09MnNiDR低溫鋼焊條電弧焊工藝研究
2020-01-13 10:41:00王博
船舶職業(yè)教育 2019年6期
王 博
(渤海船舶職業(yè)學(xué)院,遼寧興城125105)
某制造廠承接一批甲醇用低溫壓力容器,其最低工作溫度為-70℃,設(shè)計(jì)選用09MnNiDR鋼。09MnNiDR為工作在-70℃~-40℃的低溫壓力容器用鋼,含W(Ni)=0.5%,主要用于液化石油氣儲(chǔ)罐、冷凍設(shè)備及煉油化工等低溫工作的容器、管道、結(jié)構(gòu)和設(shè)備,要求在使用溫度下具有足夠的韌性及抗脆性破壞能力[1]。低溫鋼還需要具有良好的工藝焊接性和使用焊接性,以保證焊接接頭在低溫環(huán)境下使用時(shí)韌性符合要求。在進(jìn)行09MnNiDR的焊接時(shí),如果焊接材料或焊接工藝參數(shù)等選擇不合理,焊接接頭很容易出現(xiàn)氣孔、夾渣等缺陷,且焊接接頭(焊縫、熱影響區(qū)) 的低溫沖擊吸收功很難達(dá)到要求[2]。因此,正確選擇焊接方法和焊接材料,合理制定焊接工藝措施和焊接工藝參數(shù)以及規(guī)范的焊后熱處理方式至關(guān)重要。
本試驗(yàn)針對(duì)40 mm厚09MnNiDR鋼,開(kāi)X形坡口,焊接方法采用焊條電弧焊。通過(guò)焊接工藝試驗(yàn)確定甲醇用低溫壓力容器的焊接工藝參數(shù)及工藝要點(diǎn),為實(shí)際生產(chǎn)提供指導(dǎo)。
1 09MnNiDR鋼及其焊接性分析
1.1 09MnNiDR鋼的化學(xué)成分及力學(xué)性能
09MnNiDR鋼為鐵素體+少量珠光體型低溫鋼,其含碳量低,屬于低合金結(jié)構(gòu)鋼[3]。Mn、Ni為其主要合金元素,Mn的作用主要是通過(guò)固溶強(qiáng)化來(lái)提高鋼的強(qiáng)度,Ni能改善鐵素體的低溫韌性,并具有顯著降低鋼的冷脆轉(zhuǎn)變溫度的作用[4]。試驗(yàn)材料選用40 mm厚09MnNiDR板材,交貨狀態(tài)為正火+回火。對(duì)09MnNiDR鋼的化學(xué)成分和力學(xué)性能進(jìn)行復(fù)檢,復(fù)檢結(jié)果符合GB3531-2014《低溫壓力容器用鋼板》標(biāo)準(zhǔn)要求,如表1和表2所示。
