連續型貝葉斯網絡在制絲工藝過程穩態優化中的應用
2019-12-28 03:30:42文里梁陳愛明何邦華溫亞東曾仲大
煙草科技 2019年12期
周 冰,唐 軍*,文里梁,侯 巖,陳愛明,何邦華,溫亞東,曾仲大
1. 云南中煙工業有限責任公司,昆明市五華區紅錦路181 號 650231
2. 大連達碩信息技術有限公司,遼寧省大連市高新園區禮賢街32 號 116023
制絲工藝參數對于煙絲耐加工性、填充值以及苯酚、羥基化合物等指標均有顯著影響[1-3],制絲工藝過程的穩定有助于保證卷煙產品質量[4]。但由于受設備狀態、來料質量、生產環境等因素的影響[5],在生產過程中需要進行制絲工藝過程穩態優化,通常分為制絲設備優化和工藝參數優化兩大類。其中,制絲設備優化主要通過維護或調整設備狀態,實現工藝參數穩定。例如,陳勇等[6]通過優化烘絲機排冷凝水管路,提高了筒壁溫度SD 值合格率;普紹清等[7]采用管塔相結合的干燥方式優化烘絲過程。工藝參數優化主要采用數據分析等方法考察可調參數對關鍵參數的影響,制定調節策略,保證關鍵參數的穩定性。例如,董高峰等[8]采用BP 神經網絡模型研究了煙梗最佳工藝參數組合方案,提高了梗絲質量及其適配性;劉炳軍等[9]采用回歸分析法研究了烘絲工序工藝參數間相關性,提高了批次間穩定性;陸琨等[10]采用多元線性回歸算法等技術分析了烘絲機影響因素及其排序,減少了產品質量波動;鐘文焱等[11]采用多元回歸分析等方法研究了松散回潮機加水比例調整方案,提高了烘絲機入口含水率穩定性。