YB47 型包裝機商標紙第二傳送輥拆卸工裝的研制
2019-12-28 03:30:44張成鵬秦學軍
煙草科技 2019年12期
關鍵詞:支架
張成鵬,張 杰,秦學軍
山東中煙工業有限責任公司濟南卷煙廠,濟南市高新區科航路2006 號 250104
ZB47型硬盒硬條包裝機組是我國引進技術自行制造的國產高速包裝設備,包裝速度550 包/min[1-3]。設備的主機YB47 型包裝機商標紙供給原理與國內其他超高速包裝機組類似[4-5],均采用商標紙連續運動方式[6],通過3 個連續轉動的傳送輥,利用吸孔將商標紙吸附在輥體表面進行傳送,與中速包裝設備僅在紙庫中吸附商標紙方式相比較[7-8],更能滿足機組高速運轉的要求。但由于第二傳送輥質量較大,在設備維修和保養時依靠人力拆卸搬移困難,甚至出現因人手抓持不牢滑脫摔落的現象,造成第二傳送輥受損且存在安全隱患。目前針對包裝機組的研究大多集中在商標紙對設備運行影響等方面[9-10],對于包裝機組零部件及拆裝工具涉及較少。其中,胡國勝等[11]采用弧面分度凸輪機構代替槽輪機構,減少了YB47 型硬盒包裝機包裝輪間歇運動對機器造成的沖擊;張成鵬等[12]對YB47 型包裝機商標紙導向滾壓裝置進行了改進,解決了因潤滑油滲漏影響產品質量、增大維修勞動強度等問題;蔣卓芳等[13]研制了一種TOPSPIN切絲機進刀電機拆卸工具,避免對精密零件造成損傷;吳傳緒等[14]設計了一種GD 包裝機組彈性聯軸器專用拆卸工具,縮短了維修時間。但對于YB47 型包裝機商標紙第二傳送輥拆卸技術的研究則鮮見報道。為此,研制了一種YB47 型包裝機商標紙第二傳送輥拆卸工裝,并利用SolidWorks機械設計軟件進行仿真測試,以期提高第二傳送輥的拆卸效率,降低維修保養勞動強度。
1 問題分析
1.1 工作原理
YB47 型包裝機商標紙第二傳送輥主要由同步帶輪(1)、傳動軸(2)、第二傳送輥(5)、相位盤(7)等部件組成,見圖1。同步帶輪(1)由同步帶組件得到轉動動力后,將動力傳遞給傳動軸(2),傳動軸(2)通過螺釘(6)將第二傳送輥(5)與相位盤(7)固定在一起,帶動第二傳送輥旋轉,此時商標紙被吸附在第二傳送輥(5)外圓周表面上。吸風管(12)、圓盤閥(4)、第二傳送輥(5)的吸風腔(9)和圓周面上分布的吸孔構成真空管路,第二傳送輥(5)內端摩擦環與圓盤閥(4)的閥環工作面貼合,保證吸風腔(9)與圓盤閥的吸風室(13)相通,再經過吸風管(12)與設備真空系統相連。
