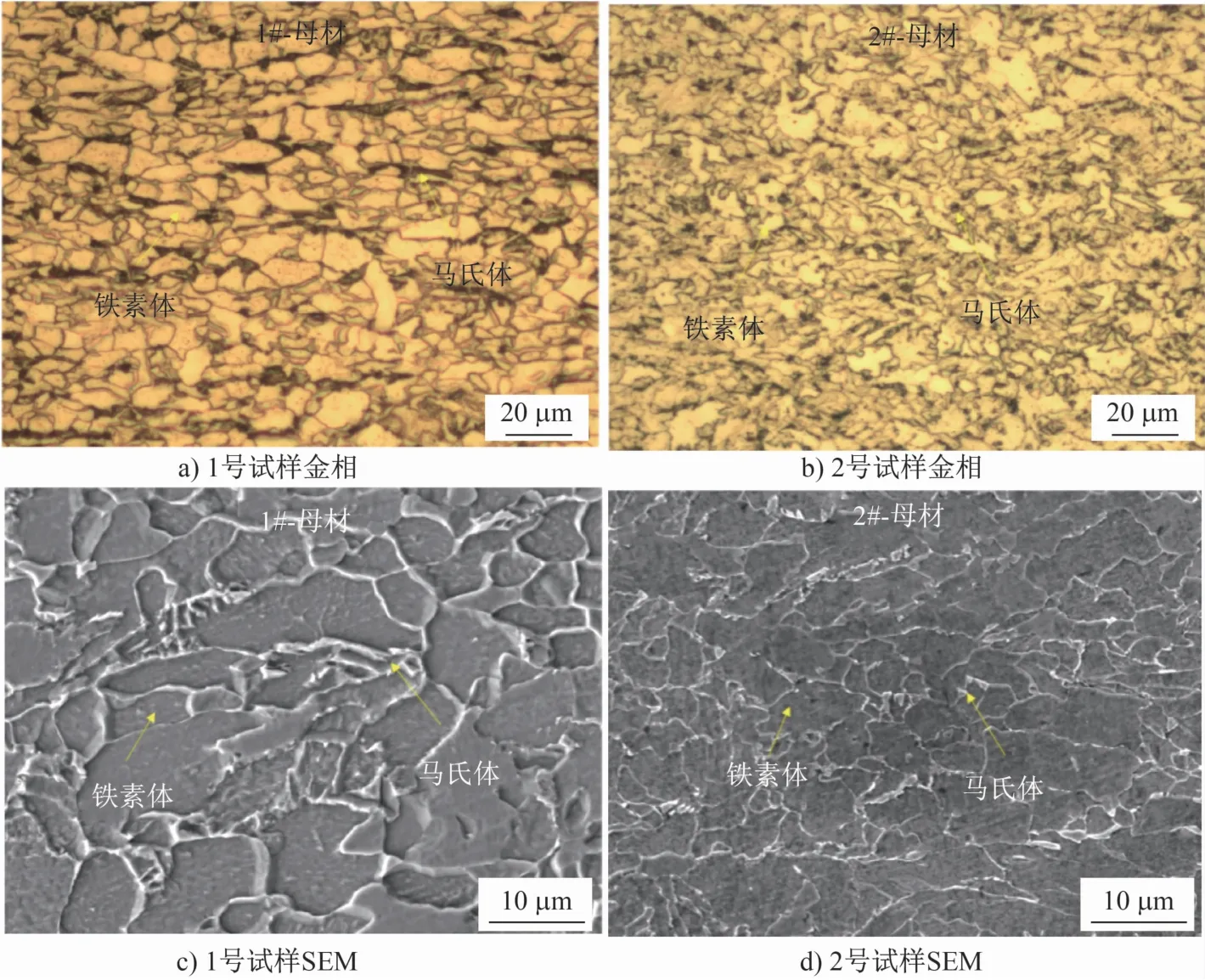
圖2 焊接接頭母材區微觀組織Fig.2 Microstructures of basemetal in the welded joints
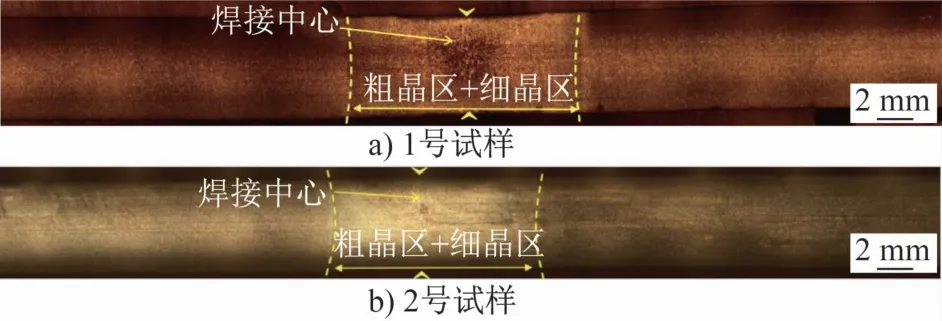
圖3 焊接接頭金相全貌Fig.3 Overall view of the welded joints
焊縫中心區與粗晶區的顯微組織如圖4所示。可見兩種試樣焊縫兩側熔合良好,未出現氣孔、裂紋等明顯的焊接缺陷。閃光對焊過程中,焊接件兩端相對放置并逐漸接觸,一定時間后,施加頂鍛力擠掉處于熔化狀態的金屬,使兩端達到原子間的結合,因此焊縫中心是對焊接頭中溫度最高的區域,易導致組織嚴重粗化,如圖4(a、b)所示。粗晶區由于緊靠焊縫中心,其溫度接近焊縫中心的峰值溫度,因此在焊接過程中奧氏體晶粒嚴重長大,冷卻后得到粗大的鐵素體。比較圖4(c)和圖4(d)發現,2號試樣粗晶區組織相比1號試樣更細小。這是因為2號試樣母材組織細小,在相同焊接熱輸入條件下得到了更細小的組織;同時,細小的母材組織中存在更多的晶界,在奧氏體形成和長大過程中,較多的晶界對奧氏體長大的阻礙作用更強,一定程度上也起到了細化晶粒的作用。