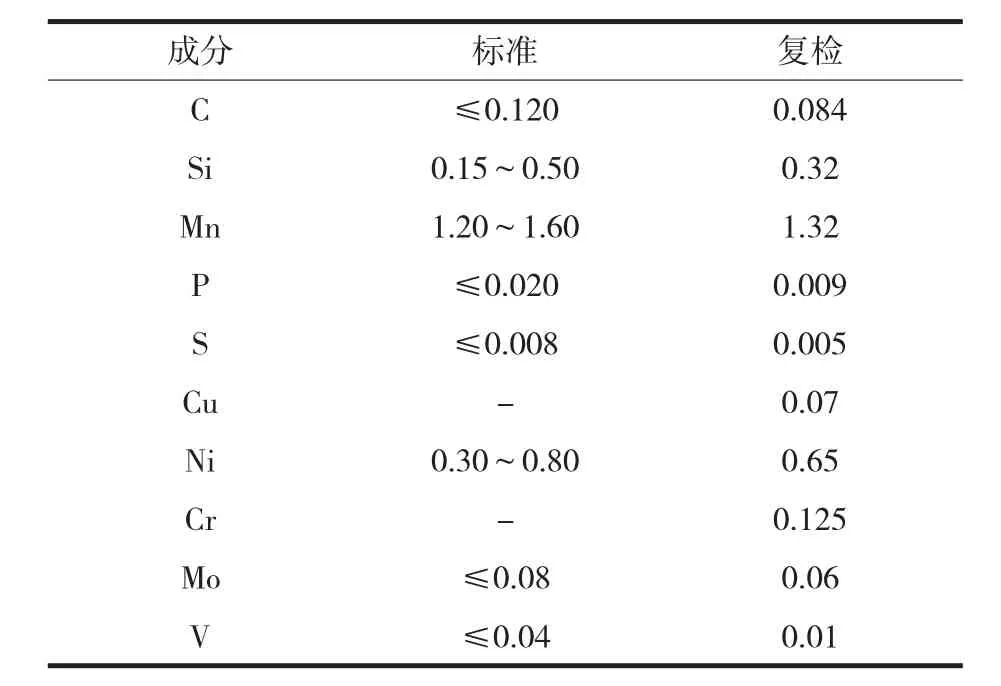
表1 09MnNiDR鋼的化學(xué)成分 (質(zhì)量分?jǐn)?shù)/%)
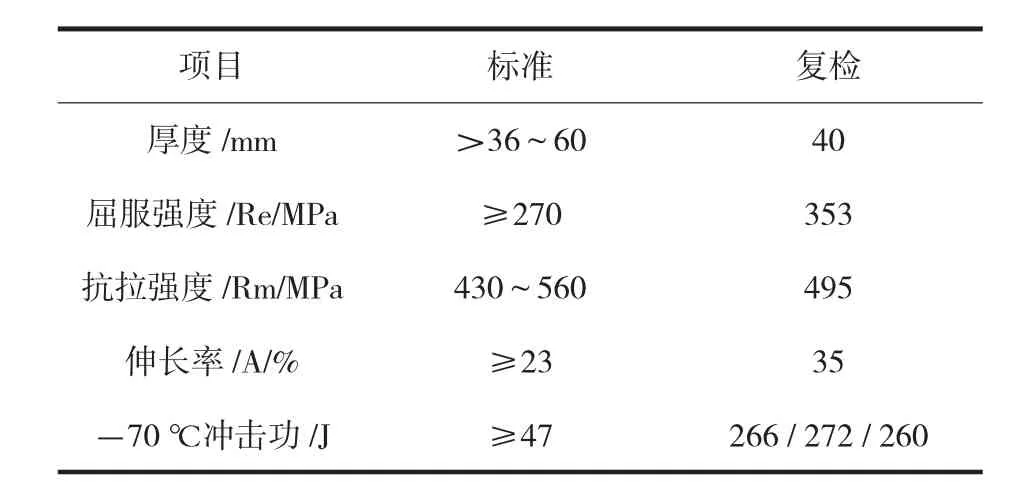
表2 09MnNiDR鋼的力學(xué)性能
1.2 09MnNiDR鋼的焊接性分析
09MnNiDR鋼屬于低合金鋼,合金元素總質(zhì)量不超過(guò)5%,并且C、Si、S、P等元素含量被嚴(yán)格控制,所以產(chǎn)生熱裂紋的傾向性較低。
鋼材產(chǎn)生冷裂紋的傾向性和鋼中合金元素的種類(lèi)和含量密切相關(guān)。把鋼材中各種合金元素對(duì)冷裂的影響換算成碳元素的相當(dāng)含量,作為評(píng)定鋼材焊接性的標(biāo)準(zhǔn)。根據(jù)國(guó)際焊接學(xué)會(huì)(IIW)推薦的碳當(dāng)量計(jì)算公式:

通過(guò)計(jì)算可知Ceq=0.39%<0.4%。09MnNiDR鋼淬硬傾向不大,不易形成冷裂紋,在室溫環(huán)境下一般不需預(yù)熱。當(dāng)焊接中厚板時(shí)或焊接環(huán)境溫度過(guò)低時(shí),應(yīng)適當(dāng)考慮預(yù)熱,但預(yù)熱溫度不宜過(guò)高,溫度過(guò)高會(huì)導(dǎo)致熱影響區(qū)晶粒長(zhǎng)大。
2 焊接材料的選擇
09MnNiDR鋼為低合金鋼,一般按等強(qiáng)度原則選擇焊條,以保證焊縫和熱影響區(qū)與母材的力學(xué)性能相當(dāng)。為了保證09MnNiDR鋼制造的設(shè)備長(zhǎng)期在低溫條件下穩(wěn)定運(yùn)行,又要求焊縫金屬具有較高的低溫性沖擊韌性。所以,選擇Ni含量較高的焊接材料,以提高焊縫的低溫沖擊韌性。本試驗(yàn)焊接方法采用焊條電弧焊,焊條牌號(hào)為W707Ni,φ3.2 mm和φ4 mm。W707Ni焊條的化學(xué)成分和熔敷金屬的力學(xué)性能,如表3和表4所示。