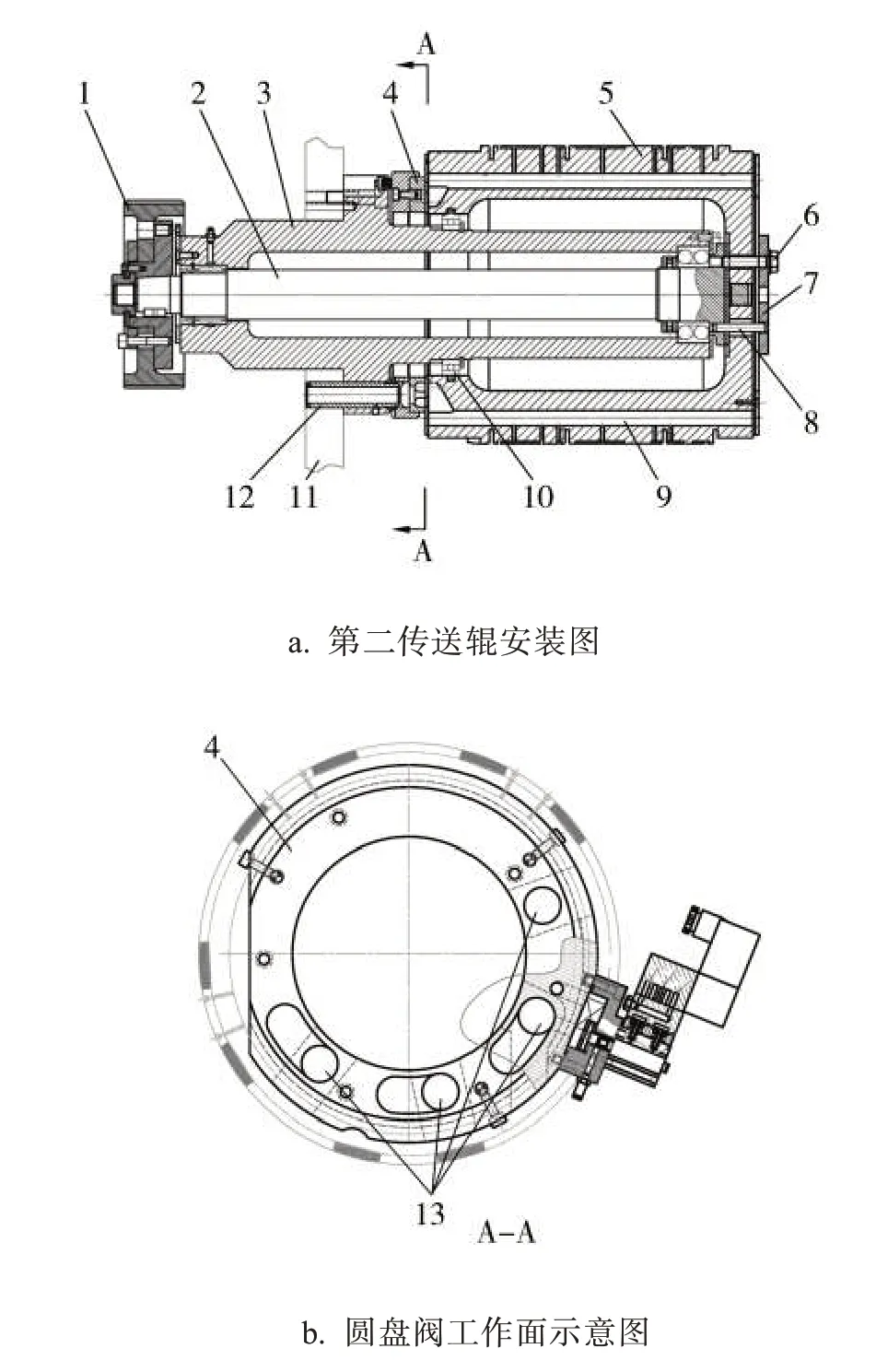
圖1 商標紙第二傳送輥結構示意圖Fig.1 Schematic diagram of structure of the second label transfer drum
第二傳送輥(5)設計有5 個工位,即外圓周表面均布有5 個凸起的定位模型,工作時商標紙被吸附在模型上,而圓盤閥(4)有4 個吸風室(13),當第二傳送輥(5)轉動時吸風室依次控制各個定位模型的吸孔完成商標紙的輸送。當第二傳送輥(5)需要拆卸時,松脫螺釘(6),將第二傳送輥(5)向右平移,使其內端安裝孔與軸承(10)脫離,相位盤(7)與定位銷(8)脫離,持續平移至脫離法蘭座(3),將第二傳送輥(5)取下露出圓盤閥(4),即可對圓盤閥(4)和第二傳送輥(5)進行維修或保養。
1.2 存在問題
由于第二傳送輥表面分布有160 個吸孔,空氣中的灰塵和商標紙上的粉塵會通過吸孔進入第二傳送輥的吸風腔,并逐漸吸附在吸孔和吸風腔側壁上;圓盤閥的4 個吸風室內壁也會因灰塵吸附造成堵塞,使吸風腔和吸風室有效截面積減小,吸風流量降低,導致商標紙吸取不牢,進而使商標紙在輸送過程中歪斜造成設備停機,影響生產效率和產品質量。因此,在生產中需要定期對商標紙第二傳送輥進行清潔和保養。若采用壓縮空氣對第二傳送輥的內腔吸風管路進行清潔,則會造成灰塵在吸風室和管路轉角處堆積,不利于管路暢通。因此需要將第二傳送輥從機器上拆下進行清潔,或者對磨損的軸承、圓盤閥閥環等部件進行更換維修。此外,第二傳送輥是一個圓柱形金屬整體輥輪,直徑275 mm,高度310 mm,整體質量達25.5 kg,其內端安裝孔與法蘭座上的軸承配合緊密,且由于該設備未配備拆卸工具,僅靠人力拆卸搬運,操作不便,費時費力,在拆卸過程中由于徑向晃動還容易造成安裝孔和軸承損傷,或因操作不當存在人身安全隱患。
2 系統設計