細晶區與不完全重結晶區的顯微組織如圖5所示。隨著與焊縫中心線距離的增加,峰值溫度逐漸降低,晶粒粗化現象越不明顯。細晶區緊鄰粗晶區,由于離焊縫中心較遠,其峰值溫度顯著低于粗晶區,略高于Ac3溫度即完全奧氏體化溫度。因此,細晶區只發生了再結晶,并未出現晶粒長大,冷卻后晶粒細小,馬氏體呈島狀彌撒分布于晶界,如圖5(a、b)所示。因此,細晶區的力學性能良好,接近甚至優于母材。不完全重結晶區位于母材與細晶區之間,該區域峰值溫度進一步降低,處于Ac1與Ac3之間,即奧氏體開始轉變溫度與完全奧氏體化溫度之間。在該區域,部分組織發生了相變重結晶,組織不均勻,晶粒大小也不一致,如圖5(c、d)所示。同時由于部分馬氏體分解,該區域硬度略有降低(見圖7)。
2.2 拉伸性能及顯微硬度
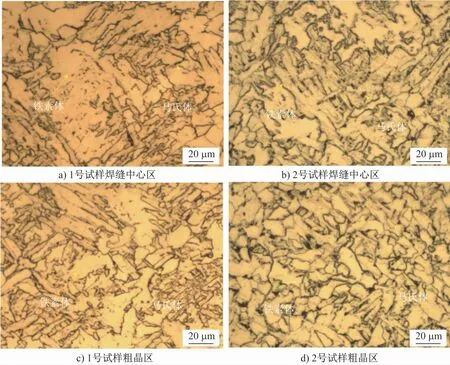
圖4 焊縫中心區與粗晶區的顯微組織Fig.4 Microstructures ofweld core and coarse-grained zone
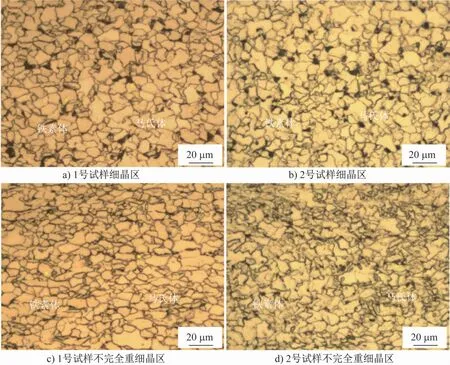
圖5 細晶區與不完全重結晶區的顯微組織Fig.5 Microstructures of fine-grained zone and incomplete recrystallization zone
表3為1號和2號試樣母材及焊接接頭的力學性能測試結果。圖6為拉斷的1號和2號焊接接頭試樣。可以看到1號試樣斷裂在焊接熱影響區的粗晶區,2號試樣斷裂在母材。兩種試樣由于母材組織存在差異而形成了不同焊接特征區,進而造成了拉伸斷裂位置的差異。