但上述研究或分析中,制絲設備優化方法僅考慮了設備因素對工藝參數的影響,工藝參數優化方法則忽略了可調參數對其他關鍵參數的影響,兩種方法均未整體考慮多因素對關鍵參數的影響,因此仍難以保證工藝參數和卷煙質量的穩定性。為此,基于貝葉斯網絡分析方法,構建了以工藝參數為節點、影響關系為路徑、影響大小為路徑參數的網絡模型,并采用昆明卷煙廠制絲線MES 數據對模型進行驗證,通過分析可調參數與關鍵參數的關系,以期為實現制絲工藝過程整體穩態優化提供支持。
1 網絡模型構建
1.1 問題分析
制絲生產中因受設備老化、來料質量波動和生產環境變化等因素影響,會導致制絲工藝過程經常發生變化。為保證卷煙質量穩定性,需要動態維護制絲生產最優工況與關鍵工藝參數的穩定性。制絲工藝過程穩態優化數學模型可表述為:

由于影響制絲工藝參數穩定性的因素較多,且各參數間相互影響,采用式(1)無法直觀體現工藝參數間的復雜關系。為此,在式(1)基礎上,采用連續型貝葉斯網絡方法構建了制絲工藝過程網絡模型,用于描述參數間的影響關系。改進后制絲工藝過程穩態優化數學模型為:

式中:G 為工業過程優化目標及其影響因素xi(i=1,2,…,m)所構建的有向無環圖;V 為網絡節點集合,即制絲工藝參數及其他影響因素;E 為有向圖邊權重表,表示可調參數或其他影響因素,與關鍵參數間是否存在顯著影響以及影響規則。
1.2 構建流程
構建網絡模型的關鍵是確定節點、邊和邊權重三要素。基于所采集的制絲工藝過程數據,利用機器學習分析方法,梳理網絡節點集合,明確節點間的連接關系,計算連接的邊權重。因此,網絡模型構建可分為四大步驟,流程見圖1。
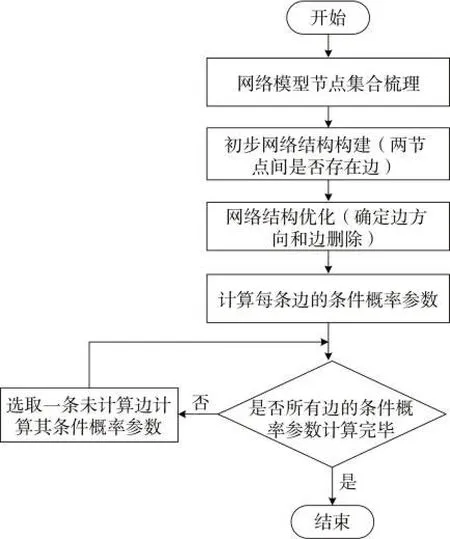