根據第二傳送輥的結構特點設計了一種傳送輥拆卸工裝。該裝置主要由工裝推車、固定架組套、轉動架組套、螺桿組套等部分組成,見圖2a。在拆卸過程中,通過移動工裝推車,使傳送輥平穩地從機器上平移拆下,并可旋轉90°使傳送輥成豎直狀態后放置在地面上,見圖2b。整個拆卸過程平穩可靠,可避免第二傳送輥及其他零件與地面之間發生撞擊,安全省力。
2.1 工裝推車
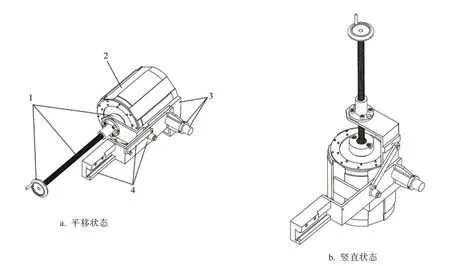
圖2 第二傳送輥拆卸工裝結構示意圖Fig.2 Schematic diagram of structure of special fixture for removing the second transfer drum
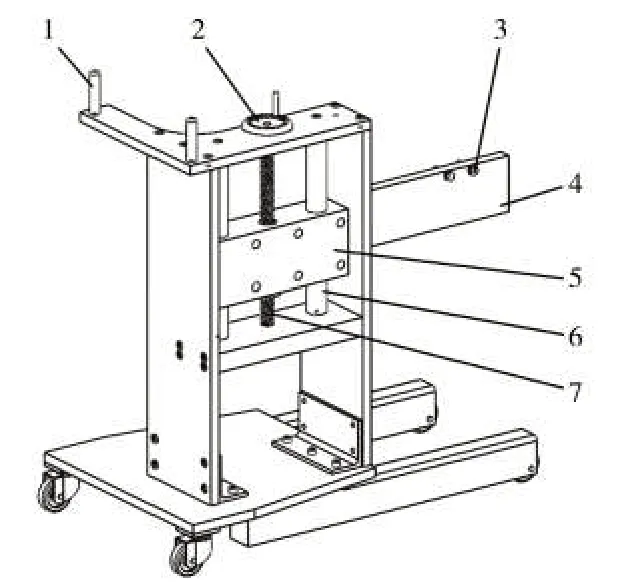
圖3 工裝推車結構示意圖Fig.3 Schematic diagram of structure of fixture cart
選用GDX6 包裝機組隨機保養用工裝推車(工裝號37BV0M26),主要由支臂(4)、升降座(5)、導軸(6)、螺桿(7)等組成,見圖3。工裝推車由人力移動,質量為133 kg。升降座(5)的孔內有螺紋套,轉動手輪(2)可使螺桿(7)旋轉,進而使升降座沿導軸(6)移動。支臂(4)安裝在升降座(5)上,可隨升降座(5)一起移動,達到調節位置高低的作用。螺釘(3)用于固定與支臂(4)連接的部件。
2.2 轉動架組套
轉動架組套主要由螺母(1)、支架板(2)、定位擋圈(4)、轉軸(6)等組成,在拆卸時起到支撐第二傳送輥的作用,見圖4。支架板(2)選用厚度為10 mm 的冷軋鋼板[15],其前端設計為彎板并與支架板(2)焊接成一體,用于支撐傳送輥內端外緣。為保證第二傳送輥拆卸穩定,螺母(1)通過螺釘(7)固定在支架板(2)的后端。因矩形螺紋傳動效率高,適用于傳力螺旋和傳動螺旋[15],因此螺母的螺紋采用單線矩形螺紋,螺距為5 mm,直徑為25 mm。轉軸(6)固定在支架板(2)上,其穿過固定架組套上的套管后,定位擋圈(4)通過緊定螺釘(3)和(5)固定在轉軸上,避免轉動架組套發生偏移。支架板(2)側面還增加一個直徑8.5 mm 的孔,用于工裝在水平和豎直方向上定位。
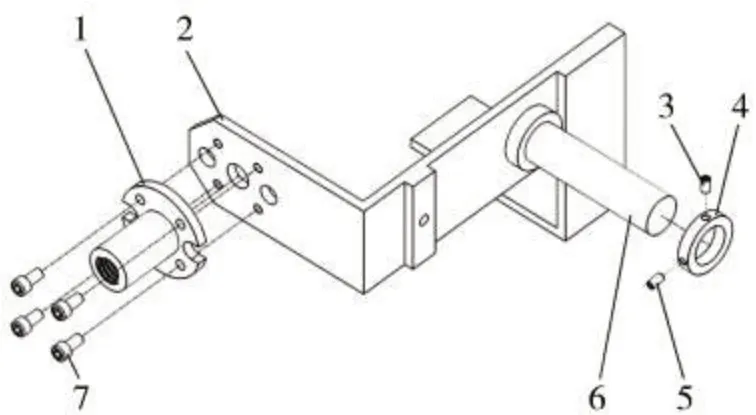
