彎頭外護管一次成型技術
2019-12-13 03:11:40張靈東
全面腐蝕控制 2019年11期
王 涵 張靈東
(天華化工機械及自動化研究設計院有限公司,甘肅 蘭州 730060)
1 應用前景
目前,人民生活不斷提高,人們對冬季采暖有了更多的要求,同時集中供熱開始在長江以南沿線城市發展,集中供熱深受關注。保溫管件是供熱管道中重要組成部分,管道結構從外到內依次是外護管、保溫層、工作管,外護管為保護保溫層免受侵蝕,支撐管芯并能承受一定壓力的防護外層。當工作管為彎管時,由于彎管的形狀限制,外護管通過焊接而成,在外護管表面形成接縫,導致所能承受的壓力減小,易斷裂,使用壽命短,又由于保溫層設置在外護管與工作管之間,導致外護管在焊接的時候會受到保溫層的影響,則產生外護管焊接不嚴實,即會出現密封性差,影響保溫效果,且保溫不均勻,更嚴重的是在管網長期運行中,會產生安全隱患。現就目前狀況開發出外護管一次成型技術。圖1為彎管擠出設備三維圖示。
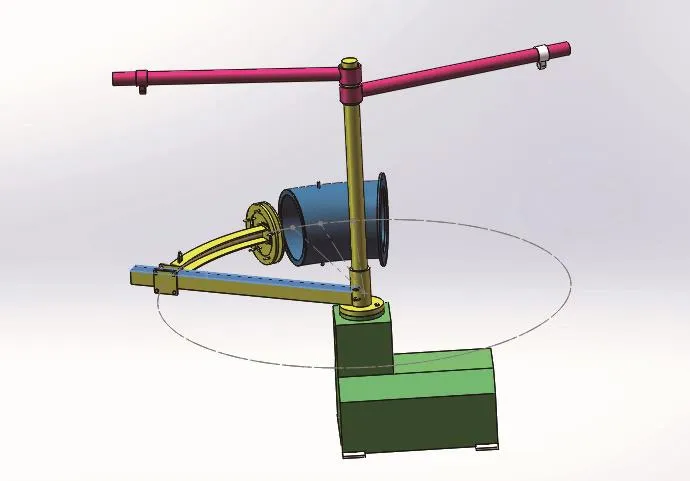
圖1 彎管擠出設備三維圖示
本技術的目的是提供一種一次成型外護管彎管,用以解決上述存在的問題。這種一次成型的方法是在內、外定徑擠管技術基礎上進行技術變更而來,我們將擠出直管時直的冷卻水套換成具有一定彎曲半徑的冷卻水套,在聚乙烯通過機頭定徑套擠出一定直徑的PE管時,未冷卻的聚乙烯通過彎曲的定徑套,彎曲的定徑套將直管彎曲成一定弧度,彎曲的同時迅速冷卻定型,在彎管端部通過特制牽引機牽引出彎管,當彎管達到需要的長度時,通過切割機將彎管切斷,然后進行下一個彎管生產[1]。
此工藝難點在于怎樣將軟化的直管彎成規定的彎管,當我們對軟化的直管進行牽引和強行彎曲的時候,彎管的外側是呈現拉伸狀態,內側為壓縮狀態,我們需保證各部分彎曲速度一致,如果彎曲拉伸過程不均勻,可能造成局部薄弱,或者不能保持管道的圓度,在圓周方向變成扁平狀,而軟化后彎管能夠保持外形是因為內充壓縮空氣,如果局部變薄過于嚴重,管子就會爆裂,所以對管內充壓縮空氣的強度和在彎曲過程中怎么固定和包裹住管子非常重要,要達到使直管一側拉伸變形均勻,而整體又能保證圓度是成型成功的關鍵。下面就以實用案例作出說明[2]。
