城市大跨度鋼箱梁制作安裝施工技術研究
2019-12-20 03:03:30張芳麗
價值工程 2019年33期
關鍵詞:施工技術
張芳麗
摘要:隨著城市化進程的速度加快,促使高架橋工程數量增多,尤其是大跨度的鋼箱梁也進入人們的生活。鋼箱梁以其獨特的優勢應用到一些地理位置復雜的環境,承擔著城市的交通,極大限度地方便了市民的出行。由于鋼箱梁自身功能的多樣性,鋼箱梁的制作安裝技術愈來愈難,本文以鄭州市金水路鋼箱梁為例,進行深入的分析,探索大跨度鋼箱梁的制作安裝施工技術。
Abstract:? With the acceleration of the urbanization process, the number of viaduct projects has increased, especially the large span steel box girder has also entered people's lives. With its unique advantages, steel box girder is applied to some geographically complex environments, taking on the traffic of the city and greatly facilitating the travel of the citizens. Due to the diversity of the steel box girder's own functions, the fabrication and installation technology of steel box girder is becoming more and more difficult. This paper takes the steel box girder of Jinshui Road in Zhengzhou City as an example to carry out in-depth analysis and explore the fabrication and installation technology of large span steel box girder.
關鍵詞:大跨度鋼箱梁;制作安裝;施工技術
Key words: large span steel box girder;fabrication and installation;construction technology
中圖分類號:U445.4? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1006-4311(2019)33-0151-03
1? 工程概況
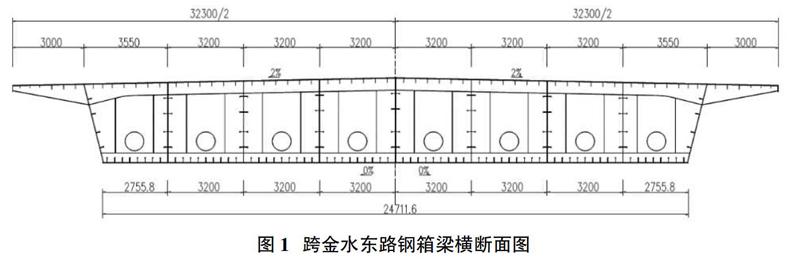
鄭州市107輔道跨金水東路主線橋梁采用三跨(50m+74m+50m)連續鋼箱梁橋,橋面總寬度32.5m,鋼箱梁寬度32.3m,重量4494.8t。主線橋采用變截面連續鋼箱梁,單箱八室斜腹板箱型截面結構,跨中箱梁高度2.2m,支點箱梁高度3.8m,變截面采用拋物線過渡。鋼梁兩側懸臂寬度為3.00m,懸臂梁采用焊接工字梁結構。跨金水東路鋼箱梁橫斷面圖見圖1。
2? 鋼箱梁結構特點
鋼箱梁由頂板、底板、腹板、橫隔板、縱隔板及加勁肋等通過全焊接的方式連接而成,橋面板采用正交異形板結構,全橋頂板采用變厚度,頂板縱向加勁肋采用了U形肋,U肋布置于箱室頂板和懸臂板,腹板和底板的縱向加勁肋采用I形肋。
箱梁頂面設2.0%雙向橫坡,箱梁底面不設橫坡,為消除縱坡的影響,通過支座墊板調整梁底高程,以便水平放置支座。
3? 鋼箱梁的節段劃分
鋼箱梁的節段劃分原則:縱向分段、橫向分塊。節段劃分時要根據鋼箱梁的結構特點,考慮鋼箱梁所處的地理位置、吊裝施工環境、吊車的性能參數、支架布置位置、設計圖紙以及規程、規范等要求,應盡量采用大節段,以減少現場焊接工作量,同時節段斷縫應避開主梁支點和跨中附近位置,縱向拼縫避開輪跡線位置。另外,還需根據運輸道路情況,滿足道路交通法的規定,最終確定橋梁分段長度和分塊重量。總之,橋梁的分段應有利于橋梁的受力和運行。
