21 000 TEU超大型集裝箱船綁扎橋運輸及安裝工藝
2020-01-01 05:25:10王能揚麥松彥
造船技術 2019年6期
王能揚, 鄭 豐, 袁 博, 麥松彥
(1.中船華海船用設備有限公司, 上海200093; 2.上海海事大學 海洋工程技術研究中心, 上海201306)
0 引 言
綁扎橋是集裝箱船制造過程中最后與船體拼裝的大型鐵舾件,其制造場地往往與船體建造場地不在一處,故在完成片體總段制造后,需將其從施工場地運輸至碼頭,再通過海上運輸至造船廠,最后在船塢內與集裝箱船船體進行搭載。綁扎橋在運輸和整體吊裝過程中,主要在總段陸上運輸、總段海上運輸和總段吊裝等3個作業環節上需要控制變形,在各個環節上都需要設計專用的胎架、連接固定方案和運輸方案,以保證綁扎橋在運輸和整體吊裝過程中的變形在可控的范圍內。因此,對綁扎橋的運輸及安裝工藝的分析和研究一方面能夠保證綁扎橋的順利搭載,為整船的成功交驗打下基礎,另一方面也會提升相關船企在超大型集裝箱船領域快速建造的能力。
1 超大型集裝箱船綁扎橋結構
21 000 TEU超大型集裝箱船綁扎橋的結構主要由3面剪力墻、16根長立柱、16根短柱和5層平臺組成,寬度為58 565 mm,人行道板的寬度為750 mm,5層平臺的高度分別為(基于艙口頂部)850 mm、3 864 mm、6 830 mm、9 760 mm、12 671 mm。為了更清晰地表述工藝設計方案,選取綁扎橋的24個縱截面(沿船長方向),截面設置在每根立柱的中線面上,編號如圖1所示。

圖1 21 000 TEU綁扎橋結構
2 綁扎橋總段陸上運輸
綁扎橋總段在總組胎架上完成定位和綁扎后,需要通過平板車從總裝場地運輸到碼頭等待裝船。陸上運輸過程需要設計專用運輸托架,將綁扎橋連同總裝胎架一同放置在運輸托架上。
2.1 綁扎橋總段陸上運輸托架設計
運輸托架[1]主要由工字鋼焊接制成。考慮到托架尺寸較大,國標型鋼中難以找到相應合適的工字鋼型號,因此綁扎橋制造廠家可以用普通船用鋼板切割、焊接成相應尺寸的工字鋼,節省制造成本。
運輸托架的結構設計如圖2所示。托架四周的邊框選用455 mm×600 mm×7 mm的工字鋼1(面板寬度為455 mm,上下面板外側之間高度為600 mm,板厚為7 mm),沿綁扎橋左右舷寬度方向的工字鋼也選用455 mm×600 mm×7 mm的工字鋼,沿船長方向的工字鋼選用455 mm×500 mm×7 mm的工字鋼2,兩根工字鋼之間采用焊接連接,再在交叉處的腹板兩側焊接三角板,三角板的板厚為7 mm。制作針對典型綁扎橋的運輸托架共計消耗455 mm×600 mm×7 mm的工字鋼373.12 m,455 mm×500 mm×7 mm的工字鋼81.36 m,三角板若干。

圖2 綁扎橋總段運輸托架結構
2.2 綁扎橋在運輸托架上的固定方案
3片綁扎橋總段連同總裝胎架在運輸托架上定位并放置完畢后,考慮到后續平板車運輸過程的穩定性,對綁扎橋總段以及胎架與托架之間進行連接固定[2]。圖3是3片綁扎橋在運輸托架上的固定方案示例:首先調整綁扎橋之間以及綁扎橋與總裝胎架之間的連接,將中間位置的綁扎橋其3、5、9截面的左右兩側用鋼絲繩與總裝胎架系緊;其次,將中間位置的綁扎橋其3、5、9截面分別與左右位置的綁扎橋通過連接桿連接;最后,將總裝胎架與運輸托架之間滿焊固定,完成綁扎橋在運輸過程中的固定。