表3 焊接材料W707Ni焊條化學(xué)成分
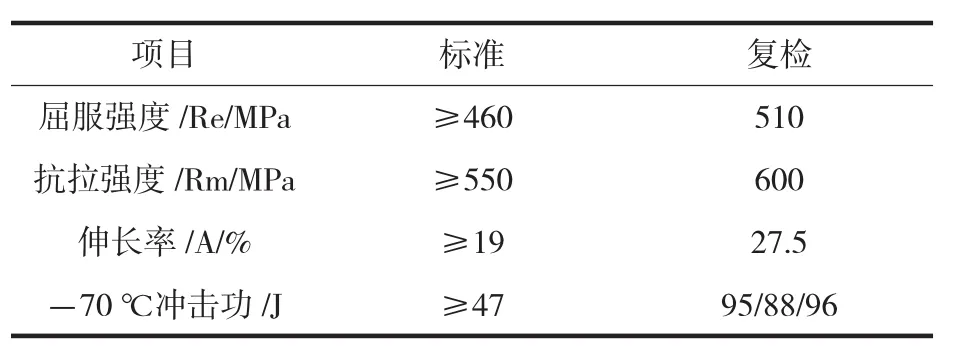
表4 焊接材料W707Ni熔敷金屬的力學(xué)性能
W707Ni焊條的Ni含量高于09MnNiDR鋼從而提高焊縫區(qū)的低溫沖擊韌性。W707Ni焊條在使用前應(yīng)在350℃~400℃,烘干1~2小時(shí)。烘干后,將其置于溫度為100℃~150℃的保溫桶內(nèi),隨用隨取。烘干的焊條要4小時(shí)內(nèi)用完,未用完的需要重新烘干,但烘干焊條不能超過(guò)2次。
3 09MnNiDR鋼焊接工藝要點(diǎn)
3.1 焊前準(zhǔn)備
制備兩塊尺寸為600 mm×400 mm×40 mm的09MnNiDR鋼試板,開(kāi)X形坡口,角度60°±5°。將坡口及坡口附近20 mm~30 mm內(nèi)的水分、油污、氧化物等清理干凈,并打磨出金屬光澤。裝配間隙為2 mm~3 mm,裝配時(shí)保證焊縫間隙均勻,不錯(cuò)邊。裝配過(guò)程中必須在坡口內(nèi)引弧,定位焊縫長(zhǎng)度不小于30 mm。
3.2 工藝措施
根據(jù)09MnNiDR低溫鋼的焊接特點(diǎn),采取如下工藝措施:
1)為了確保09MnNiDR低溫鋼焊縫和熱影響區(qū)具有良好的低溫沖擊韌性,防止焊接熱影響區(qū)過(guò)熱導(dǎo)致晶粒長(zhǎng)大。焊接時(shí)應(yīng)嚴(yán)格控制焊接線能量,增加焊層數(shù),控制焊層厚度≤4 mm,減少熱輸入,從而使改善焊縫組織、細(xì)化晶粒,提高焊縫低溫韌性。
2)焊接時(shí)不要擺動(dòng),采用窄焊道,盡量不連續(xù)施焊,并嚴(yán)格控制道間溫度小于150℃。
3)低溫壓力容器不允許出現(xiàn)表面缺陷,表面缺陷容易造成應(yīng)力集中而引起脆性破壞。
4)焊接時(shí)應(yīng)在坡口內(nèi)引弧,防止電弧擦傷焊件表面。收弧時(shí)要確保填滿(mǎn)弧坑,如有弧坑缺陷可用砂輪打磨。多層焊時(shí)各層的焊接接頭要避免重合,以防止應(yīng)力集中。
5)坡口設(shè)計(jì)時(shí)可以增加坡口的角度,從而增加焊道數(shù)量。
