聚乙烯電熔接頭管材熔融區深度與焊接性能關系研究
2019-12-26 03:52:12郭偉燦胡裕銳繆存堅施建峰
中國塑料 2019年12期
郭偉燦,胡裕銳,繆存堅,施建峰*
(1. 浙江省特種設備科學研究院,杭州 310020;2. 浙江省特種設備安全檢測技術研究重點實驗室,杭州 310020;3. 浙江大學化工機械研究所,杭州 310027)
0 前言
電熔焊接是聚乙烯管道連接的主要方式之一。在電熔焊接過程中,電阻絲周圍的聚乙烯逐漸熔化并形成熔融區,熔融區向電阻絲內外兩側按一定規律擴張,向內側擴張的熔融區到達套筒和管材界面后,在溫度和壓力的共同作用下,表層的聚乙烯高分子鏈相互擴散滲透進入對方的界面,使原來的套筒和管材界面消失,冷卻固化后形成整體電熔接頭。研究表明形成接頭強度主要取決于套筒和管材界面聚乙烯高分子鏈的擴散纏結階段經歷的時間[1-2],這段時間與熔焊區擴展到管材內部的熔融區深度d有著一定的對應關系。管材熔融區深度到達一定值,就能保證焊接界面高分子鏈的擴散纏結時間,從而保證基本的界面焊接強度[3-5]。
為探索聚乙烯電熔接頭管材熔融區深度與接頭焊接性能的關系,本文按不同焊接時間焊接一系列接頭試樣,采用超聲相控陣方法來確定聚乙烯電熔接頭管材熔融區深度[6-8],并針對不同熔融區深度的焊接試樣開展拉伸剝離試驗,以獲得熔融區深度與焊接性能的關聯規律。在此基礎上提出一種以管材熔融區深度確定電熔接頭焊接時間的新方法,該方法已充分考慮到環境溫度、焊接電壓、電阻絲電阻等各種偏差,更能適應實際工程。
1 管材熔融區深度與焊接時間的關系
為研究管材熔融區深度與焊接時間的關系,建立了簡化的聚乙烯管道電熔焊接熱力學模型,如圖1所示[9-10],考慮聚乙烯電熔接頭的材料特性、結構尺寸及焊接參數,為使計算簡便,采用了如下假設:
(1)考慮到電阻絲布線的長度大于管道壁厚的5倍,因此針對近中心部位的溫度預測,可以假設管道為無限長,熱力學模型可簡化為沿管壁徑向的非穩態一維熱傳導過程;
(2)電熔套筒和管子之間的空隙很小,可忽略不計;
(3)假設在電熔套筒和管子的不同深度沿圓周方向不存在溫度梯度;
(4)電熔套筒外壁和管子內壁的傳熱條件為空氣對流傳熱條件。
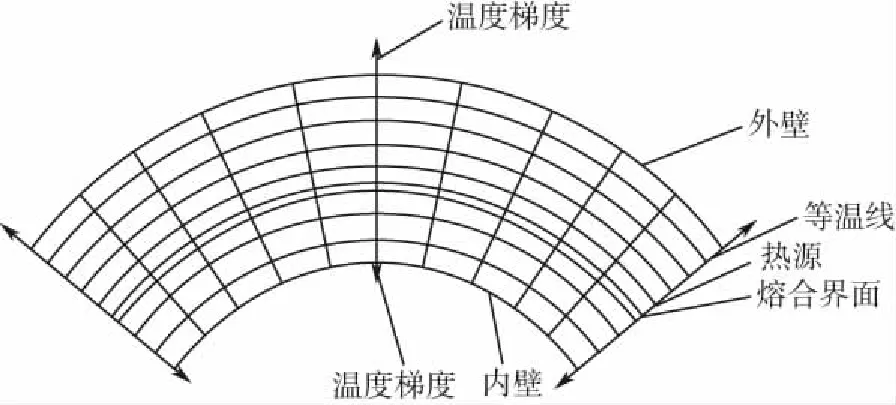
圖1 電熔接頭的熱力學模型示意圖Fig.1 Schematic diagram of thermodynamic model for electrofusion joint