圖3 綁扎橋在運輸托架上的固定方案示例
2.3 運輸托架塢墩及動力頭布置方案
考慮到運輸托架在建造場地的放置以及平板車的通行、運輸需要,在運輸托架下的相應位置設置多點塢墩[3](或稱擱墩)。塢墩的作用是將運輸托架整體抬高一定高度,使其脫離地面:一方面,有利于調整地面不平對托架擺放的影響,通過調整各個位置上的塢墩高度,保證運輸托架整體保持水平,且各個塢墩承載均勻;另一方面,將運輸托架整體抬高,可方便平板車(也稱動力頭)駛入運輸托架底部,當動力頭到達指定位置后,升起運輸甲板,使塢墩脫離地面一定高度,并保證運輸過程中塢墩不會因地面高低起伏而發生碰撞。
圖4是運輸托架塢墩及動力頭的布置方案。在托架的左右兩側相應位置各設置4個塢墩,在托架的中心線上也對應設置4個塢墩,若堆放場地地面水平,則每個塢墩的高度約1.8 m。單片綁扎橋總段質量約90 t,運輸胎架和總裝胎架總重不超過20 t,則平板車的運輸質量約300 t[4]。考慮到單臺平板車的安全承載能力為100 t,因此選擇4臺動力頭并行運輸,其中2臺為長8.4 m的動力頭、2臺為長5.6 m的動力頭,首尾2臺動力頭之間采用硬連接。

圖4 運輸托架塢墩及動力頭布置示例
2.4 綁扎橋總段吊裝
綁扎橋總段通過平板車運輸到裝船碼頭后,逐片松開綁扎橋之間的連接桿和鋼絲繩,再切割掉其底部與總裝胎架之間的連接,即可開始起吊綁扎橋。但是,在松開固定之前,必須先完成吊車與綁扎橋之間的連接,即先在頂部完成吊裝前的準備工作,才能松開原有固定。
吊裝綁扎橋總段時,需在吊裝前在綁扎橋的對應位置上安裝總段吊裝用的臨時吊耳,安裝可以在零件制作階段進行,也可以在分段裝配階段進行,優點是在整體進涂裝前先完成吊耳焊接,減少對油漆的破壞。
總段吊裝用的吊耳布置如圖5所示,吊裝過程中用到Z-10 t吊耳8只、Z-15 t吊耳8只。吊耳眼孔中心要求在同一高度保持水平,總段吊裝還需使用2根12 m長的吊排配合吊裝,根據制造和運輸場地的起吊能力制訂起吊方案。
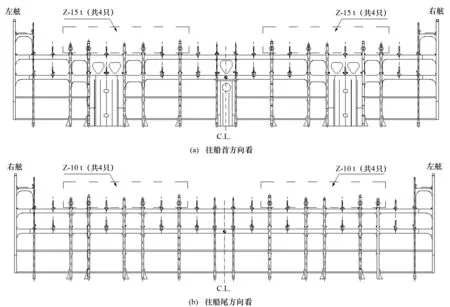
圖5 綁扎橋總裝吊耳布置
3 綁扎橋總段海上運輸
3.1 綁扎橋總段裝船及海運方案
考慮到運輸成本和運輸周期,一次綁扎橋的海上運輸一般會同時運送多片綁扎橋,因此綁扎橋海上運輸一般會選擇甲板空間開闊的大件運輸船。結合該21 000 TEU超大型集裝箱船綁扎橋總段橫向跨度超過58 m、單片底部與甲板的接觸面積約為0.723 m2、質量約為90 t的結構特點,選用甲板寬度超過65 m、甲板設計載荷超過137 t(選用1.1倍的安全余量)的大件運輸船來完成綁扎橋總段的海上運輸任務[5]。
考慮到運輸船的承載能力,采用一次平行運輸9片綁扎橋總段的海上運輸方式。綁扎橋在運輸船甲板上的布置如圖6所示,其中布置方向為綁扎橋艏部面向運輸船左舷,左舷朝向船首。對照圖6,綁扎橋總段的裝船順序為A→B→C→D→E→F→G→H→I,卸船順序與裝船順序逆序,即I→H→G→F→E→D→C→B→A。A片綁扎橋首先裝船并用鋼絲繩拉緊固定,然后再依照上述順序逐片吊裝上船。裝船時較高的綁扎橋放在中間,較低的綁扎橋放在兩側,且在A片綁扎橋兩側對稱布置。