表3 母材及焊接接頭的力學性能Table 3 Mechanical properties of basemetal and welded joints
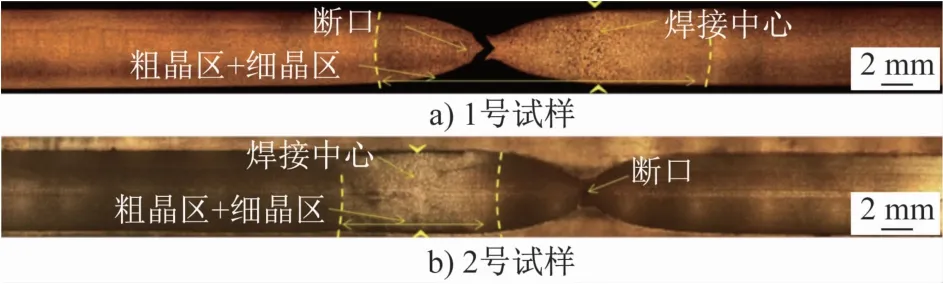
圖6 焊縫拉伸試樣斷裂位置Fig.6 Fracture positions of tensile specimen of the welded joints
1號試樣母材組織粗大,馬氏體多呈大塊狀,這對雙相鋼的性能會產生不利影響。雙相鋼在變形過程中,形變主要發生于軟相鐵素體,而大塊狀馬氏體相比小島狀馬氏體對鐵素體的變形阻礙作用更大,使鐵素體較小變形即產生較大的應力集中,降低了母材的延展性,導致在拉伸變形過程中,韌性較差的粗晶區發生較大的變形,從而導致試樣斷裂在粗晶區。2號試樣母材組織細小,在相同焊接工藝條件下,焊接特征區組織相對較細,盡管粗晶區的韌性較差,但較細的母材組織在一定程度上減弱了粗晶區的劣勢,增強了粗晶區的抗變形性能,且2號試樣母材組織的變形能力優于1號試樣,兩者綜合作用導致2號試樣在拉伸變形時斷裂在母材,提高了產品合格率。有研究表明[6-7],細小彌散的雙相組織尤其是島狀馬氏體,有利于雙相鋼強度和延伸性的提高。