電熔接頭傳熱微分方程為:
(1)
式中T——管材內任意一點溫度,℃
t——時間,s
r——管材內任一點半徑,m
k——聚乙烯導熱系數,W/(m·℃)
Cp——聚乙烯比熱容,J /(kg·℃)
Ri——管材內徑,m
Ro——套筒外徑,m
ρ——聚乙烯密度,kg/m3
電熔套筒外壁與管材內壁空氣自由對流邊界條件為:
(2)
(3)
式中h1——管材內壁的對流換熱系數,W/(m2·℃)
h2——電熔套筒外壁的對流換熱系數,W/(m2·℃)
T0——環境溫度,℃
根據上述傳熱模型,綜合考慮聚乙烯比熱容、密度和熱導率,電阻絲與聚乙烯間的接觸熱導以及焊機輸入功率等因素隨溫度變化的影響,可分析計算熔化區的尺寸隨時間的變化規律,從而求得管材熔融區深度與焊接時間的關系[9-10]。

圖2 電熔接頭規格參數Fig.2 The specification of electrofusion joint

焊接電壓/V:- - -—30 —35 ●—39.5 — —45圖3 不同焊接電壓下管材熔融區深度與焊接時間的關系Fig.3 Relationship between the depth of fusion zone and welding time under different welding voltages
以某企業生產的規格為DN90的PE80電熔接頭為例,該規格接頭是聚乙烯電熔接頭中用量較大且較為典型的一種接頭,其電熔接頭規格參數如圖2所示。PE80聚乙烯材料的熔融溫度為130 ℃左右,通過該理論模型,針對不同的焊接電壓,在其他條件不變的情況下,可以得出管材熔融區深度與焊接時間的關系,如圖3所示。以39.5 V的焊接電壓為例,當焊接時間達到35 s的時候,熔融區剛到達套筒和管材界面,焊接界面開始熔融,此后隨著焊接時間的延長,熔融區向管內擴張,熔融區深度隨之增大,如果要求管材內的熔融區深度達到1.0 mm的話,則焊接時間大約為70 s,當焊接時間為焊接工藝設定的110 s時,則管內熔融區深度達到2.1 mm左右。從圖3可以判斷,管內熔融區深度與熔融區接觸管子表面后的焊接時間(界面濕潤、高分子鏈的擴散纏結時間)有一定的對應關系。
2 管材熔融區深度的測量方法及試驗研究

1—管材 2—電熔套筒 3—超聲探頭 4—電阻絲圖4 管內熔融區深度的超聲檢測Fig.4 The ultrasonic inspection of fusion zone in the pipe of electrofusion joint