2 彎管規格
Ф400~Ф1400,此技術說明以Ф600,3D為例。
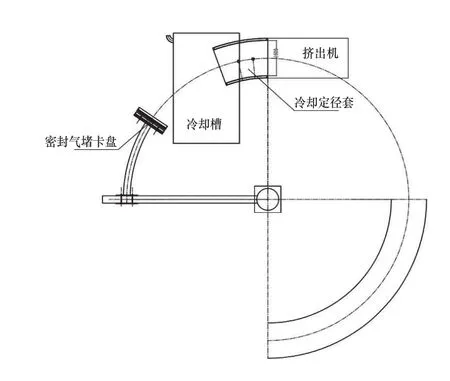
圖2 彎頭外護管工藝圖
3 彎管定徑壁厚原理
彎管的管徑規格由冷卻水套的尺寸決定,彎管的壁厚取決于擠出機機頭模具開環大小(彎管外壁和內壁在同等擠出量的情況下壁厚不同,內壁厚度大于外壁厚度。需要對擠出機機頭出料口做出調整,使靠近彎管外側出料要多于內側出料,模具左右調節環相差值在3mm左右,上下出料量相同)。

圖3 氣堵水套配合圖示
4 彎管生產設備
擠出機,機頭模具,彎管牽引機(速比大),空氣壓縮機,相應規格冷卻水套(同擠出機配套,且內壁需打磨光滑),管端氣堵(PE邊緣包裹盤和密封固定盤),氣堵與牽引機擺臂的連接鋼件(弧度相同),變頻控制器,相關附件(緊固帶),水冷設備,吊裝工具。

圖4 工藝設備圖示
5 彎管設備安裝
設備規格Ф600,3D彎管。
(1)在擠出機附近,方圓4m騰出設備擺放空間,地基水平,先大致擺放彎管牽引機的位置,牽引臂轉動中心到擠出機機頭中心的距離為1860mm,兩設備中心切面對齊,并在同一個平面(牽引臂的擺臂長度可以通過擺臂上的卡盤調整,此規格的擺臂圓周半徑調整為1860mm);
(2)把冷卻水套裝在擠出機機頭,位置擺正,水套端頭外側最高點和內側最低點都在水平線上,水套下面是冷卻水進口,上方是冷卻水出口;
(3)將氣堵盤卡在擠出機機頭上,連接鋼件對準氣堵盤中心和牽引臂卡盤的中心位置,三者保持在同一水平線上,然后焊接連接鋼件(先氣堵);
(4)大致位置調整好之后給牽引設備接線供電,調整變頻器檢查牽引機是否正常運轉,功能正常,活動范圍與操作要求是否滿足。氣堵運動軌跡是否和水套曲率半徑一致或者有干涉等位置問題;
(5)最后位置關系調整好之后,用膨脹螺栓將牽引機固定,在連接鋼件上焊接一個吊環,確保后續對擠出彎管有一個支撐作用。將冷卻水管按照下進上出接在冷卻水套上,下方進水,上方出水,兩路水冷。
6 彎管成型操作步驟要點
(1)擠出機預熱至溫度合適,進行加料;
(2)調節牽引機,將氣堵調節至同擠出機機頭對齊,沒有縫隙(確保擠出的料可以直接流至氣堵外側,從而方便包裹);
