論在數控車上保證圓錐軸配合精度的加工方法及工藝
2019-12-20 03:02:11李立
科教導刊·電子版 2019年29期
李立


摘 要 本文以在數控車床上加工典型圓錐的軸類零件為分析對象,分析圓錐軸的配合在數控車加工中存在的問題,結合多年指導中職學生數控車競賽積累的經驗,重點講述在數控車床上如何加工圓錐工件才能更好地保證配合精度和尺寸精度。
關鍵詞 數控車削 錐度配合長度與直徑的尺寸關系計算 加工工藝
中圖分類號:TG519文獻標識碼:A
0前言
在機械制造業中,圓錐配合件是一種極其重要的配合。如數控車床尾座與頂尖的配合,數控加工中心主軸孔與刀柄的配合等許多地方對緊密配合、定位配合有較高的要求,但是同時又要求能經常拆卸,并且還要像上面舉例的配合一樣不但需要拆裝方便而且還不能影響零件表面精度和配合精度。所以這些地方的配合就經常需要采用圓錐配合。
圓錐配合對參加數車車、數控綜合技能競賽的學生來說也是一項必須掌握的基本技能,圓錐尺寸控制不好,對競賽的成績會有5至10分的影響,對競賽結果起決定性作用。圓錐的配合除了要保證尺寸精度外、還要保證形位公差和表面粗糙度及其角度精度,這樣才能保證內外圓錐的接觸面積及圓錐配合之后長度方向的間隙尺寸要求。圓錐的加工精度與配合精度也是中、高職學生在實習實訓中的一個重要實習實訓的內容。因此圓錐的加工是中高職學生必須掌握的一項技能。
1加工中常存在的問題
存在的問題主要是對數控車床認識不夠,很多數控指導老師和學生認為,數控機床加工精度高,加工圓錐時只要編好程序直接加工就可以保證尺寸精度和配合精度,因此認為在數控機床上不要采取過多的方法去保證配合尺寸,正因為這樣的認識,所以很多選手在參加比賽時圓錐部分丟了分自己還不知道,因此也比賽成績也不理想。數控機床本身的精度是很高,但是機床在裝配、運輸、調試以及加工參數的選擇等方面的因素都會影響產品的加工質量,所以直接加工的話一般難以保證圓錐的配合精度。主要出現的問題是:錐度配合時長度間隙尺寸不會控制從而導致圓錐的接觸面積不達標進而影響幾個工件裝配后的總長。所以在加工工藝上需要進行改進才能更好地保證尺寸和配合精度。
2圓錐配合精度保證的方法
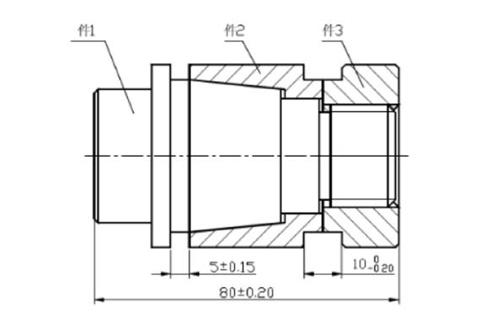
下圖是學生在技能比武和數控等級考證中必須要掌握的內容之一,其中圖中的難點是件1和件2的圓錐配合,與之相關的配合尺寸有總長80+-0.20、間隙長度5+-0.15以及錐度的接觸面積,涉及的分數有9分,這9分對參加技能比武的選手來說是非常非常的重要。我們只有掌握了圓錐配合的加工,才能拿更高的分數,在比賽時才能獲得更好的成績。
在數控機床上加工圓錐,圓錐角度的控制是不需要做過多考慮的,只要尺寸算對即可保證圓錐角度。所以我們重點就是要解決配合長度尺寸控制和保證錐面接觸面積的問題。
重點:圓錐長度與直徑的關系:圓錐錐度1:x的含義:就是沿長度移動x毫米,直徑就變化1毫米。如圖中的錐度:1:5就是沿長度方向移動5毫米直徑方向變化1毫米。
圖中圓錐配合部分長度尺寸保證的具體加工工藝及方法:
圖中圓錐的加工,先加工件1軸上的圓錐,盡量要按下偏差(39.98)進行加工,因為按下偏差來加工,軸的尺寸就會相對偏小,件2軸套孔上的尺寸變化空間就會大一些,這樣利于保證配合尺寸。加工件2時,先加工精加工¢30的孔,一定要保證¢30的孔能夠裝到件1軸¢30的臺階上,再配合加工件2軸套上的圓錐。
圓錐配合的加工方法:
(1)單獨加工件2的圓錐部分留0.3的余量,將件1軸用力配到件2軸套上,量取它們之間的間隙,現在這個長度值應該是6.6mm左右,我們應該控制的長度尺寸是5。6.6-5=1.6mm,那么圓錐的配合位置長度方向就還有1.6mm余量。圓錐錐度比為1:5,1.6/5=0.32mm,也就是現在件2的圓錐直徑尺寸還小了0.32mm。這里不能一刀到位,確保萬無一失需要2-3次加工。
(2)首先我們在刀補里面X方向輸入0.16mm進行圓錐的精加工。加工完成以后再次將件1軸裝到件2軸套上,量取它們長度之間的間隙,此時他們之間的間隙理論上是5.80mm,同理圓錐配合位置長度方向還有余量0.8mm。再用0.8/5=0.16mm,也就是現在錐孔的尺寸還小了0.16mm。如果第一次精加工錐度后,量取的長度是5.80mm,那么現在我們就將圓錐尺寸一刀到時位,直接在刀補X方向輸入0.16即可,如果量取長度不是5.80。那么就要按上述方法留余量再一次精加工。
注意:(1)圓錐進行精加工的時候要保證表面粗糙度,所以精加工時內孔刀片刀尖圓角要換成0.2的。(2)如果是選手參加比賽,面對不熟悉的機床,圓錐的余量留0.5mm。
3整套工件加工藝的制定
(1)先加工件3螺紋套,具體工藝:①平端面,將外圓車光;②調頭,打表找正,平端面留余量總長至20.2mm;③鉆¢22的孔,將內孔加工至¢24,換內螺紋車刀加工內螺紋。
(2)加工件1軸,具體工藝:①平端面,將外圓光一刀,調頭夾被切部分找正,平端面總長留余量0.5mm,打中心孔;②加工工件左端¢35-15,¢48-10兩個臺階至尺寸要求;③調頭夾¢35找正,控制總長;④加工工件左端各個特征至尺寸要求。
(3)加工件2套,具體工藝:①將外圓光一刀、平端面,調頭找正,平端面保證總長;②鉆孔¢22,先將內錐孔粗加工留0.3mm的余量,¢30精加工至尺寸要求;③配做加工圓錐保證5+-0.15的尺寸。
(4)三件配合一起加工,具體工藝:①裝夾件1¢35的外圓找正,將件2、件3裝上,平件3的右端面保證配合件總長80;②加工件2、件3的外圓尺寸¢48;③加工配合尺寸槽¢40--10。
4檢驗
通過各種量具檢查各部分的尺寸,錐度配合處采用紅丹粉涂色檢查接觸面積,具體方法是用紅丹粉在件1軸上均勻的涂上三條很薄的線,再套上件2軸套,用力壓緊旋轉1/3圈,再看件2軸套上面被染紅的部分是否達到60%。
5結語
以上在數控車上加工圓錐配合的方法是我多年指導學生參加技能比武總結出來的經驗,學生掌握這個方法以后加工圓錐,無論是圓錐的尺寸、配合間隙、接觸面積都能控制得非常理想,可以保證在技能競賽中圓錐部分基本上不丟分。剛練習圓錐配合的新手進行訓練時不要做這么復雜的工件,只需訓練單一的圓錐配合加工,等掌握好單一的圓錐配合后再進行整套完整工件的加工。