根據聚乙烯電熔接頭超聲檢測過程的成像圖譜分析,在電阻絲附近存在一條平行于電阻絲排布方向的超聲信號線[6-8],其位置就在套筒側的熔融區邊界上。根據這一發現推斷在管子側熔融區邊界上應該存在特征線。將相控陣探頭放置在管子加工平整的內表面上進行檢測,如圖4所示,探頭方向平行于管子軸線,超聲相控陣檢測采用電子線掃描方法,聚焦深度設置在熔合面上。圖5為內表面檢測時焊接電熔接頭橫截面超聲成像圖。從圖5可以看出,在管子側熔融區邊界上也存在特征線,并且可以通過超聲儀器功能軟件測得特征線至管子外表面的距離,該距離就是管內熔融區深度。為研究管內熔融區深度與焊接時間、焊接電壓之間的關系,針對圖2所示DN90 PE80電熔接頭,按不同焊接時間加工了12個電熔接頭,焊接完成后將接頭沿縱截面剖開,并取其上一部分加工成條狀試樣,將管子內表面加工平整,以保證超聲檢測界面的聲耦合,然后按圖4所示方法進行超聲相控陣檢測,以制造廠推薦的39.5 V焊接電壓為例,分別測得各試樣在不同焊接時間條件下的管內熔融區深度,并與筆者建立的聚乙烯管道電熔焊接熱力學模型數值計算結果進行對比,結果如圖6所示。由圖6可知,當焊接電壓為39.5 V,焊接時間大于等于35 s時,管內熔融區深度與焊接時間基本呈線性關系,試驗結果與傳熱模型計算得到的結果基本符合。

圖5 焊接電熔接頭橫截面超聲成像圖Fig.5 The ultrasonic imaging on the cross section of electrofusion joint

■—試驗結果 ○—模型計算結果圖6 不同焊接時間的管內熔融區深度試驗值與模型計算值比較Fig.6 Development of fusion zone depth in the pipe with welding time
3 管材熔融區深度與接頭性能關系研究
為研究管材熔融區深度與接頭性能之間的關系,將前述的每個電熔接頭試樣的剩余部分加工成2個拉伸剝離試驗試樣進行試驗。拉伸剝離試驗可直接剝離焊接界面,將其試驗結果中力 - 位移曲線進行積分可以得到拉伸剝離能,可以定量地表征破壞界面所需要的能量,作為評價電熔接頭焊接質量好壞的評價依據。不同管材熔融區深度的單位面積剝離能如圖7所示。