純棉超柔床品面料的研制
2020-01-09 06:41:18張永林
棉紡織技術(shù) 2020年1期
關(guān)鍵詞:工藝
張永林 李 梅
(1.江蘇唐盛紡織科技有限公司,江蘇南通,226315;2.江蘇省紡織工程學(xué)會(huì),江蘇南京,210002)
隨著生活水平的提高,人們對(duì)舒適、健康、綠色等功能性紡織面料的需求越來越多。目前市場(chǎng)上超柔產(chǎn)品主要是通過后整理,特別是柔軟劑提升織物柔軟性能,改善手感,但這些整理技術(shù)賦予織物的柔軟性一般不耐洗滌。我公司通過對(duì)環(huán)錠紡細(xì)紗機(jī)進(jìn)行改造,開發(fā)了一種“芯紗+包纏紗”的特殊結(jié)構(gòu)低捻度紗(捻度較正常紗低25%~30%),其手感柔軟,用其織成的織物不用進(jìn)行柔軟整理就可以實(shí)現(xiàn)柔軟的手感,避免了面料上殘留的柔軟劑對(duì)人體皮膚的傷害,也有利于減少環(huán)境污染和降低生產(chǎn)成本。本文以JC 14.5/14.5 614/354 250五枚三飛緞紋織物為例,介紹我公司開發(fā)超柔床品面料的生產(chǎn)工藝。
1 原料及紡紗工藝流程
1.1 原料選擇
棉纖維長(zhǎng)度越長(zhǎng),長(zhǎng)度整齊度愈高,成紗條干越好;纖維長(zhǎng)度短,特別是棉纖維整齊度差時(shí),由于牽伸過程中大量短纖維成為浮游纖維,容易導(dǎo)致紗線條干惡化,降低成紗品質(zhì)。用較長(zhǎng)的纖維紡紗時(shí),可采用較低的捻系數(shù),纖維細(xì)度細(xì),成紗強(qiáng)度高。為保證JC 14.5 tex紗的質(zhì)量,我們選擇高品質(zhì)的澳棉,其具有纖維長(zhǎng)度長(zhǎng)、整齊度好、細(xì)度細(xì)、成熟度高等特點(diǎn)。選用的澳棉主要品質(zhì)指標(biāo):平均長(zhǎng)度30.8 mm,平均馬克隆值4.42,整齊度80.92%,平均含雜率1.15%。
1.2 紡紗工藝流程
FA 006C?230型往復(fù)式抓棉機(jī)→FA 113B型單軸流開棉機(jī)→FA 2008C型六倉混棉機(jī)→JWF1124型清棉機(jī)→FA 151型除塵機(jī)→FA 177B型棉箱→FA 221D型梳棉機(jī)→FA 311F型并條機(jī)(預(yù)并)→JWF1381型條卷機(jī)→JWF1272型精梳機(jī)→FA 311型并條機(jī)(混一)→FA 320A型并條機(jī)(混二)→FA 457A型粗紗機(jī)→FA 506型細(xì)紗機(jī)(賽絡(luò)集聚紡改造)→ORION型絡(luò)筒機(jī)
2 紡部工藝及技術(shù)措施
2.1 清梳聯(lián)工序
針對(duì)澳棉長(zhǎng)度長(zhǎng)、細(xì)度細(xì)、含雜偏高、包與包之間質(zhì)量差異較大等特點(diǎn),在清梳工序采用“多包抓取,勤抓少抓,多松少打,均勻混和,適當(dāng)降低打手速度”的工藝原則。主要工藝參數(shù):FA 113B型單軸流開棉機(jī)打手速度580 r/min,塵棒與開棉輥筒之間隔距13 mm,塵棒間隔距10.5 mm;JWF1124型清棉機(jī)梳針輥筒速度720 r/min,調(diào)節(jié)板與輥筒之間隔距9.6 mm。
梳棉工序采取“緊隔距,強(qiáng)分梳,少損傷,快轉(zhuǎn)移”的工藝原則。主要工藝參數(shù):錫林速度420 r/min,刺輥速度860 r/min,生條輸出速度110 m/min,蓋板速度195 mm/min,錫林與蓋板隔距0.18 mm、0.15 mm、0.15 mm、0.18 mm。