圖1 制絲工藝過程連續型貝葉斯網絡模型構建流程圖Fig.1 Flowchart of establishment of continuous Bayesian network
第一步:網絡節點集合構建。基于網絡模型分析目標和制絲生產經驗,綜合考慮數據的相關性,確定工藝參數和其他影響因素作為網絡模型節點集合,且網絡模型節點與工藝參數和其他影響因素相對應。
第二步:初步構建網絡結構。確定網絡節點集合后,采集網絡節點數據,計算兩節點間距離矩陣的協方差,用于描述兩參數間的相似度,根據設定的置信度水平(5%)確定節點間的邊(連接關系),實現網絡模型的初步構建。兩節點間距離矩陣協方差計算公式為:

第三步:優化網絡結構。初步網絡中的邊集合僅考慮了兩節點間的關系,邊方向不明確且存在冗余邊,不利于表達可調參數與關鍵參數間的整體關系。為此,采用最大最小爬山法[12]進行網絡優化。迭代過程中網絡結構評分公式為:
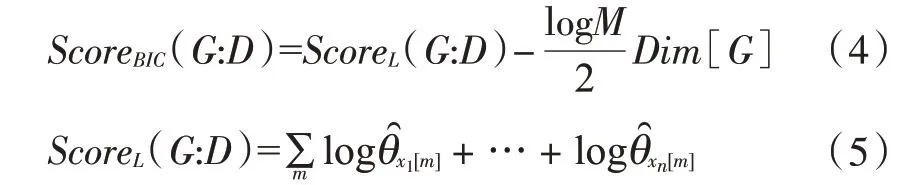
式中:ScoreBIC為網絡模型的貝葉斯信息量(Bayesian Information Criterion,BIC),用于網絡模型評價;ScoreL為包含網絡邊方向的信息,網絡模型邊方向不同,其評分值也不同Dim[G]為網絡結構復雜度懲罰值,用于簡化網絡間復雜度。
第四步:貝葉斯網絡學習。針對網絡中的每條邊,采用最大似然估計法[1]計算網絡參數:
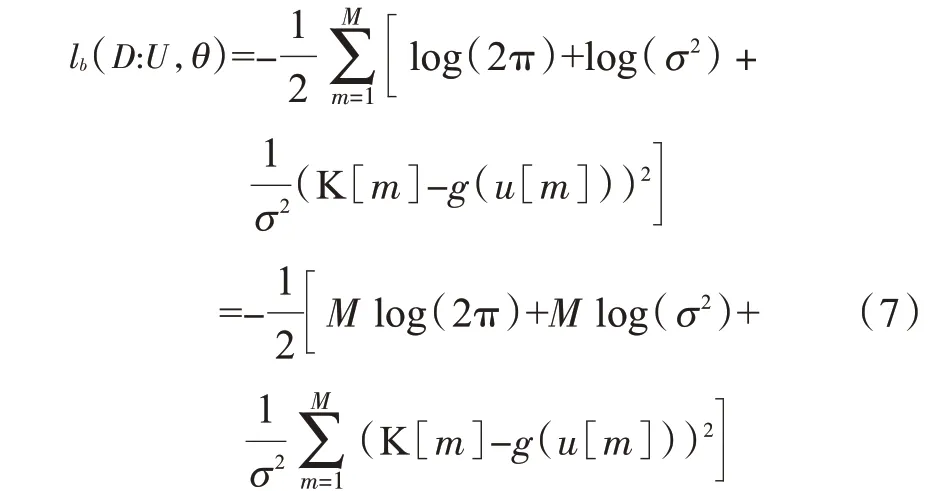