從圖7結果分析,當管材熔融區深度為0 mm時,沒有形成界面強度,因而拉伸剝離能幾乎為零;當管材熔融區深度為0~1.1 mm時,試樣單位面積剝離能隨著管材熔融區深度增加而增加,管材熔融區深度越大,單位面積剝離能越大;當管材熔融區深度在1.1~2.6 mm范圍內,電熔接頭的拉伸剝離能變化較為平緩,可視為一平臺區域;當管材熔融區深度超過2.6 mm時,電熔接頭的拉伸剝離能隨著管材熔融區深度的增加反而下降,這表明電阻絲周圍的聚乙烯材料溫度升高到一定程度后發生裂解,從而使抗破壞能力下降,導致整體剝離能下降。
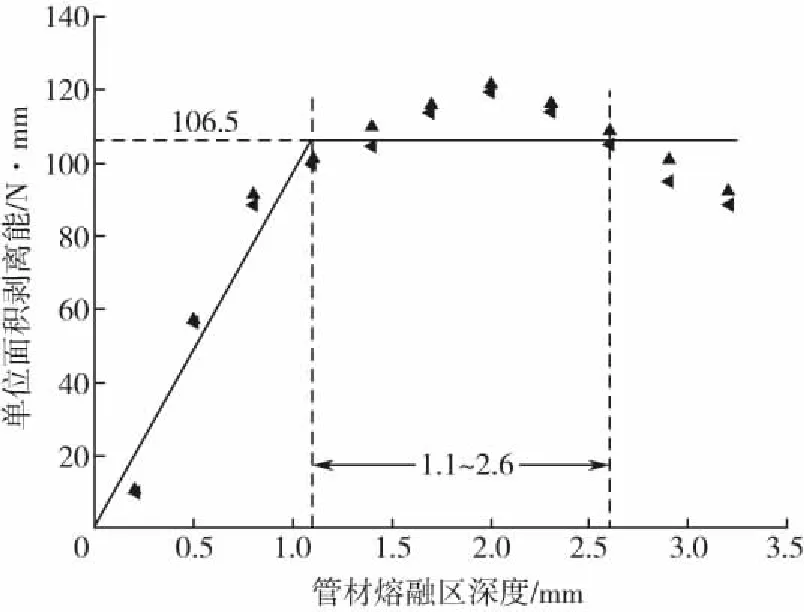
圖7 單位面積剝離能與管材熔融區深度的關系Fig.7 Relationship betweenthe peeling energy and the depth of fusion zone
此外,拉伸剝離破壞后破壞界面的韌性破壞程度可間接說明電熔接頭焊接質量好壞。焊接界面剝離后測量破壞面的韌性破壞程度PD[2],按下式計算。
(4)
式中PD——韌性破壞程度, %
at——失效形態表面的面積百分比, %
dt——接頭韌性破壞程度
管材熔融區深度與界面韌性破壞程度的關系如圖8所示。管材熔融區深度為0時,拉伸剝離后焊接界面全是脆性破壞,如圖8(a)所示;當管材熔融區深度為0.2 mm時,焊接界面的韌性破壞程度約為10 %,如圖8(b)所示,當管材熔融區深度增加,韌性破壞程度也隨之增加。當管材熔融區深度在1.1~2.6 mm范圍內,拉伸剝離后焊接界面70 %以上為韌性破壞,有的甚至完全為韌性破壞,如圖8(c)所示。試驗數據的統計分析表明,管材熔融區深度與焊接界面粘結性能直接相關,當熔融區深度在1.1~2.6 mm范圍,接頭強度處于平臺區。
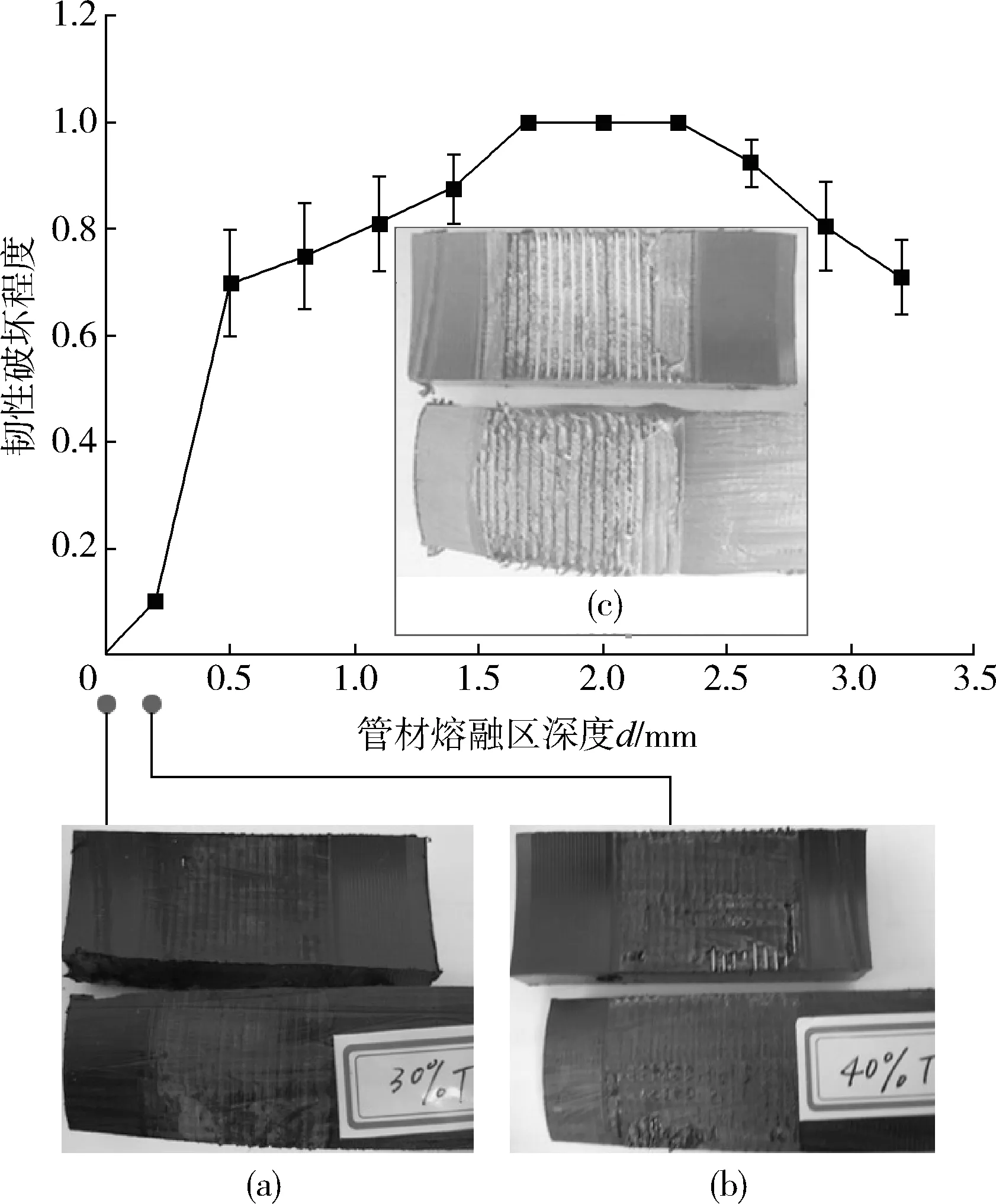
(a)完全脆性d=0 mm (b)部分脆性d=0.2 mm(c)完全韌性d=2.1 mm圖8 界面韌性破壞程度與管材熔融區深度的關系Fig.8 Relationship between percent ductility and depth of fusion zone
在此基礎上,提出一種以超聲方法間接測定管內熔融區深度從而確定焊接工藝的新方法:在焊接過程中將相控陣探頭放置在電熔套筒表面,如圖9所示,儀器的測量功能中可實時顯示熔融區外邊界和檢測界面(電熔套筒外表面)之間的聲程(距離)值d3,假設電阻絲兩側的熔融區深度相等,電熔套筒厚度為T,電阻絲埋深為d2,則管內熔融區深度d為