加強(qiáng)清梳聯(lián)的運(yùn)轉(zhuǎn)管理,每班定時(shí)檢查過棉通道、落棉通道,確保過棉通道無掛花、落棉通道無堵塞。實(shí)驗(yàn)室增加檢測(cè)頻率,對(duì)生條、棉結(jié)雜質(zhì)、重量偏差超標(biāo)機(jī)臺(tái)及時(shí)反饋、跟蹤,直至達(dá)標(biāo)為止。
2.2 精梳工序
精梳工序主要設(shè)備有預(yù)并FA 311F型并條機(jī)、JWF1381型條并卷機(jī)及JWF1272型精梳機(jī)。預(yù)并的主要任務(wù)是伸直纖維,兼帶混和。主要工藝參數(shù):并合數(shù)6根,總牽伸5.2倍,后區(qū)牽伸1.76倍,羅拉隔距6 mm×5 mm×10 mm。條卷機(jī)的主要任務(wù)是均勻混和,兼伸直纖維,并做成合格的小卷。要求小卷層次清晰,無破邊,無黏卷。主要工藝參數(shù):小卷定量65 g/m,并合數(shù)24根,總牽伸1.78倍。精梳工序的主要任務(wù)是去除棉結(jié)、雜質(zhì)和短絨。為確保JC 14.5 tex紗的單紗強(qiáng)力,要盡可能減少短絨,提高纖維的整齊度,為此提高落棉率2個(gè)百分點(diǎn)至3個(gè)百分點(diǎn)。精梳工序的主要參數(shù):精梳條定量20 g/5 m,速度260鉗次/min,頂梳插入深度+0.5 mm,給棉長(zhǎng)度4.28 mm,落棉率控制在22%~24%。
2.3 并條工序
并條工序要求纖維進(jìn)一步伸直平行,充分混和均勻,無機(jī)械波,在沒有自調(diào)勻整條件下采用二道并合工藝。主要工藝參數(shù):混并一6根并合,混并二8根并合。前羅拉速度350 m/min,羅拉隔距 6 mm×5 mm×10 mm,熟 條 定 量19.5 g/5 m。各班生產(chǎn)要求喇叭口、圓條盤光潔通暢,不掛花,不積花,無棉蠟。
2.4 粗紗工序
在滿足細(xì)紗牽伸的前提下,適當(dāng)加大粗紗捻系數(shù),控制好粗紗的伸長(zhǎng)率,前后排的粗紗張力偏差控制在1.5%以內(nèi),防止張力過大造成細(xì)節(jié)。粗紗工序的主要工藝參數(shù):粗紗定量4.6 g/10 m,后區(qū)牽伸1.15倍,粗紗捻系數(shù)115,錠速950 r/min,羅拉隔距9 mm×23 mm×32 mm。
2.5 細(xì)紗工序
2.5.1 紡紗關(guān)鍵技術(shù)
賽絡(luò)紡是采用兩根粗紗從喇叭口喂入,在前后牽伸區(qū)仍然保持兩根須條的分離狀態(tài),從前鉗口輸出一定長(zhǎng)度后合并,并由同一個(gè)錠子加捻,形成有雙股結(jié)構(gòu)特征的紗。賽絡(luò)集聚紡是集聚紡和賽絡(luò)紡相結(jié)合的一種紡紗方法,所紡制的紗線結(jié)合了賽絡(luò)紡和集聚紡的優(yōu)異特性和品質(zhì),與傳統(tǒng)環(huán)錠紡紗和賽絡(luò)紡紗相比,賽絡(luò)集聚紗毛羽更少,強(qiáng)力更高,且仍具有賽絡(luò)紡合股的效果。賽絡(luò)集聚紗是紡制高檔織物的理想用紗,具有良好的應(yīng)用前景。
為了紡制好JC 14.5 tex紗,我公司集思廣益,經(jīng)過多次試紡試驗(yàn)及對(duì)比后,決定集中力量進(jìn)行紡紗技術(shù)攻關(guān)。在賽絡(luò)集聚紡基礎(chǔ)上,再加裝一個(gè)單紗喂入裝置,具體如圖1所示。
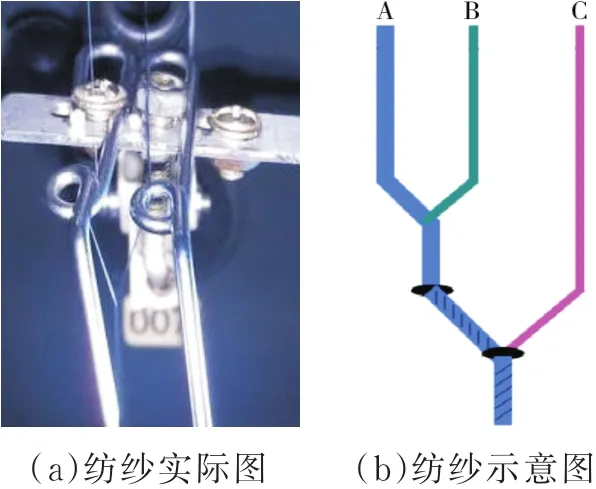
圖1 紡紗實(shí)際圖及示意圖
