基于PLC 和HMI 的薄膜疲勞性試驗控制系統設計
2020-01-11 05:58:40中國航發南方工業有限公司鄭攀胡進潘柳薛魁
河北農機 2020年1期
關鍵詞:頁面
中國航發南方工業有限公司 鄭攀 胡進 潘柳 薛魁
引言
零件中的薄膜屬于敏感關鍵部位,特定工作環境下的疲勞性和使用壽命是極具意義的參數,它關系著整個的零件的使用壽命和維護周期。PLC(Programmable Logic Controller)是專為工業環境設計的控制器,具有抗干擾能力強、安裝使用方便、編程簡單、體積小、能耗低等特點[1]。觸摸屏是非常適合工業控制的人機界面,其界面友好、輸入簡單,便于系統的維護和改造[2]。我們采用西門子公司的PLC 與觸摸屏設計了一套用于薄膜循環充放氣疲勞性檢測的試驗裝備。
1 薄膜疲勞性檢測的原理
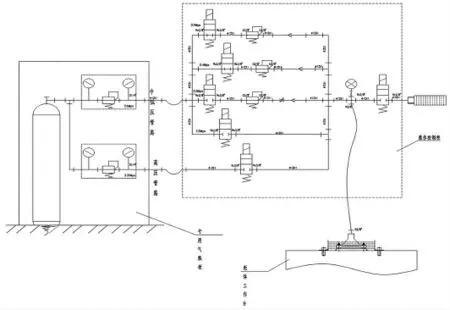
圖1 機械結構原理圖
如圖1 機械原理圖所示,將高壓壓縮空氣氣瓶作為試驗氣源,氣源出口氣壓為15MPa,配套有空氣減壓裝置。選用電磁閥+減壓閥或電磁閥兩種模式給氣體減壓,預置每條支路的氣體壓力,進行并聯分五路控制。需要0.4MPa進行檢測試驗時,關閉其他支路,單獨啟用該條支路;需要迅速提高壓力至2MPa時,關閉其他支路,只開啟2MPa 的支路。在管路的尾部裝有放氣電磁閥,閥門打開氣體流經消聲器排至大氣。用專業夾具將薄膜安裝固定于水中,薄膜破損漏氣即刻有氣泡冒出。當薄膜受到氣體擠壓后變形,氣壓降至大氣壓時形變恢復。在不同的氣體壓力下,薄膜可承受的反復形變的次數是不同的。對薄膜進行循環充放氣檢測,直至破損即可得出該型薄膜的疲勞性參數。調節預置好各個管路的氣體壓力,用電磁閥的開啟來控制薄膜充放氣的氣體壓力,本試驗裝備管路的壓力為0.4MPa、0.9MPa、2MPa、3.35MPa。
圖2 為本設備的電氣控制原理圖。其中觸摸屏作為整個控制系統的信號輸入端和信號輸出端,并在觸摸屏中根據試驗氣體壓力的不同編制不同的界面,操作簡便形象直觀。西門子PLC作為控制執行層,對壓力參數進行采集處理,控制下層的繼電器、電磁閥動作,蜂鳴器發出報警信號。編制順序功能圖,用西門子PLC 中的LAD 編程實現全自動循環充放氣,并采用觸摸屏進行控制信號輸入和各種參數的顯示[3-6]。
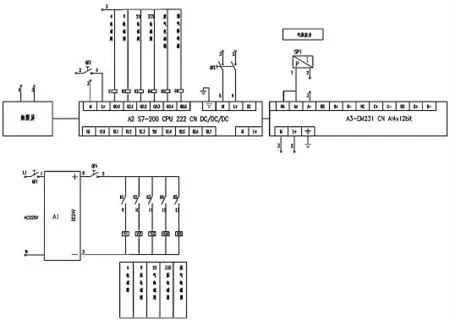
圖2 電氣控制原理圖
2 PLC 程序與HMI 人機界面的編寫
2.1 PLC 程序與HMI 人機界面的編寫
PLC 的程序可以采用梯形圖、語句表、程序塊等形式表示[2]。本設備采用梯形圖形式進行編程。在軟件STEP7-Micro/WIN32中編制調試,通過PC/PPI 電纜傳輸到PLC 中。PLC 控制程序有主程序、數據讀取子程序、0.4MPa 循環子程序、0.9MPa 循環子程序、2.0MPa 循環子程序、3.35MPa 循環子程序、手動模式子程序。(1)主程序:主要負責對各功能塊的調用及對系統參數的初始化,算法子程序是對數字量和模擬量進行轉換和處理。(2)數據讀取子程序:壓力變送器將測得的壓力轉換成4~20mA 的信號,通過模擬量輸入模塊的AIW0 存入VD0 的寄存器,可實時顯示在觸摸屏上。(3)手自動模式選擇:手動模式是指操作者可以通過點擊觸摸屏的開關控制各個電磁閥的開啟和關閉;自動模式是指試驗過程一鍵自動化,在點擊試驗開始之后,整個循環充放氣過程自動實現,直至薄膜出現破損或完成指定次數的循環。(4)充放氣循環子程序:為整個控制程序的核心部分,編制PLC程序實現工藝要求,通常有邏輯法、步進順控法、順序功能圖等方法,本文選擇順序功能圖法進行PLC 的梯形圖編程。以2MPa壓力下循環10000 次為例,當試驗開始的條件滿足時,0.4MPa 的壓縮空氣管路的電磁閥開啟3min,其余所有氣路電磁閥關閉,排盡薄膜內的氣體及雜質。3min 后0.4MPa 的氣路關閉,2.0MPa 氣路電磁閥打開,給薄膜充氣,充氣20s 后關閉。此時放氣閥打開5s,薄膜里的氣體得到釋放,計數器計數一次即完成一次充放氣循環,未達到10000 次繼續執行該充放氣循環,直至10000 次退出循環,復位所有電磁閥,整個設備回到初始狀態。整個試驗過程中薄膜一旦破損,充放氣循環結束,輸出試驗次數,即為該薄膜使用壽命和疲勞性數據。
2.2 HMI 人機界面設計
HMI 主要的功能是人機的信息交互,通過HMI 可以直接看到壓力、循環實時信息和設備的使用情況。在Kinco HIM2.4 環境中進行界面開發時,本系統選擇觸摸屏型號為Kinco MT4414TE,PLC 選擇SIEMENS S7-200;然后新建各個畫面,定義各畫面的名稱,在各畫面上使用編輯功能添加按鈕、指示燈、數字輸入框和文本。根據PLC 程序的功能,主要設計以下幾個畫面:第一類導入頁面,如圖3 所示的歡迎頁面;第二類是控制畫面,如圖4所示手動控制畫面,包含所有閥門的控制畫面和氣體壓力實時顯示;第三類是功能選擇畫面,如圖5 所示主要是手動/自動控制方式選擇、壓力、循環次數等各項參數的設置;第四類是試驗實時畫面,如圖6 所示該畫面為循環充放氣全程試驗控制和顯示畫面。