跨金水路的鋼箱梁沿縱向劃分為11個節段,橫向劃分為10個塊體,全橋鋼箱梁塊體數量共計94個。
4? 鋼箱梁施工工藝流程
城市大跨度鋼箱梁的施工選擇在制造廠進行分段制作,制作完成后運輸到橋位進行安裝,施工工藝流程圖如下:
制作準備工作→原材料采購、復檢→放樣→下料→單元件制作(頂板單元件、底板單元件、腹板單元件、隔板單元件)→檢驗→鋼箱梁節段組拼→檢驗→焊接→檢測→上總裝胎架進行節段總拼→檢驗→安裝匹配件及吊耳→脫胎架→噴涂→檢測→鋼箱梁節段運輸→安裝準備→現場測量放線→吊裝、調整→檢測→焊接→檢測→現場焊縫補漆、噴涂面漆→驗收。
5? 鋼箱梁施工工藝分析
鋼箱梁的施工階段可分為三個階段,即單元件制作、節段制作、現場安裝。
5.1 單元件制作
板單元件制造是整個工程施工的基礎,頂板、底板、腹板、橫隔板等各單元件的制作精度直接影響鋼箱梁的拼裝質量。由于板單元的數量較多,在板單元制造中,控制好板單元件的制造質量至關重要。因此頂板單元件、底板單元件、腹板單元件、隔板單元件等均在專用的工裝設備上完成制作。
5.2 節段制作
單元件和塊體制造完成后,在總拼胎架上進行多梁段連續匹配組焊和預拼裝,即節段組焊和預拼裝在胎架上一次完成。所有節段在組裝的過程中都有針對性的采取“正裝法”進行相對應的制作,把胎架作為外胎,把橫隔板作為內胎,各個單元件要有針對性的結合橫向和縱向的基線進行就位,并據相對應的輔助加固措施,來最大程度上確保其安全性和精準度。同時,為了使總裝胎架時間得到充分縮短,使總裝工期有效精簡,在更大程度上有效減少橫向的焊接收縮量,頂底單元件在上胎前首先要結合具體的工藝要求,于總拼胎架上面進行有效拼接,使其成為板塊。
5.3 現場安裝
本工程鋼箱梁采用“胎架支撐高空原位拼裝工藝”進行安裝。胎架支撐高空原位在拼裝的過程中所涉及的工藝主要是在鋼箱梁的下面結合具體情況,設計相對應的臨時性的支撐胎架,在臨時支撐體系上面原位,針對所有的構件進行有效安裝,通過這樣的方法,以充分滿足設計的初始位形。
6? 鋼箱梁制作、安裝的主要施工工藝方法
6.1 板單元件制作
零件放樣、下料:零件放樣時考慮切割余量、焊縫補償量。下料采用數控精密切割,精度要重點控制,部分超長板片需要先切割后拼板。
劃線:在專用板單元件劃線平臺上劃線。劃線時根據全橋線形進行精確劃線,在板單元上劃出組裝線及定位線。
組裝:組裝前將板材利用自動對中裝置對中固定,組裝嚴格按線裝配。
焊接:采用CO2氣體保護自動焊在板單元件專用焊接胎架上進行焊接。焊接時應對稱進行。
單元件檢驗、矯正:根據工藝要求測量板單元件的縱、橫向撓度、平面度等檢測值,在專用平臺胎架上采用火焰矯正法進行矯正。
6.2 節段制作
節段制作采用長線拼裝技術,相關方面的單元件在制作工作結束之后,相關的梁段都在設置了橋梁豎向線形的整體組裝胎架上方有針對性的結合具體的輪次,有針對性的組裝整體的橋梁段,并對其進行焊接和預拼裝。同時在這個過程中充分結合鋼箱梁方面的制作工藝,有效采取多節段進行連續性的匹配組裝,同時在這個過程中也要進行焊接和預拼裝,以此使相關方案得到有效完成。
梁段組裝流程:結合本橋鋼箱梁的結構特點以及吊裝順序,進一步結合具體的焊接方法和順序對梁段組裝焊接變形產生的行為影響,來有效明確相對應的梁段組裝程序。
6.2.1 底板單元件定位
以底板單元件縱基線反畫橋梁中心線,使用橋梁中心線對地樣中心線,有效橫向定位中心底板的單元件,與此同時,在這個過程中縱向定位單元件上的橫基線。定位前,從每塊單元件的U肋組裝基線(基準頭端)向基準端返組裝檢查線,作為單元件橫向定位時的全站儀測量檢查線,并用劃針劃線做好標記。每塊中心底板單元件兩端與胎架中心縱梁用剛性馬板連接,焊接長度不得小于50mm。針對中心底板定位進行深入細致的檢驗,確保其合格之后,然后把中心底板的縱橫基準線作為有效的基準線,從中間慢慢向兩邊,按照相應的次序定位其他的底板單元件。
6.2.2 中間橫隔板組裝
①橫隔板的組裝從基準梁段開始,按照先中間后兩邊,由近及遠的順序。首先,要確保開始在底板單元件的定位端進行起步,把底板上的橫隔板定位當做有效的基線,進一步有效結合整體的施工圖紙,按照相應的次序以及施工圖紙的具體要求,針對橫隔板進行有效組裝。