圖 1(a)為紡紗實(shí)際圖,圖 1(b)為紡紗過程示意圖。如圖1(b)所示,兩根經(jīng)細(xì)紗機(jī)牽伸、集聚后的須條A和須條B并合、加捻形成賽絡(luò)集聚紗,再與1根不經(jīng)牽伸但具有一定張力的JC 7.3 tex單紗C加捻復(fù)合成紗。有張力但不經(jīng)牽伸的JC 7.3 tex單紗C為芯紗,賽絡(luò)集聚紗將其包纏起來,形成“芯紗+包纏紗”的特殊結(jié)構(gòu)紗,我們稱之為超柔紗。該超柔紗紗體柔軟蓬松,其捻度較同號(hào)數(shù)常規(guī)紗正常捻度可下降25%~30%[1]。
通過相關(guān)主要工藝部件的設(shè)計(jì)調(diào)整,實(shí)現(xiàn)了“芯紗+包纏紗”的獨(dú)特紗體結(jié)構(gòu),紗體具有柔軟蓬松的手感。超柔紗由于包纏效應(yīng),其毛羽少,紗線強(qiáng)度和伸長(zhǎng)大幅增加。在同樣單強(qiáng)下,單紗捻系數(shù)可下降30%,紡紗速度比傳統(tǒng)環(huán)錠紡速度快,提高了機(jī)器的效率。
細(xì)紗工序采用“超大牽伸,小后區(qū)牽伸,重加壓,小浮游區(qū)”的工藝原則。主要工藝參數(shù):總牽伸68倍,后區(qū)牽伸1.136倍,羅拉隔距18 mm×32 mm,錠速12 500 r/min,前羅拉轉(zhuǎn)速220 r/min,捻系數(shù)250~300,集聚負(fù)壓1 000 Pa~3 000 Pa。車間溫度控制在28℃~30℃,相對(duì)濕度控制在60%~65%。
2.5.2 紡紗關(guān)鍵工藝優(yōu)選
在細(xì)紗機(jī)上,對(duì)JC 14.5 tex超柔紗進(jìn)行多種試紡。首先是捻系數(shù)的選擇,在集聚紡負(fù)壓3 000 Pa的情況下,對(duì)JC 14.5 tex超柔紗用250、270、300三種捻系數(shù)進(jìn)行試紡紗,并與同號(hào)數(shù)傳統(tǒng)環(huán)錠紡機(jī)織用紗(捻系數(shù)360)進(jìn)行質(zhì)量對(duì)比,相關(guān)測(cè)試數(shù)據(jù)見表1。其中,條干CV為10個(gè)管紗的平均值,強(qiáng)力為10個(gè)管紗的均值,且每管紗測(cè)試5次取均值。

表1 同號(hào)數(shù)不同捻系數(shù)紗的質(zhì)量指標(biāo)
從表1測(cè)試數(shù)據(jù)可以看出,當(dāng)紡制超柔紗的捻系數(shù)為250時(shí),即比同號(hào)數(shù)傳統(tǒng)環(huán)錠紡機(jī)織用紗(捻系數(shù)360)捻系數(shù)降低30.5%時(shí),成紗細(xì)節(jié)、粗節(jié)、強(qiáng)力有顯著下降。為兼顧后道織造順利及產(chǎn)品大幅降低捻度以增加紗線柔軟性的需求,綜合考慮,超柔紗捻系數(shù)選擇270較為理想。
超柔紗捻系數(shù)選270,集聚負(fù)壓在1 000 Pa和2 000 Pa進(jìn)行試紡,并與正常生產(chǎn)用的3 000 Pa集聚負(fù)壓的成紗數(shù)據(jù)進(jìn)行比較,相關(guān)測(cè)試數(shù)據(jù)見表2。

表2 不同集聚負(fù)壓時(shí)成紗質(zhì)量指標(biāo)
從表2測(cè)試數(shù)據(jù)可看出,集聚負(fù)壓采用1 000 Pa時(shí),所紡超柔紗的單紗強(qiáng)力及單強(qiáng)CV值明顯惡化,而采用集聚負(fù)壓2 000 Pa時(shí)的成紗質(zhì)量指標(biāo)與采用集聚負(fù)壓3 000 Pa時(shí)的相當(dāng),但是對(duì)比紗的手感,集聚負(fù)壓2 000 Pa時(shí)成紗明顯更加柔軟。因此,在生產(chǎn)JC 14.5 tex超柔紗時(shí),我們選擇2 000 Pa的集聚負(fù)壓。
2.6 絡(luò)筒工序