式中:U 為節點的父節點集合;θ=〈β0,β1,β2,βk,δ〉;g(u[m])=(β1u1,…,βmum:θ)=∑βjuj+θ0為線性映射;u[m]表示包含其中一個節點及其所有父節點數據的第m 個實例數據;K[m]表示u[m]中某一個父節點的值。
基于式(3)分別對β0,β1,…,βk,δ 求偏導,得到(k+2)個等式。通過求解方程組,得到該邊的條件概率參數β=〈β0,β1,…,βk,δ〉,經過不斷迭代完成網絡中所有邊權重的計算,最終可確定網絡模型的節點、邊及其權重,實現網絡模型構建。
2 實驗驗證
2.1 數據來源
以昆明卷煙廠“云煙”制絲線為對象采集生產過程MES 數據,采集時間為2017 年1 月1 日—12月31 日,合計取樣1 431 批次,包括松散回潮工序、一級加料工序、二級加料工序共28 個工藝參數(可調參數22 個,關鍵參數6 個)。
根據昆明卷煙廠編制的《制絲工藝標準》維護制絲生產過程中部分工藝參數的穩定性,由于“云煙”配方調整、氣候環境變化等原因,2017 年8 月24 日對《制絲工藝標準》進行了調整。為此,將調整前后的《制絲工藝標準》分別表示為標準A 和標準B,標準A 和標準B 分別對應的6 個關鍵參數設定值見表1。其中,將基于標準A 的MES 數據作為訓練樣本構建網絡模型,分析可調參數與關鍵參數間的關系;將基于標準B 的MES 數據作為測試樣本對網絡模型進行驗證,確定網絡模型的可用性。
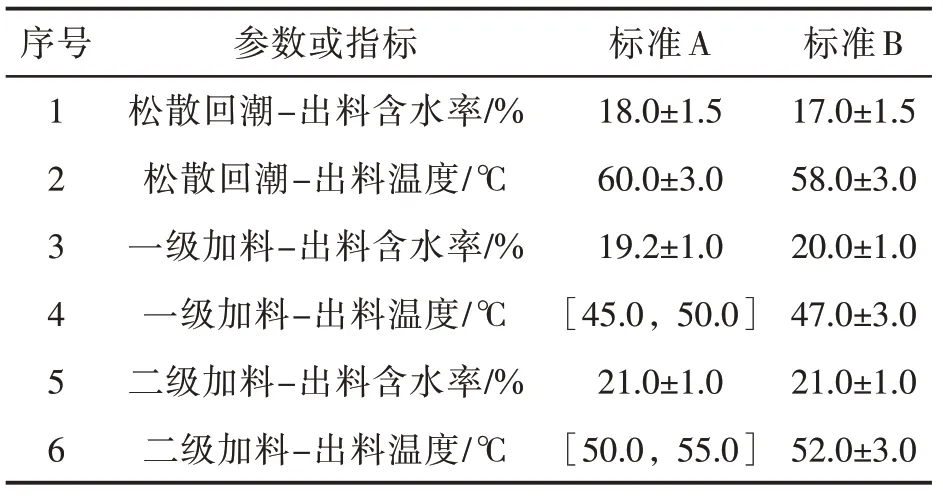