②在橫隔板的過程中所涉及的重點問題在于,針對板面平面度進行有效控制,同時要著重確保橫隔板間距及與箱梁底板的角度值符合既定的要求和相關標準,在組裝的時候,要切實有效的嚴格執行基線會議原則,與此同時,有效應用吊線錘控制隔板與底板傾斜值,在對其進行固定的過程中有效采取組裝拉桿來實施操作。
③組焊兩側隔板、腹板單元件。由中間向兩邊依次交替安裝隔板、腹板單元件,單元定位需以底板的縱橫基準線為基準,并監測隔板相對底板的垂直值。
④組焊兩側斜腹板單元件。安裝兩側斜腹板單元件,保證兩側腹板與隔板密貼,并針對箱梁上口下口相關方面的具體尺寸進行嚴格細致的測量和把關,從根本上有效控制好腹板與底板的具體錯臺量,把握好腹板到橋梁中心線的半寬值。
⑤安裝頂板單元件。
1)在針對頂板單元件進行安裝之前,首先要著重針對隔板上表面標高是否真正意義上符合具體要求進行嚴格檢測和把關。
2)在針對頂板機型縱向定位的過程中,首先要著重針對單元制作過程中返到頂板上的組裝定位基準線嚴格的檢測和標注,與此同時也要結合具體情況有效選用全站儀針對該基準線與橋梁中心線呈現出的垂直度進行著重檢測和調整。
3)在定位頂板單元件中要有針對性的結合對應地標確定板中心位置。頂板定位之后要有效采取吊線錘方法來充分確保每一個梁段端口的垂直度,在這個過程中要著重考慮到因為制造線形能產生的相對應傾斜量。
4)把胎架中心標志塔所呈現出基線限和單元件上面的縱基線作為標準,要有針對性的,橫向定位中心頂板,做完該項工作之后,進一步向兩側逐步推進。
⑥組裝兩側挑臂單元件。在組裝的過程中,要把挑臂塊體縱基線基本的標準,然后有效橫向定位。與此同時,要著重針對梁段兩側橫基線進行相對錯位進行校對。
6.3 合龍段安裝
6.3.1 合龍準備
在安裝合龍段之前,在安裝兩側鋼箱梁之后產生一定的誤差,在誤差積累之后會在某種程度上造成合龍單元安裝長度相對應的變化,所以針對這樣的情況,在合龍之前要著重做好相關方面的準備工作,具體而言,所涉及的準備工作包括以下兩個方面,分別是:
①復測兩側已完成單元與合龍單元交界箱梁控制坐標,對相應的偏差值進行有效記錄。
②針對合龍段連接構件間呈現出的實際長度,進行實際的檢測,與此同時和理論構建長度展開相對應的對比和分析,如果分析的結果相對來說偏差比較大,針對這樣的情況,就要把握好偏差的原因,并有效修整差異性比較大的構件,通過這樣的方法來切實有效的調節實際的長度。
6.3.2 合龍時間選擇
根據溫度對安裝的影響,以及工期的安排,鋼箱梁合龍將處于高溫季節,因此合龍時間根據實際觀測的變形規律和合龍間隙變化情況,選擇溫差比較小的時段,即凌晨5點左右開始合龍。
6.4 鋼箱梁的焊接
6.4.1 焊接方法
橋梁焊接主要的焊接方法:焊條電弧焊、CO2氣體保護焊及埋弧自動焊。為了使各種焊接方法發揮各自的優勢與特點,對橋梁構件上相應的焊縫使用的焊接方法做相應的規定:焊接過程中主要采用半自動CO2氣體保護焊,鋼箱梁頂板焊接采用CO2氣保焊打底、埋弧焊填充蓋面,對于部分較短和厚度較小的焊縫采用焊條電弧焊。
6.4.2 焊接工藝
①施焊工作實施之前,要著重針對焊道進行清理,確保焊縫坡口以及兩側10~20mmA之內不能殘留相對應的水分或者油漬等等污物。②焊接時,構件始終處于自由狀態。③采用對稱、分段、跳焊等方法,焊接材料和焊接參數選用焊接工藝評定報告的參數。
6.4.3 焊接環境
①CO2氣體保護焊作業區最大風速不宜超過2m/s、其他焊接方法不宜超過8m/s。
②焊接作業區的相對濕度小于 80%。
③ 焊接環境溫度不低于5℃。
6.5 鋼箱梁的卸載
①卸載原則:卸載之后要有針對性的結合,縱向和橫向兩個方向分級進行有效卸載,并保持卸載的同步性。如果是橫向卸載,要由橋梁中心向兩側進行有針對性的懸挑部分卸載,在過程中要貫徹落實結構本身內力傳遞的相關原則,確保卸載點保持對稱的狀態;如果是縱向卸載,要由跨中向兩橋墩范圍進行有效卸載。在卸載過程中要緩慢漸進進行,不能急功近利,要確保相關支撐體系都在相對應的受荷狀態。卸載時,要有針對性的嚴格監測和觀察橋面支撐體系點的沉降情況,并著重針對相關檢測點的數據進行有效匯總。同時,要著重針對箱梁頂板上布置的監測點進行有效觀察和監測,在最大程度上確保其成橋的線形。
②卸載方法:在卸載的過程中,要有效針對鋼箱梁縱腹板正下方的每組支撐體系的橫梁上安排千斤頂,由專業人士對其進行切割支撐。