絡(luò)筒工序關(guān)鍵是清除紗疵,提高產(chǎn)品質(zhì)量。由于JC 14.5 tex超柔紗捻度低,絡(luò)筒時(shí)會(huì)導(dǎo)致毛羽增加,故應(yīng)適當(dāng)降低絡(luò)筒速度和絡(luò)筒張力,保持紗線強(qiáng)力和彈性。絡(luò)筒主要工藝參數(shù):絡(luò)筒速度 800 m/min,棉 結(jié) 3.2,短 粗 DS1.65×LS 1.3 cm,長(zhǎng)粗DL1.2×LL40 cm,細(xì)節(jié)D-15%×30 cm,絡(luò)筒張力14 cN~18 cN。
3 織部工藝及技術(shù)措施
3.1 整經(jīng)工序
采用貝寧格整經(jīng)機(jī)進(jìn)行分批整經(jīng),總經(jīng)根數(shù)15 200根(760根×20軸),整經(jīng)張力3 500 N,張力桿隔距20 cm,張力桿時(shí)間2 s,夾紗器時(shí)間3 s。整經(jīng)速度600 m/min。經(jīng)紗為低捻超柔紗,其強(qiáng)力、抱合力偏小,整經(jīng)張力及整經(jīng)車速偏小掌握為宜,以減少經(jīng)紗毛羽、經(jīng)紗伸長(zhǎng)及彈性損失。
3.2 漿紗工序
該品種為床品面料,要求退漿殘余率低,后道采用生物酶低溫退漿。若用含PVA的漿料配方上漿,則易產(chǎn)生退漿不凈,染色時(shí)易出現(xiàn)邊、中色差。經(jīng)紗為低捻超柔紗,漿紗以增強(qiáng)、保伸、耐磨為主要目的。采用新型高性能環(huán)保漿料JD?L,低上漿率上漿[2]。該漿料退漿性好,退漿廢水易生物降解。漿紗采用“低濃,中黏,高壓,小伸長(zhǎng)”的漿紗工藝原則。低上漿率有利于改善漿紗的柔韌性,漿紗干分絞輕快,漿膜完整度高,再生毛羽少。柔軟滑爽的漿紗能有效減少織造時(shí)的開車橫檔、波紋及緯紗軋斷等織疵,實(shí)現(xiàn)織造的高質(zhì)高效,且易于退漿。
漿料采用75 kgJD?L,供應(yīng)桶含固率7.8%。漿槽溫度(92±3)℃,漿槽黏度 7.5 s;漿紗車速(80±5)m/min;主壓漿壓力 33 k N,漿紗車速80 m/min;退繞張力750 N,干紗分絞張力3 400 N,卷取張力4 800 N,托紗張力3 900 N;上漿率(8±1)%,漿紗回潮率(8±0.5)%,漿紗伸長(zhǎng)率≤1.0%。
3.3 穿經(jīng)工序
筘號(hào)為184齒/10 cm,穿筘幅寬274.4 cm,地組織每筘3入,邊組織每筘4入,地組織穿綜2、3、4、5、6,邊組織穿綜 1、2、1、2,共用 6頁綜。
3.4 織造工序
選擇ZAX?9100型寬幅噴氣織機(jī)。噴氣織機(jī)是采用噴射氣流牽引緯紗穿越梭口的無梭織機(jī),利用空氣作為引緯介質(zhì),以噴射的壓縮氣流對(duì)緯紗產(chǎn)生摩擦牽引力進(jìn)行牽引,將緯紗帶過梭口,通過噴氣產(chǎn)生的射流來達(dá)到引緯目的。若氣流速度過高,對(duì)緯紗的牽引力過大,將造成引緯張力過大,如遇緯紗“弱環(huán)”(強(qiáng)力低、條干差、抱合力弱),則緯紗易被吹斷。
噴氣織機(jī)為提高引緯速度和提高布面質(zhì)量,一般用雙主噴織單色織物,用4個(gè)至8個(gè)主噴織色織品種,當(dāng)一個(gè)噴嘴噴射緯紗時(shí),其他主噴嘴中須保持一定壓力(常噴壓力),以確保其中的緯紗處于伸直狀態(tài),并保證緯紗不從該噴嘴中脫離開。在常噴壓力作用下,靜止時(shí)間長(zhǎng)且緯紗抱合力不強(qiáng)時(shí),緯紗易被吹斷或吹散,織造時(shí)易出現(xiàn)缺緯及上下手感風(fēng)格不一致現(xiàn)象。