圖7為1號和2號焊接接頭試樣的顯微硬度分布。從圖中可以發現,兩種試樣的焊縫中心硬度最高,這主要與閃光對焊工藝有關。閃光對焊過程中施加的頂鍛力會擠掉熔化金屬,使焊接件兩端達到原子間結合并產生大量位錯,因此焊縫中心硬度最高。隨著與焊縫中心線距離的增加,位錯密度逐漸下降,硬度也隨之降低,直至母材區域平穩,且部分再結晶區因馬氏體的分解,硬度略有下降。此外,兩種試樣的硬度分布也存在差異。2號試樣的硬度明顯高于1號,這主要是因為2號試樣的組織比1號試樣更細小,組織的細化可增大鐵素體的晶格畸變能,從而導致硬度增加[8]。
3 結論
(1)DP540雙相鋼閃光對焊接頭可分為5個特征區,分別是焊縫中心區、粗晶區、細晶區、不完全重結晶區和母材。
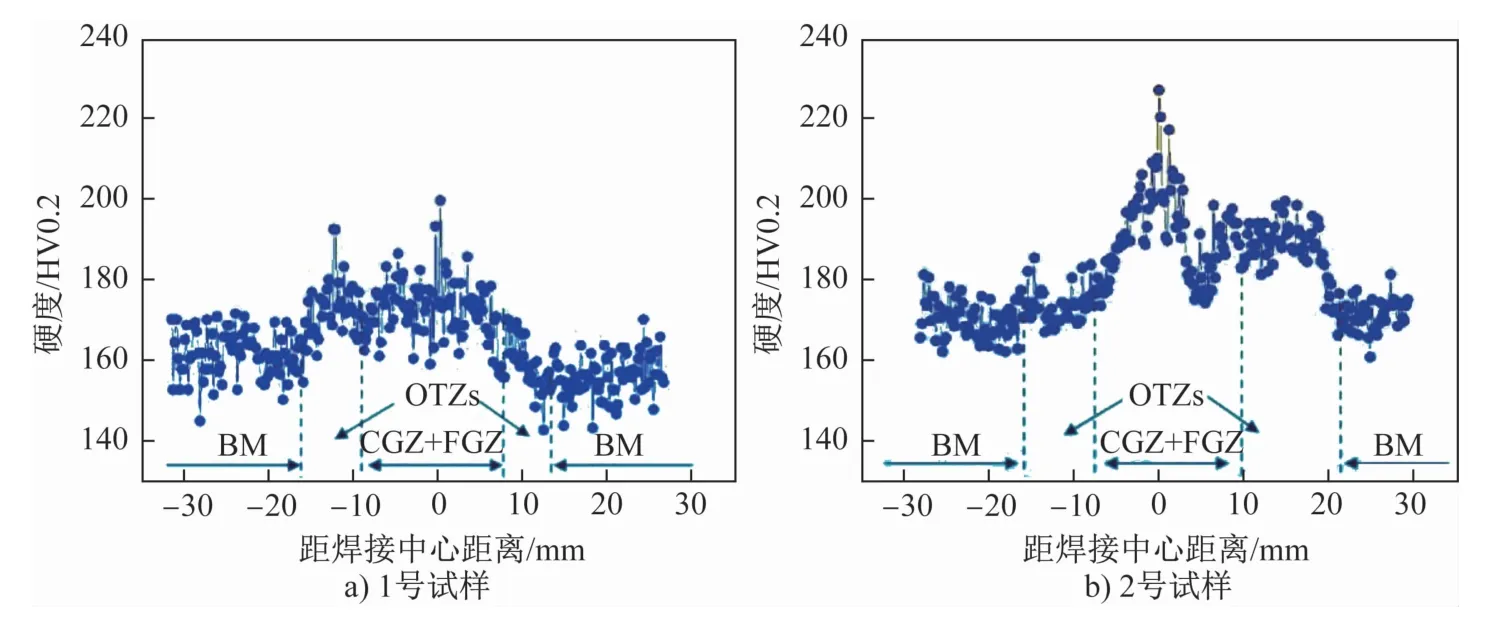
圖7 焊接接頭顯微硬度分布Fig.7 Microhardness distributions in the welded joints
(2)DP540雙相鋼母材主要由鐵素體和馬氏體兩相組成,1號試樣母材組織粗大且馬氏體呈大塊狀,延展性較差,在拉伸變形時斷裂在粗晶區;2號試樣母材組織細小且馬氏體呈島狀彌散均勻分布,延展性較好,且粗晶區組織相比1號試樣更細小,在拉伸變形時斷裂在母材。兩種試樣母材組織的差異進而影響整個焊接接頭的組織分布是造成接頭斷裂位置不同的主要原因。
(3)閃光對焊過程中,粗晶區峰值溫度較高,組織易粗化,屬于焊接接頭的薄弱環節。細化粗晶區組織,可提高該區域的抗變形性能。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07