表1 制絲工藝標準關鍵參數設定值Tab.1 Values of key parameters set by technological standards for tobacco primary processing
2.2 網絡模型構建
基于所采集的制絲工藝數據,確定網絡模型的節點集合為松散回潮、一級加料、二級加料等工序的28 個工藝參數,利用網絡模型構建方法,采用訓練樣本數據進行網絡學習和訓練,得到制絲工藝過程網絡模型G(V,E)。其中,V 為含節點與邊的網絡模型拓撲結構,E 為路徑參數。
2.2.1 網絡模型拓撲結構(V)
訓練得到的網絡模型拓撲結構見圖2。其中,松散回潮工序的出料含水率、出料溫度,一級加料工序的出料含水率、出料溫度,二級加料工序的出料含水率、出料溫度為本實驗中的6 個關鍵參數,其余22 個節點為可調參數。由圖2 可見,拓撲結構中的邊及邊方向,可以直觀描述工藝參數間的影響關系,并可將整個制絲工藝過程劃分為松散回潮、一級加料、二級加料3 個子網絡模型。
2.2.2 路徑參數分析(E)
路徑參數可以量化工藝參數間的影響關系,網絡模型中6 個關鍵參數的路徑參數分別見表2~表7。由表2 和表3 可見,松散回潮工序中物料累計量、汽水混合自動閥門開度、蒸汽自動閥門開度等與出料溫度和出料含水率均呈正相關;加水比例與出料含水率呈正相關,與出料溫度呈負相關。在松散回潮工藝參數調整時,可重點考慮上述4 個可調參數的影響。
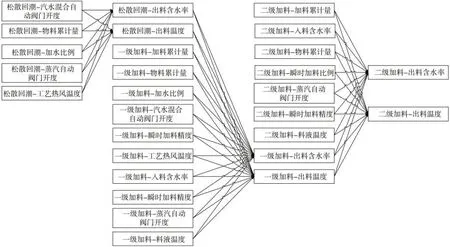
圖2 制絲工藝過程網絡模型結構圖Fig.2 Structure of network for technological process in tobacco primary processing