要結合具體情況在測量胎架上把全站儀架設起來,在卸載之前要著重針對整體橋面的線性監測點進行有效檢測和核查,使其充分滿足具體的組織要求的線型,并針對相關數據進行記錄。其次,針對支撐體系的沉降情況進行有效監測,進一步把握其是否出現均勻性的變化,針對相關數據進行有效記錄。之后再把支撐體系所配備的千斤頂頂緊,把支撐體系橫梁支撐進行有效切割,要確保切割點和橫梁距離維持在20mm之內,通過這樣的方法,在最大程度上有效規避割傷橫梁。在切割時要運用全站儀對每一個監測點進行監測,與此同時,針對支撐體系的沉降是否足夠均勻進行密切觀察,如果變化不夠均勻,要停止相關操作,對其進行加固處理,然后才施工。
7? 鋼箱梁主要施工過程控制
7.1 U肋與頂板間焊縫熔透深度的控制
①采用合理的焊接形式:選用CO2氣體自動焊;②U肋與主頂板連接處開設50°~55°坡口,鈍邊1±0.5mm;③在船形反變形胎架上焊接頂板單元件的U肋焊縫;④批量生產時,進一步結合相關規定和要求,著重針對焊接的焊縫熔透深度有效觀察監測,使焊接質量得到充分保障;⑤焊接后100%外觀檢查,頂板單元件焊縫兩端各2m進行磁粉檢測,防止焊接裂紋的出現。
7.2 隔板制作精度、U槽口與U肋的配合精度
①隔板下料中有效采取離子切割機對其進行有效切割。②頂板單元采取全自動U肋組裝機對U肋進行有針對性的組裝。③采用U肋檢驗樣板針對U肋間的距離進行有效檢測。④單元件預置準確的反變形,使焊接之后的修整量得到充分減少,在最大程度上有效規避因為太多的熱矯正而改變U肋中間的距離。⑤實行首批檢驗制,板單元制作完成后,在平臺上進行試裝,檢驗上接板的直線度,從而驗證專用胎架是否可靠。
7.3 焊接變形控制措施
①有針對性的結合分布組裝和焊接法進行操作,從而有效預制反變形,使焊接的順序得到科學合理的控制;②有針對性的采取小間隙、小坡口焊接方法;③在具體的制造環節,進一步有效積累相關焊縫的焊接收縮量數據,通過這樣的方法進一步提升預留焊接收縮量;④采取多個節段總體組裝及預拼裝,針對相關制造方案進行不斷優化;⑤采用以胎架為外胎、以橫隔板為內胎的方案。
7.4 橋梁線型的控制
①鋼箱梁制造的過程中要有效采取整體預拼裝,預拼裝節段5個,采取節段組裝及預拼裝等相關方案。②節段組裝設置相應的5個停止點,并采取三檢制。③分部組裝具體環節主要是把各個節段的縱向和橫向的基準線作為基準,針對各個節段的縱橫基準線其位置偏差進行有效明確,并使其控制在科學合理的范圍內,在最大程度上確保其匹配性。④鋼箱梁制作預拼裝相關工序的監測都要確保在溫差比較小的范圍內進行操作。⑤節段預拼裝住之后要針對匹配裝置進行有效組裝,同時,在現場切實有效的復位每一個節段。
8? 結束語
鋼箱梁具有強度高、自重輕、環境影響小等多個優點,目前已成為城市大跨徑高架橋梁中常用的結構形式,但對鋼箱梁的施工要求愈來愈高,施工難度很大。本文對大跨度高架橋的施工做了詳細的分析,對施工中重難點的控制給出了有效的措施,保證了工程質量,為類似工程的施工做一參考。
參考文獻:
[1]劉添俊,安關峰,張洪彬.城市復雜環境下大跨度鋼箱梁施工技術研究[J].城市道橋與防洪,2010(8).
[2]薛永成.城市大跨度鋼箱梁的精控法制作安裝施工研究[J].中國新技術新產品,2018,373(15).
[3]賀智.大跨度連續剛構箱梁防開裂施工技術研究[J].價值工程,2018,37(05):129-130.
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:55:25
中國科技博覽(2016年19期)2016-10-19 13:53:59
中國科技博覽(2016年19期)2016-10-19 12:09:22
中國科技博覽(2016年18期)2016-10-19 11:00:47
中國科技博覽(2016年18期)2016-10-19 09:07:55
中國科技博覽(2016年18期)2016-10-19 09:05:46
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:56:23
中國科技博覽(2016年18期)2016-10-19 08:47:45
中國科技博覽(2016年18期)2016-10-19 08:41:37