6)第一面焊接完成后,翻轉(zhuǎn)工件,進(jìn)行碳弧氣刨清根,并用砂輪修磨。
3.3 焊接工藝參數(shù)選擇
焊接方法為焊條電弧焊(SMAW),焊條牌號(hào)W707Ni,φ3.2 mm和φ4 mm。焊接位置為平焊,打底層采用φ3.2 mm焊條,填充層和蓋面層采用φ4 mm焊條。焊接工藝參數(shù)如表5所示。焊接過(guò)程如圖1所示。

表5 焊接工藝參數(shù)

圖1 X形坡口示意圖
3.4 焊后熱處理
09MnNiDR鋼的焊接可導(dǎo)致焊縫附近存在焊接殘余應(yīng)力,焊接熱循環(huán)可導(dǎo)致焊縫及熱影響區(qū)脆化[5]。在低溫環(huán)境下,如果存在應(yīng)力集中將引起焊縫及熱影響區(qū)的脆性斷裂。焊后采用消除應(yīng)力處理工藝可以降低脆性斷裂的風(fēng)險(xiǎn),熱處理溫度為600±14℃,保溫2.5 h,以改善接頭的低溫沖擊韌性。
4 焊接工藝評(píng)定
焊接完成后焊縫成型美觀、致密,無(wú)表面裂紋、咬邊、弧坑、焊瘤等表面缺陷,焊縫外觀檢驗(yàn)合格。按NB/T47013.2-2015《承壓設(shè)備無(wú)損檢測(cè)第2部分:射線檢測(cè)》標(biāo)準(zhǔn)對(duì)焊縫進(jìn)行100%射線檢測(cè),Ⅱ級(jí)合格。檢測(cè)合格后,分別按NB/T47014-2011《承壓設(shè)備焊接工藝評(píng)定》標(biāo)準(zhǔn)規(guī)定焊接試件、檢驗(yàn)試樣、測(cè)定性能。
4.1 拉伸試驗(yàn)
焊接接頭抗拉強(qiáng)度按GB/T228-2010《金屬材料拉伸試驗(yàn)第1部分:室溫試驗(yàn)方法》進(jìn)行測(cè)定,焊接接頭抗拉強(qiáng)度符合設(shè)備使用要求,如表6所示。
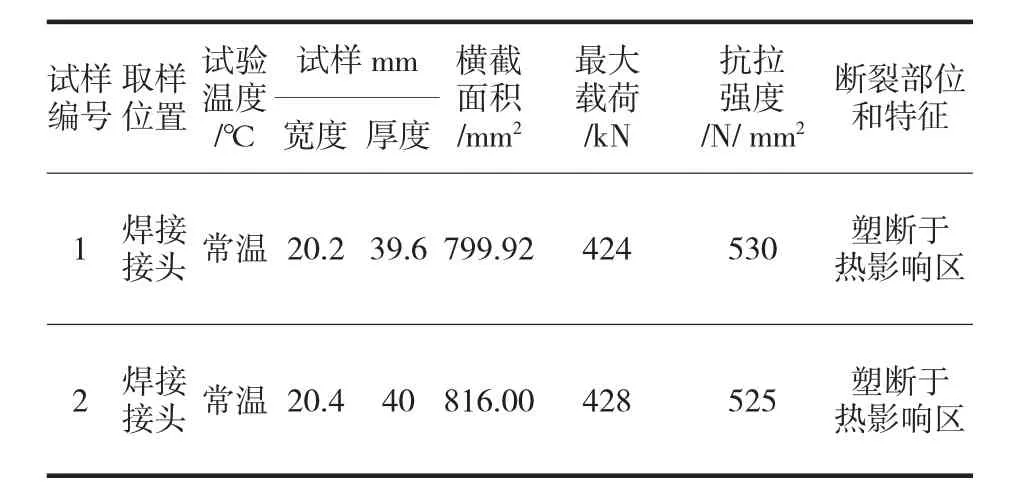
表6 拉伸試驗(yàn)結(jié)果
4.2 彎曲試驗(yàn)
焊接接頭彎曲試驗(yàn)按GB/T2653-2008《焊接接頭彎曲試驗(yàn)方法》進(jìn)行測(cè)定,彎曲角度為180°時(shí),焊縫和熱影響區(qū)內(nèi)無(wú)裂紋,符合標(biāo)準(zhǔn)規(guī)定,如表7所示。