緯紗為JC 14.5 tex超柔紗,其特點(diǎn)是捻度低,較同號(hào)數(shù)常規(guī)正常環(huán)錠紡紗捻度低22%,單紗強(qiáng)力偏低,成紗中纖維間抱合力偏低,織機(jī)宜采用低張力引緯織造技術(shù)。通過技術(shù)改造,對(duì)射流形態(tài)和射程加以調(diào)控,加強(qiáng)氣壓控制,實(shí)現(xiàn)了低張力引緯。主噴嘴、輔助噴嘴采用節(jié)能型噴嘴,其增長(zhǎng)型導(dǎo)紗管有助于增加氣流與緯紗的作用長(zhǎng)度,適當(dāng)縮小各輔噴嘴的間距,主噴壓力可降低25%,大大減少噴氣高壓力對(duì)緯紗的損傷。采用梅花形主噴嘴芯,正常生產(chǎn)時(shí)常噴壓力降為零,解決了低捻超柔紗易被常噴壓力吹斷、吹散的難題。
織機(jī)具體工藝參數(shù):車速500 r/min,上機(jī)張力(3 900±300)N;后梁高度80 mm×6格,停經(jīng)架高度40 mm×6格,第1頁至第6頁綜框高度依次為75 mm、73 mm、71 mm、69 mm、67 mm、65 mm;開口臂L位置依次為9 cm、8 cm、8 cm、7 cm、6 cm、5 cm,開口時(shí)間300°;引緯時(shí)間 70°~230°;主噴嘴氣壓0.30 MPa,輔助噴嘴氣壓0.35 MPa;主噴嘴開閉時(shí)間76°~180°;輔助噴嘴采取分組依次供氣,分為6組,每組4個(gè)輔助噴嘴,第1組開閉時(shí)間為 76°~166°,第 2組開閉時(shí)間為 110°~190°,第 3組開閉時(shí)間為130°~220°,第4組開閉時(shí)間為150°~240°,第5組開閉時(shí)間為170°~260°,第6組開閉時(shí)間為 190°~280°。
3.5 后整理工藝
后整理工藝流程:坯檢→縫頭→酶退漿→漂洗→烘干→燒毛→漂洗→預(yù)定形→絲光→染色→烘燥→定形→檢驗(yàn)→打包出廠。
后整理時(shí)采用先退漿后燒毛工藝,以有效提高織物手感;采用纖維素生物酶處理工藝。首先通過堿性果膠酶預(yù)處理,部分清除棉纖維表面上的疏水性雜質(zhì),然后使用酸性纖維素酶進(jìn)行最終處理,使纖維素的水解作用加強(qiáng),以更好地去除疏水性雜質(zhì)。
4 面料柔軟性能檢測(cè)
用戶對(duì)面料的柔軟性進(jìn)行了測(cè)試,按企業(yè)標(biāo)準(zhǔn)Q/320691 KDA 56—2018《機(jī)織柔軟面料配套床上用品》進(jìn)行檢測(cè)。該企業(yè)標(biāo)準(zhǔn)對(duì)織物柔軟度值劃分為一星級(jí)至七星級(jí),七星級(jí)為最高級(jí),其柔軟度值要求≥86。本文開發(fā)的面料經(jīng)20次洗滌后,檢測(cè)其柔軟度值達(dá)87.65。
5 結(jié)語
超柔紗與傳統(tǒng)環(huán)錠紗相比,紗線質(zhì)量明顯得到改善。通過設(shè)備改造,超柔紡單紗捻系數(shù)可大幅下降,速度比傳統(tǒng)環(huán)錠紡速度快,提高了機(jī)器的效率。特殊的紡紗技術(shù)實(shí)現(xiàn)了“芯紗+包纏紗”的獨(dú)特紗體結(jié)構(gòu),紗體具有柔軟蓬松的手感;最終產(chǎn)品不用柔軟劑處理就可以直接用作柔軟、舒適度要求較高的床品面料,既衛(wèi)生又環(huán)保。因此,超柔紗對(duì)提高產(chǎn)品品質(zhì)、降低成本、推動(dòng)紡織行業(yè)發(fā)展、減少環(huán)境污染、倡導(dǎo)紡織品的衛(wèi)生健康消費(fèi)意識(shí)等方面具有較大的參考意義。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