表2 松散回潮-出料含水率影響因素及權重①Tab.2 Influencing factors of moisture content in output tobacco after loosening and conditioning and their weights

表3 松散回潮-出料溫度影響因素及權重Tab.3 Influencing factors of output tobacco temperature after loosening and conditioning and their weights
由表4 和表5 可見,一級加料工序中加料累計量對出料含水率和出料溫度均呈顯著正相關,物料累計量對出料含水率和出料溫度均呈顯著負相關,加水比例與出料含水率呈正相關,但是與出料溫度呈負相關。松散回潮工序中出料含水率、出料溫度對一級加料-出料含水率的影響占比為16.57%>10%,對一級加料工序中出料溫度的影響占比為6.89%>5%。因此,在一級加料工序中應考慮松散回潮對生產的影響。
由表6 和表7 可見,二級加料工序中加料累計量、物料累計量、入料含水率、瞬時加料比例、蒸汽自動閥門開度對出料含水率、出料溫度有較大影響。其中,加料累計量、入料含水率等與出料含水率、出料溫度均呈正相關,物料累計量、瞬時加料比例等與出料含水率、出料溫度均呈負相關。在二級加料工藝參數調整時,可重點考慮上述5 個可調參數的影響。一級加料工序中出料含水率、出料溫度對二級加料工序中出料含水率的影響占比為17.59%>10%。因此,在二級加料工序中應考慮一級加料對生產的影響。