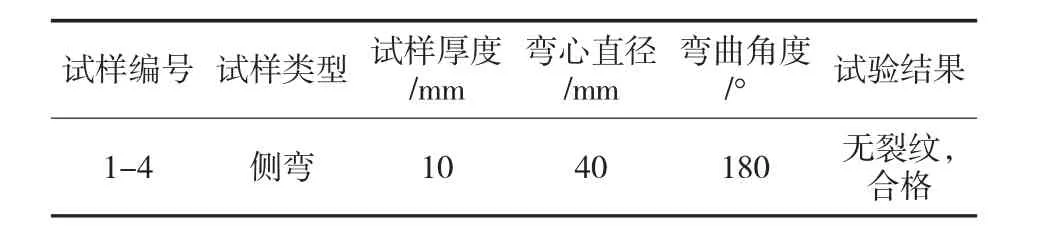
表7 彎曲試驗(yàn)結(jié)果
4.3 沖擊試驗(yàn)
焊接接頭沖擊試驗(yàn)按GB/T229-2007《金屬材料夏比擺錘沖擊試驗(yàn)方法》進(jìn)行測(cè)定,選取了不同位置的共計(jì)27個(gè)試樣,測(cè)定結(jié)果顯示:試驗(yàn)溫度在-70℃的沖擊吸收功均大于47 J,符合標(biāo)準(zhǔn)規(guī)定。沖擊試驗(yàn)測(cè)定結(jié)果如表8所示。
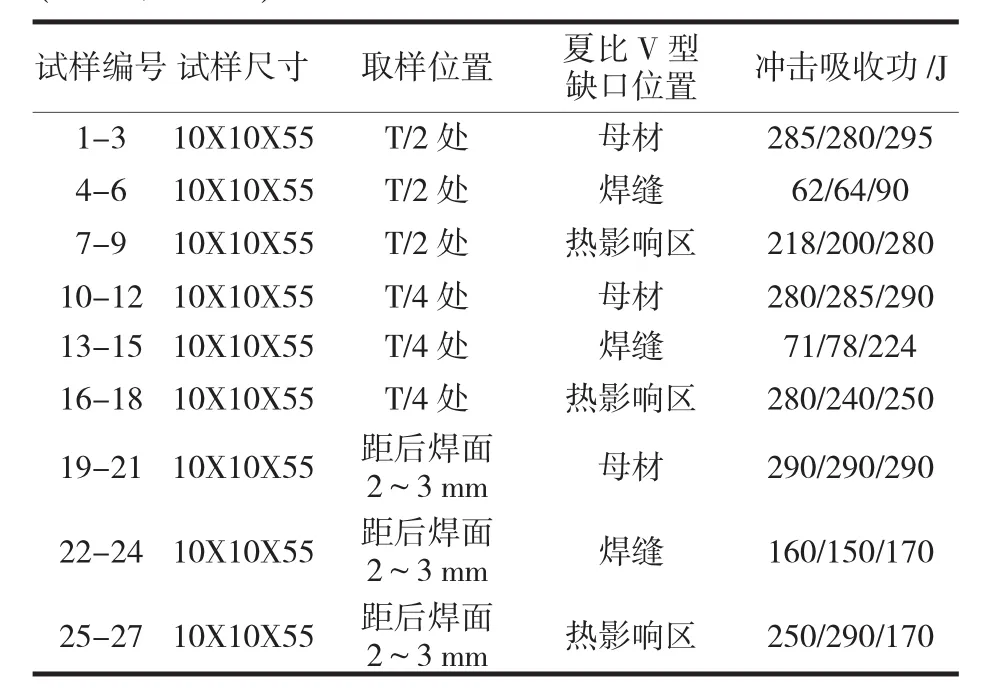
表8 沖擊試驗(yàn)結(jié)果
4.4 硬度試驗(yàn)
焊接接頭硬度試驗(yàn)按GB/T231.1-2009《金屬材料布氏硬度試驗(yàn)第1部分:試驗(yàn)方法》進(jìn)行測(cè)定,硬度試驗(yàn)測(cè)得數(shù)據(jù):母材143/143/143HB;焊縫(上) 179/179/179 HB;熱影響區(qū)(上)170/170/187 HB。硬度值符合規(guī)定。
5 結(jié)論
1) 通過(guò)焊接性分析,09MnNiDR鋼的碳當(dāng)量Ceq=0.39%,所以09MnNiDR鋼淬硬傾向不大,不易形成冷裂紋,在室溫環(huán)境下一般不需預(yù)熱。
2)焊接時(shí)應(yīng)嚴(yán)格控制線能量,防止焊接熱影響區(qū)過(guò)熱而晶粒長(zhǎng)大。焊接時(shí)采用小電流焊接,控制焊層厚度≤4 mm。焊接時(shí)道間溫度小于150℃,并盡可能地不連續(xù)施焊。
3)通過(guò)焊接工藝評(píng)定可知,采用W707Ni焊條焊接09MnNiDR鋼,焊縫及熱影響區(qū)在-70℃的低溫沖擊韌性良好,符合標(biāo)準(zhǔn)規(guī)定。其他力學(xué)性能指標(biāo)都滿(mǎn)足設(shè)計(jì)要求。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24