圖6 綁扎橋在運輸船甲板上的布置示例
3.2 海上運輸綁扎固定方案
在海上運輸綁扎橋總段過程中,考慮到卸船時的便捷性以及減少對運輸船甲板的破壞,綁扎橋底部與運輸船甲板的連接處不允許使用焊接固定。因此,主要通過上部綁扎和下部限位兩個方式實現綁扎橋在海上運輸過程中的固定[6]。
A片綁扎橋首先裝船并用鋼絲繩系緊固定,其他綁扎橋依次裝船后再用連接桿相互固定,如圖7所示。連接桿首先安裝在較高的一側,落點放在結構較強的位置。一共需要連接桿80套,鋼絲繩約7.2 m。

圖7 綁扎橋海上運輸綁扎連接示例
連接桿的作用是將9片綁扎橋總段連接成一個整體,使其不易于傾覆,但是在海上運輸過程中,仍有可能發生綁扎橋整體在甲板上平移的危險,因此還需要在運輸船甲板上設置滑移限位裝置。
運輸船甲板水平方向上的限位裝置分成兩種:一種用槽鋼制成,用作限定綁扎橋立柱沿運輸船船長和船寬方向的位移;另一種是特制的組合肘板,布置在綁扎橋左右舷側立柱與甲板接觸的對應位置,用作限制綁扎橋沿運輸船船寬方向的位移。限位工裝的布置如圖8所示,限位工裝與運輸船甲板之間焊接,焊接長度一般為立柱左右各500 mm,焊腳統一為6 mm,但工裝與綁扎橋之間不焊接。

圖8 綁扎橋海運限位工裝布置
在運輸船甲板上設置限位型鋼,共使用20b號槽鋼112.11 m、組合肘板72套。限位工裝布置及制作細節如圖9所示。

圖9 綁扎橋海運限位工裝詳圖
4 總段搭載
綁扎橋總段通過海上運輸到達卸船碼頭時,吊車直接將綁扎橋搭載到靠泊于碼頭或在船塢內的目標集裝箱船上[7]。吊車與綁扎橋總段之間利用裝船時使用的總段吊裝用吊耳,通過2個12 m長的吊排(見圖10),將鋼絲繩連接到吊車和綁扎橋結構上。

圖10 綁扎橋搭載現場
一般來說,船體分段在吊裝時,若局部結構變形較大,往往會采取臨時加強的方法減小結構變形。綁扎橋屬于剛度較弱的桁架式結構,在搭載方案設計前期,必須通過計算機輔助軟件估算其變形量來確定是否需要在結構上焊接臨時補強件。針對綁扎橋在吊裝過程中的工況,并結合有限元軟件ANSYS,對搭載過程進行分析。
在總段搭載過程中,綁扎橋在自身重力作用下產生形變。從分析結果看,由于綁扎橋橫向跨度大、結構較弱,在沒有吊點固定的舷側部分位移相對較大。形變所產生的結構位移可以分解為x、y、z等3個方向的軸向位移,在搭載時,當綁扎橋底部接觸到船體時,z向的位移會被抵消,所以此時精度控制主要考慮x、y向的位移。
在施工現場,綁扎橋通過艙口圍頂板上的安裝位置線和定位安裝點進行寬度和前后方向的搭載定位。在開始第2片綁扎橋安裝之前,需要對兩片綁扎橋之間的間距進行測量,滿足間距精度要求后才能開始焊接,定位焊接結束后才可松鉤。通常使用全站儀測量綁扎橋第4層平臺水平基準線上的反射片保障綁扎橋的垂直度和前后間距,要求前后定位偏差和左右定位偏差小于±2 mm、極限情況不能超過±3 mm,水平度小于±3 mm、極限情況不超過±5 mm,前后綁扎橋間距偏差小于±5 mm、極限情況不超過±8 mm。如圖11和圖12所示,x向與y向的最大位移約為6 mm,滿足綁扎橋間距的精度要求。

圖11 綁扎橋吊裝過程中x向形變量

圖12 綁扎橋吊裝過程中y向形變量
5 結 論
隨著市場需求的不斷擴大,國內已有越來越多的船廠具備了超大型箱船的建造能力,本文對綁扎橋的陸上及海上運輸、總段搭載進行了流程化的分析及研究,旨在為相關企業的生產部門提供一定的參考,以此提高超大型箱船的建造質量和效率,并降低運輸、安裝過程中的成本,達到提升經濟效益的目的。該運輸及搭載工藝已在某船廠制造的21 000 TEU超大型集裝箱船上得以驗證,得到船舶所有人及船級社的認可,印證了工藝方案的可行性和合理性。