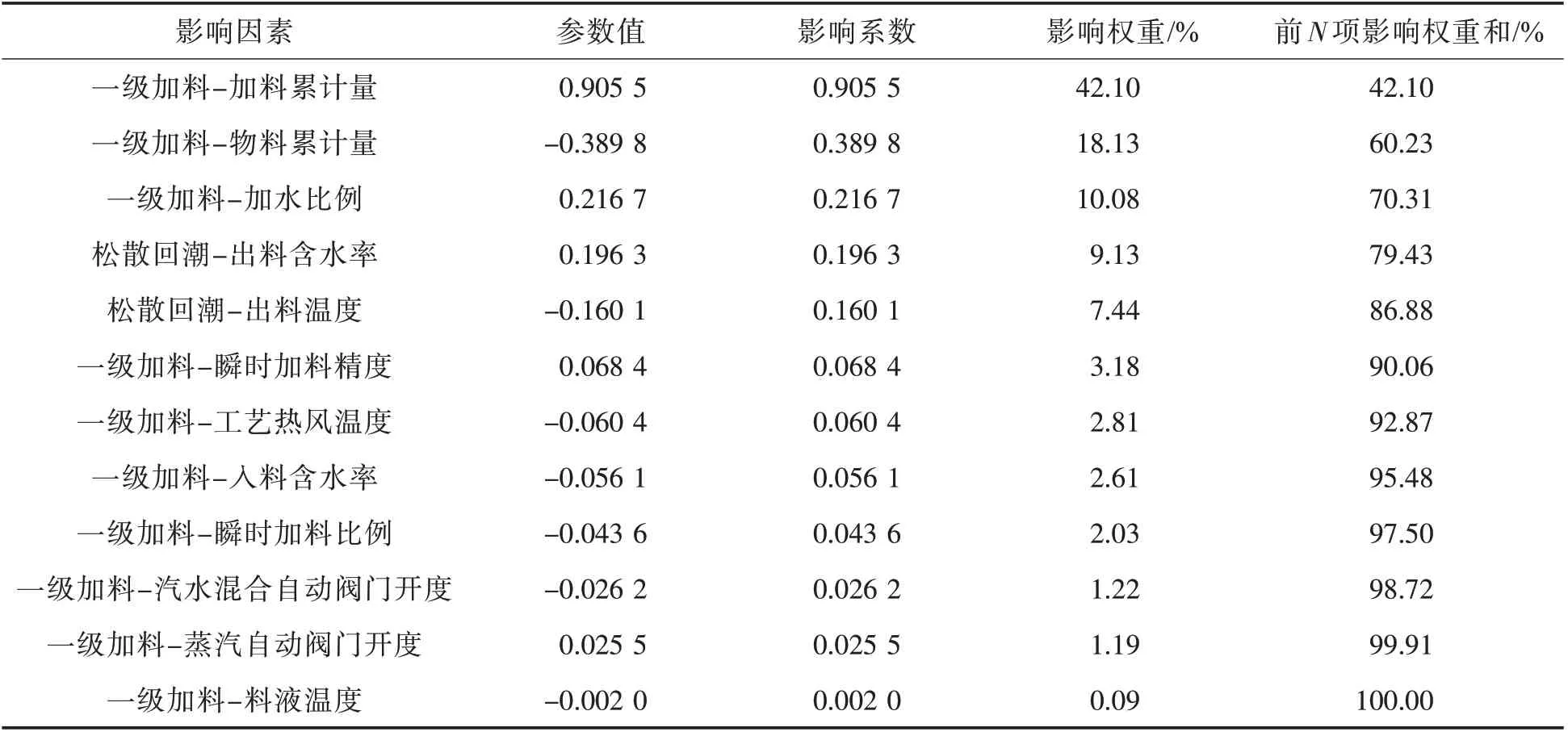
表4 一級加料-出料含水率影響因素及權重Tab.4 Influencing factors of moisture content in output tobacco after primary casing and their weights
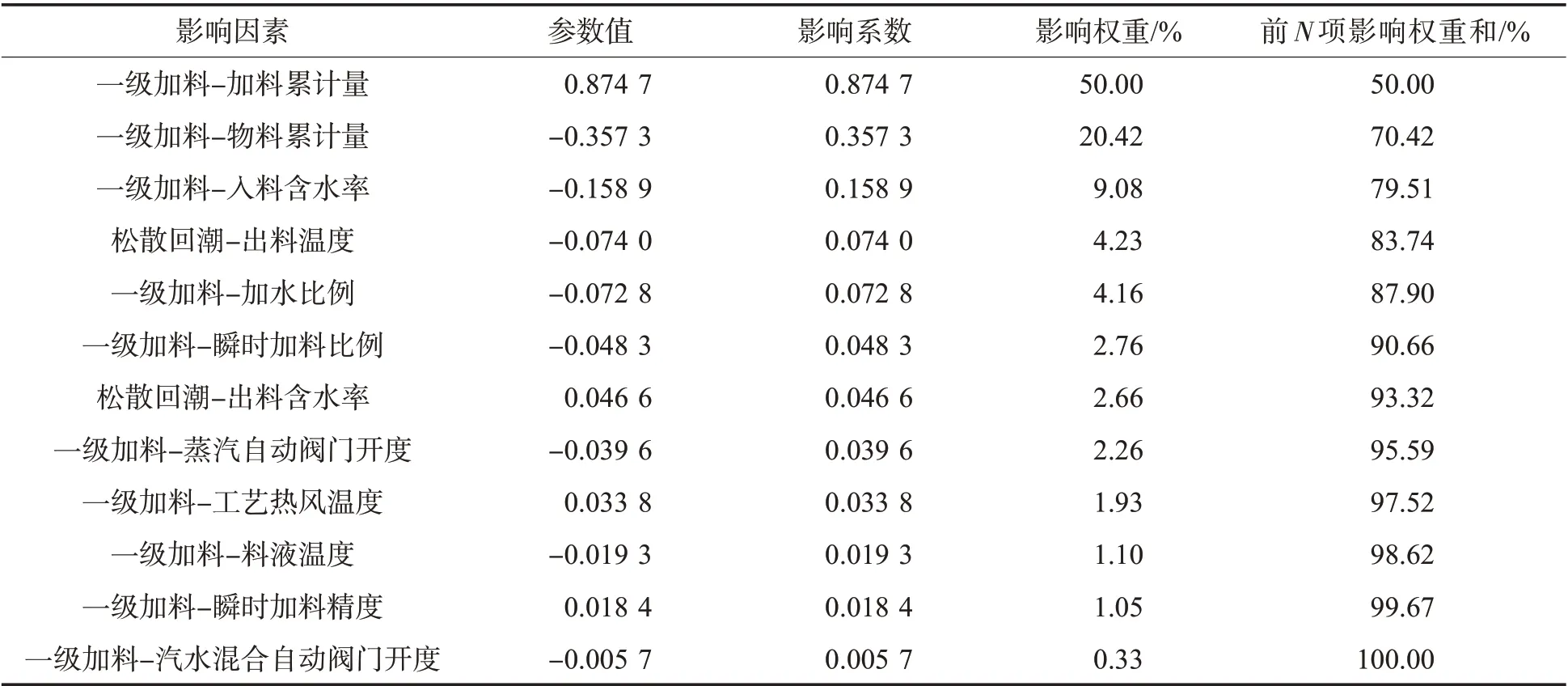
表5 一級加料-出料溫度影響因素及權重Tab.5 Influencing factors of output tobacco temperature after primary casing and their weights
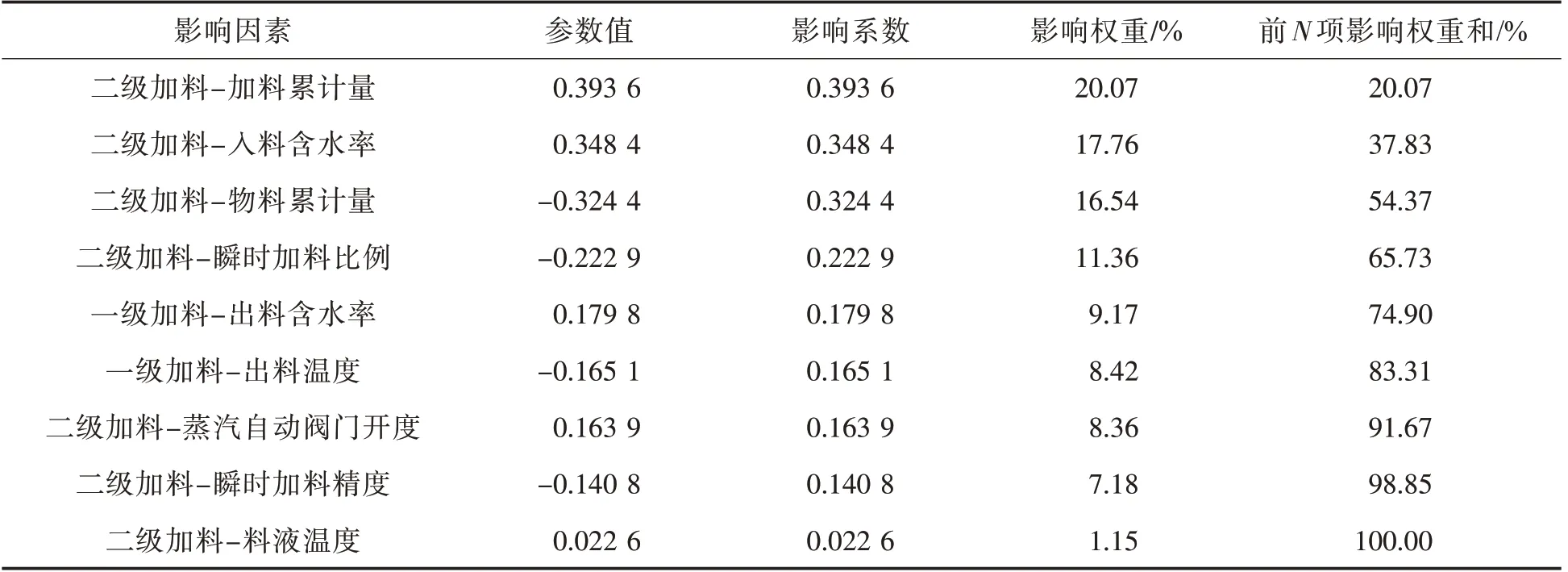
表6 二級加料-出料含水率影響因素及權重Tab.6 Influencing factors of moisture content in output tobacco after secondary casing and their weights
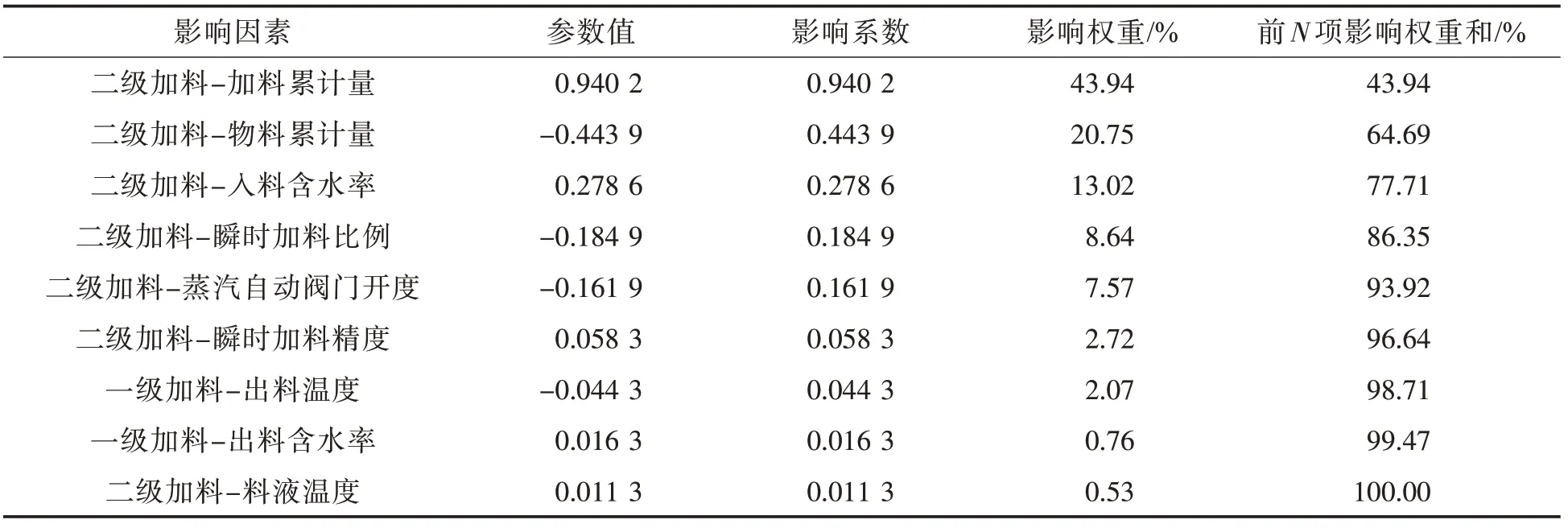
表7 二級加料-出料溫度影響因素及權重Tab.7 Influencing factors of output tobacco temperature after secondary casing and their weights