圖4 轉動架組套結構示意圖Fig.4 Schematic diagram of structure of rotating frame set
2.3 固定架組套
固定架組套主要由連接座(1)、支架板(2)、套管(4)、定位螺釘(5、7)、支撐桿(8)等組成,主要起連接和支撐作用,見圖5。支架板(2)選用厚度為10 mm 的冷軋鋼板,連接座(1)的凹槽與工裝推車支臂相配合,側面加工2 個直徑為8.5 mm 的孔對應圖3 中工裝推車支臂上的螺釘進行固定,避免固定架組套在支臂上發生位移。支架板(2)的后端面與連接座(1)通過3 個M8 螺釘(3)固定連接,在連接面上安裝有2 個直徑為6 mm 的定位銷,以保證零件連接的穩定性,另一端套管(4)與活動架組套的轉軸連接。圓座(9)焊接在支架板(2)側面,中心加工M10 螺孔,與定位螺釘(5)連接,用于定位組合后的轉動架組套。為使轉動架組套在豎直狀態時保持穩定,采用M8 軸肩螺釘(6)將支撐桿(8)的一端固定在支架板(2)的側面,支撐桿(8)可以繞軸肩螺釘轉動;另一端通過定位螺釘(7)支撐在支架板(2)側面的孔內,使支撐桿(8)緊貼在支架板(2)側壁上。當轉動架組套旋轉至豎直狀態時,先將定位螺釘(7)旋出,待支撐桿(8)旋轉到位后再旋入轉動架組套的定位孔內,使轉動架組套定位在豎直狀態中。
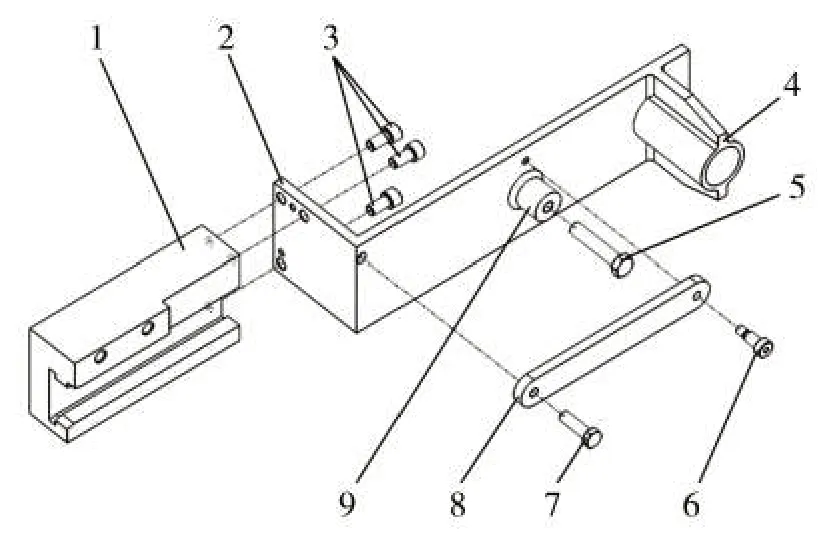
圖5 固定架組套結構示意圖Fig.5 Schematic diagram of structure of bracket set
2.4 螺桿組套
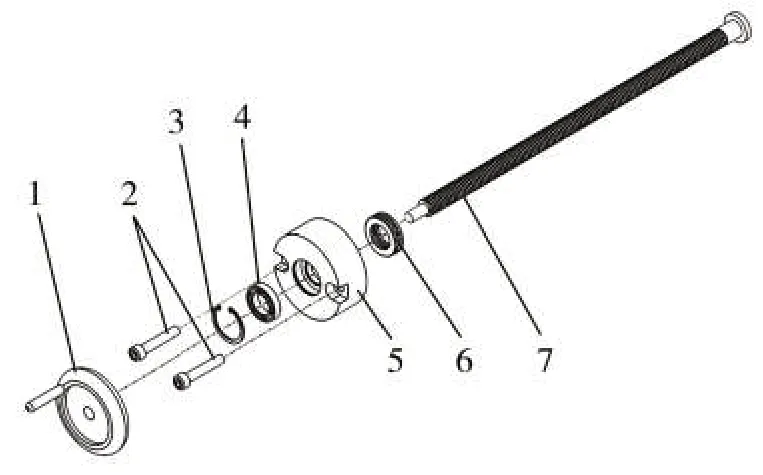
圖6 螺桿組套結構示意圖Fig.6 Schematic diagram of structure of screw set
螺桿組套主要由手輪(1)、軸承(4、6)、軸承座(5)、螺桿(7)等組成,其作用是固定第二傳送輥,并在豎直狀態時通過旋轉螺桿將第二傳送輥放至地面,見圖6。根據第二傳送輥外端結構設計軸承座(5),其前端通過彈性擋圈(3)將向心軸承(4)安裝在沉孔內,后端選用推力軸承(6)安裝在沉孔內承受螺桿的軸向載荷[15]。