圖9 超聲方法間接測定管內熔融區深度方法示意圖Fig.9 Indirect method for determining the depth of fusion zone in pipe by ultrasonic method
(5)
式中d——管內熔融區深度,mm
T——電熔套筒壁厚,mm
d2——電阻絲埋深,mm
d3——熔融區外界面和檢測界面(電熔套筒外表面)之間的聲程(距離)值,mm
針對圖2所示的電熔接頭規格參數,電熔套筒厚度14 mm,電阻絲埋深1 mm,取接頭強度處于平臺區時管材熔融區深度范圍1.1~2.6 mm的中間值1.85 mm作為設定值,根據公式(4)計算d3為10.15 mm,當儀器顯示熔融區外邊界和檢測界面之間的聲程值為10.15 mm時,表明材熔融區深度已到達1.85 mm,此時已經形成焊接強度,從而可以切斷焊接電流,并以此確定聚乙烯電熔焊接時間。該方法已充分考慮到環境溫度、焊接電壓、電阻絲電阻等各種偏差,采用該方法確定的聚乙烯電熔焊接時間比根據企業經驗獲得的時間推薦值要準確,更適應實際工程。
4 結論
(1)建立了聚乙烯管材熔融區深度的超聲測量方法,對DN90聚乙烯電熔接頭不同焊接時間熔融區深度進行測定試驗,并與聚乙烯管道電熔焊接熱力學模型數值分析結果進行對比分析,結果表明管內熔融區深度與焊接時間基本呈線性關系,試驗結果與傳熱模型計算得到的結果基本符合;
(2)通過DN90聚乙烯電熔接頭不同管材熔融區深度的焊接試樣拉伸剝離試驗結果分析,當管材熔融區深度在1.1~2.6 mm范圍時,電熔接頭的拉伸剝離能處在一個比較穩定的平臺區,從而用實驗方法驗證了管材熔融區深度到達一定值,就能保證焊接界面高分子鏈的擴散纏結時間,從而保證基本的界面焊接強度;
(3)提出了一種在焊接過程中用超聲方法確定焊接工藝的新方法,以電熔接頭拉伸剝離能處在平臺區的管材熔融區深度范圍中間值作為設定值,并以此確定聚乙烯電熔焊接時間;采用該方法確定的聚乙烯電熔焊接時間值比根據企業經驗獲得的時間推薦值要準確,更適應實際工程。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
當代陜西(2020年13期)2020-08-24 08:22:02
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11