2.3 網絡模型驗證
采用標準B 生產的MES 數據作為測試樣本,對比分析測試樣本中6 個關鍵參數的預測值與真實值,對網絡模型的準確性及適應性進行驗證,結果見表8。可見,6 個關鍵參數的網絡模型預測值與真實值偏差均在1%以內,平均偏差為0.521 7%,低于標準B 中相應關鍵參數設定區間中心值與真實值間的平均偏差0.853 6%,表明網絡模型預測結果具有較高的準確度,能夠較好地描述制絲工藝參數與質量指標間的影響關系。
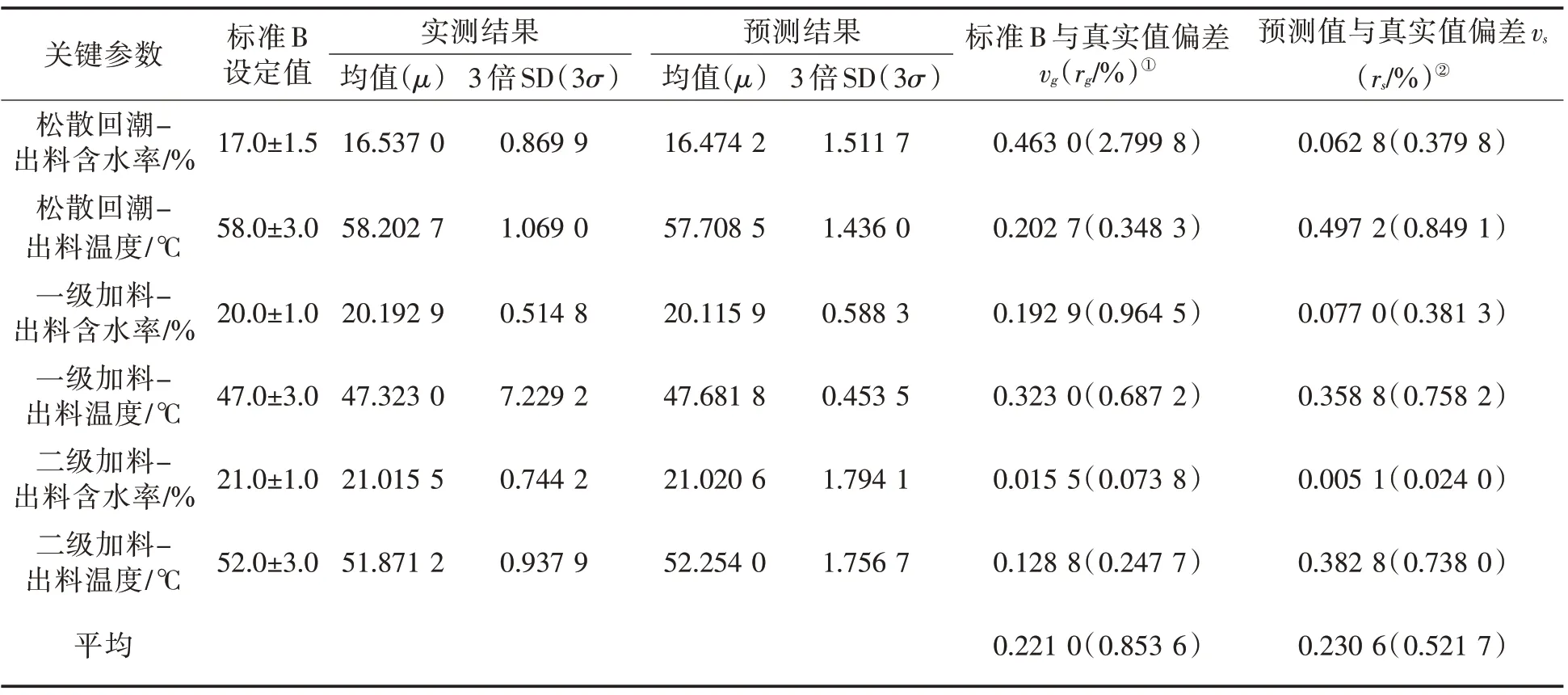
表8 網絡模型預測值與真實值對比Tab.8 Comparison between real values and the values predicted by network model
3 結論
基于連續型貝葉斯網絡研究了制絲工藝過程的穩態優化,通過所構建的網絡模型分析了制絲過程中可調參數與關鍵參數間的影響關系。以昆明卷煙廠“云煙”制絲線松散回潮、一級加料、二級加料工序共28 個工藝參數為對象進行測試,結果表明:關鍵參數的網絡模型預測值與真實值間的偏差均在1%以內,平均偏差小于真實值與工藝標準設定值平均偏差,表明網絡模型預測具有較高的準確性,也證明基于連續型貝葉斯網絡所建立的制絲過程穩態優化方法,能夠應用于制絲工藝標準制修訂以及工藝參數的調整。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
當代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