螺桿(7)穿入軸承孔內,螺桿的螺紋與轉動架上的螺母螺紋相同,均采用單線矩形螺紋,螺距為5 mm,直徑為25 mm,后端的軸臺用于與推力軸承(6)配合,前端安裝手輪(1),軸承座(5)通過2 個M10 內六角螺釘(2)固定在第二傳送輥外端的螺孔內,使螺桿組套與第二傳送輥連接。根據第二傳送輥距地面的高度,使用SolidWorks 設計軟件進行評估,得到轉動架組套在豎直狀態時第二傳送輥底端距地面的高度,進而確定螺桿長度為615 mm。工作時轉動手輪(1),通過螺桿和螺母的螺旋傳動將第二傳送輥放置在地面上,最后取出螺釘(2),工裝與第二傳送輥分離。
2.5 仿真測試
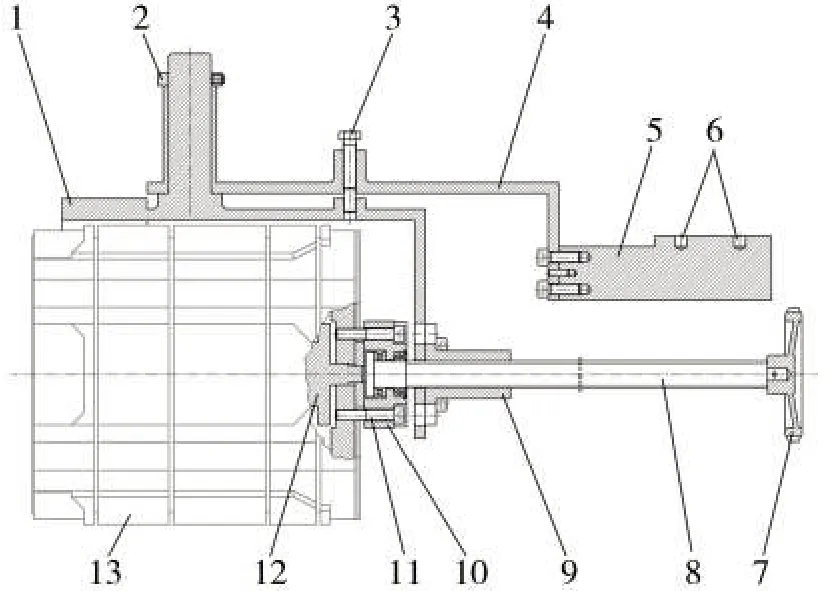
圖7 第二傳送輥拆卸示意圖Fig.7 Schematic diagram of removing the second transfer drum
運用SolidWorks 設計軟件將轉動架組套(1)、固定架組套(4)、螺桿組套裝配在一起進行機械仿真,見圖7。操作步驟為:①將轉動架組套(1)的轉軸穿入固定架組套(4)的套管內,用定位擋圈(2)進行定位,定位螺釘(3)將轉動架組套固定在水平狀態;再將螺桿組套的螺桿(8)旋入螺母(9)內,安裝手輪(7),連接座(5)通過定位孔(6)與工裝推車支臂連接;完成組裝后移動工裝推車,調節工裝推車支臂的高低位置,使螺桿(8)的中心線與第二傳送輥(13)的中心線對齊,再將工裝向第二傳送輥(13)方向移動,直至軸承座(10)貼緊第二傳送輥(13)的外端相位盤;螺釘(11)選用圓柱頭內六角螺釘,將其穿過轉動架組套和軸承座的孔后旋入第二傳送輥(13)外端面預置的2 個M10 螺孔內,進而將軸承座固定在第二傳送輥相位盤端面上,此時轉動架組套前端彎板位于第二傳送輥下方外圓周表面,起到支撐作用,至此工裝將第二傳送輥固定。②向外拉動工裝推車,工裝帶動第二傳送輥移動,與傳動軸(12)脫離,第二傳送輥(13)從機器上拆下;再將定位螺釘(3)退出轉動組套上的定位孔,轉動架組套旋轉90°后用固定架組套中的支撐桿(圖6)進行定位,第二傳送輥(13)由水平狀態轉為豎直狀態,轉動手輪(7)通過螺桿和螺母的螺旋傳動將第二傳送輥(13)放至地面,松脫并取下2 個螺釘(11),工裝與第二傳送輥(13)分離。③保養或維修結束后,按相反步驟利用工裝將第二傳送輥(13)安裝至機器原位,完成拆卸和安裝功能。