圖3 歡迎頁面

圖4 手動控制畫面

圖5 功能選擇畫面

圖6 試驗實時畫面
3 現場試驗
首先把要試驗的薄膜安裝固定到專用的檢驗水箱里,水箱注水淹沒薄膜。開啟氣瓶開關并將空氣減壓閥出口壓力調至2MPa。整個設備接通電源,觸摸屏自動開啟出現首頁標題頁面。點擊觸摸屏標題頁面右下角的淡藍色方框控件進入“功能選擇”頁面。
手動功能:在“功能選擇”頁面的中間“手動or 自動”選擇旋鈕控件,撥向左邊選擇手動功能。點擊“手動控制”頁面控制鍵,進入手動控制頁面。在“手動控制”頁面中,各閥旋鈕控制閥的開啟和關閉:指示燈為綠色時表示閥已經開啟,指示燈為黃色時表示閥是關閉的。實時顯示當前管路上的氣體壓力。
自動功能:在“功能選擇”頁面的中間“手動or 自動”選擇旋鈕,撥向右邊選擇自動功能。在淡藍色的自動控制區域里,選擇試驗壓力進入試驗頁面。選擇充放氣試驗次數百次或者完成,點擊“試驗開始”設備將會自動開始試驗,“充放氣次數”實時顯示循環次數。點擊“試驗停止”試驗器停在當前狀態,試驗不再繼續進行。點擊“復位”按鈕,試驗器將回到初始狀態。
如圖7 所示右邊為2MPa 壓力下循環充放氣后的薄膜零件,對比左圖試驗前的薄膜變形明顯。

圖7 2MPa 下100 次循環充放氣后的薄膜對比圖
4 結語
本文介紹了一套適合用薄膜疲勞性和使用壽命檢測的方案,薄膜在0.4MPa、0.9MPa、2MPa、3.35MPa 壓力下,每次受壓20s,形變恢復5s 單面受壓循環充放氣次數的檢測,通過PLC 和HMI 為核心的控制系統,開發了一套完整、先進、可靠、擴展性強的控制系統,并且進行了實際測試和安裝,并投入生產運行。現場試驗證明,該系統運行穩定、操作簡單,能滿足用戶的使用要求,具有很強的推廣價值。最后給出了在該設備上某薄膜循環充放氣100 次的前后對比圖,形變明顯。在薄膜疲勞性檢測方面還應考慮充氣時間、雙面受壓、形變恢復時間、形變量、材質等因素的影響,與之配套的試驗設備的研制還有很大的發展空間。
猜你喜歡
文萃報·周五版(2025年2期)2025-02-14 00:00:00
大灰狼畫報·益智版(2024年3期)2024-12-09 00:00:00
保健醫苑(2022年1期)2022-08-30 08:39:14
電腦愛好者(2022年3期)2022-05-30 10:48:04
工業設計(2016年1期)2016-05-04 03:58:09
通信技術(2012年4期)2012-02-15 07:10:35
電腦愛好者(2011年11期)2011-06-22 08:20:18
網絡安全技術與應用(2011年3期)2011-03-14 06:44:46
赤峰學院學報·自然科學版(2010年11期)2010-09-21 11:30:50
河北軟件職業技術學院學報(2010年3期)2010-06-06 07:18:42