3 應用效果
3.1 試驗設計
設備:YB47 型包裝機商標紙第二傳送輥拆卸工裝1 套(由濟南恒川機械有限公司加工),2 臺YB47 型包裝機(上海煙草機械有限責任公司)。
方法:2 名操作熟練的維修工A 和B,在2 臺包裝機上分別采用人工和工裝兩種方式將商標紙第二傳送輥拆下后,再反向安裝恢復原位,統計拆卸時間,取平均值。
3.2 數據分析
由表1 可見,人工拆卸第二傳送輥平均用時22.7 min,采用工裝拆卸僅需13.7 min,可減少時間9 min,提高工作效率約40%。
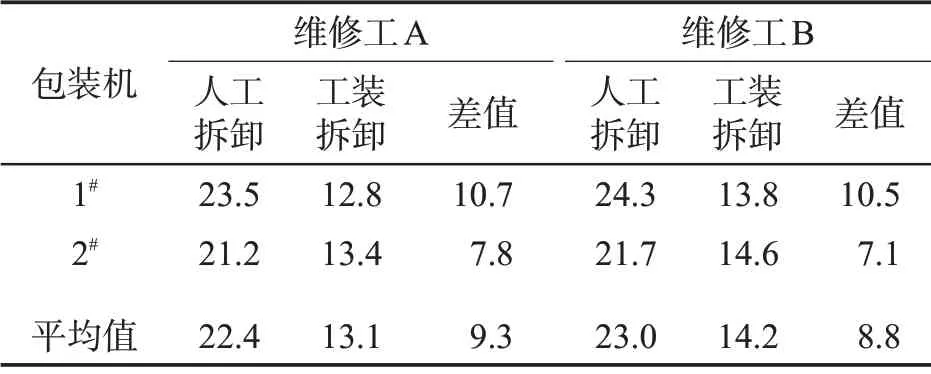
表1 YB47 型包裝機商標紙第二傳送輥拆卸時間Tab.1 Time needed for removing the second label transfer drum from YB47 packer (min)
4 結論
研制了一種YB47 型包裝機商標紙第二傳送輥拆卸工裝,通過移動式旋轉支架固定第二傳送輥,使其能夠平穩地從設備上平移拆下,并轉動90°后放置到地面上,從而解決了第二傳送輥拆卸困難等問題,同時利用SolidWorks 機械設計軟件進行仿真測試。以YB47 型包裝機為對象,采用人工和工裝兩種方式對商標紙第二傳送輥進行拆卸測試,結果表明:采用工裝拆卸第二傳送輥比人工拆卸減少時間9 min,工作效率提高40%,有效降低了維修工勞動強度,避免了拆卸過程中對零部件和人身造成損傷。該工裝可以在與YB47 型包裝機結構相同的其他包裝設備上推廣應用。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
海洋信息技術與應用(2020年3期)2020-08-24 07:25:10
中國臨床醫學影像雜志(2019年5期)2019-08-27 02:48:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:14
中國繼續醫學教育(2015年6期)2016-01-07 07:38:49
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