(3)牽引機運動停止,將下懸臂的拉鏈,掛在連接機頭和牽引臂得鋼件吊環上;
(4)準備就緒之后,擠出機開機擠料,出料功率先調整為9~10Hz;
(5)人工用工具(刮鏟)將擠出的料手動包裹在氣堵包裹盤邊緣,上方的料流動性較好,流動過程中用刮鏟防止上方的料粘在氣堵上阻塞流動,不停的撥動出料,至擠出的料超出氣堵外端頭邊緣7~10cm左右;
(6)停止擠出機擠料,手動將擠出的料包裹在包裹盤的邊緣,下方的料因為冷卻時間過快而粘結性弱,需要手動用力包裹(這部分操作決定了彎管內部的氣密性),確保不會漏氣即可;
(7)邊緣包裹好之后將氣堵的密封固定盤扣在包裹盤上,頂住之前包裹的邊緣PE料,然后上緊密封固定盤(電動扳手比較方便,上緊螺栓),防止漏氣。如圖5所示;
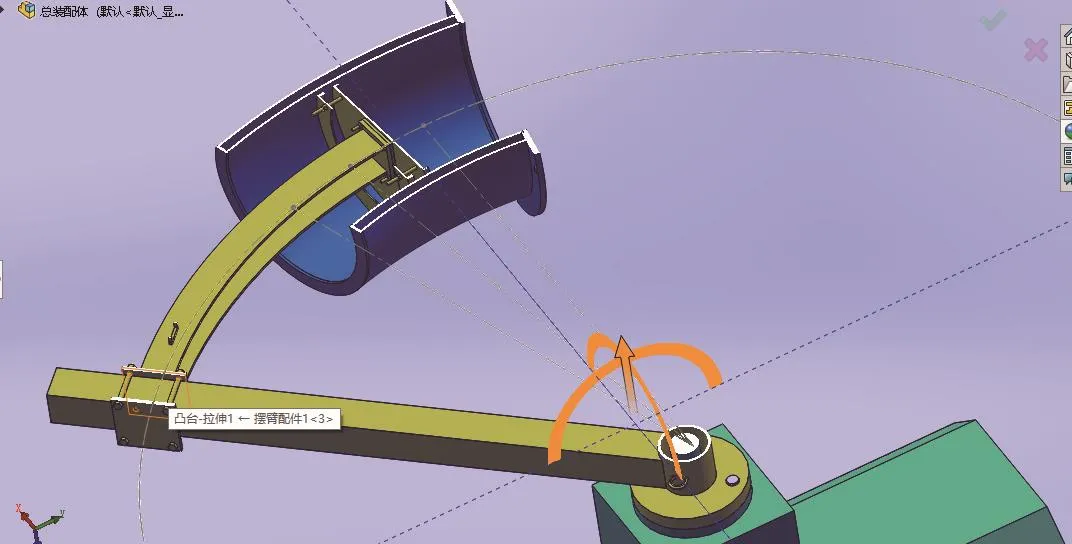
圖5 牽引機三維圖示
(8)打開冷卻設備閥門。擠出機開機擠料,調至18~20Hz左右。向水套里面澆水冷卻;
(9)空氣壓縮機準備就緒,給氣進氣,給氣適中(剛開機因為氣壓,擠出機擠料開始較慢較少,可能會引起管端脹氣腫大),等待30s左右;
(10)開啟牽引機,應當緩慢運動(防止牽引速度和擠出速率不匹配,牽引速度過快會使彎管管壁過薄,嚴重時會拉斷管),所以調速為280~300左右;
(11)當彎管擠出冷卻水套之外后,牽引機速度可調整為320~340左右;
(12)擠出彎管過程中用冷卻水往水套里澆水,位置交替進行冷卻澆水,但不可使冷卻過快而過度冷卻,需注意冷卻水量;
(13)出管過程注意觀察彎管氣堵端頭和彎管自身管體是否有漏氣現象,通過具體情況適當調節氣壓;
(14)此時牽引機轉速應該在320左右,在擠出生產過程中防止管體掉落,可在適當位置用懸臂拉鏈拉住彎管管體。如圖6所示左右懸臂可起固定彎管的作用;

圖6 牽引設備二維圖示
(15)取出緊固帶,牽引機擺臂中心有連接緊固帶的掛環,將緊固帶的一端與之連接,另外一端在適當位置徑向拉住彎管管體,拉力控制合適,主要是起管徑定位作用;
(16)生產目標如果是90°彎管,可擠出一個圓周角120°左右的彎管,視情況而定;

圖7 彎頭外護管成品圖
(17)到達生產目標后,停止牽引機運動,停止擠出機擠料,停止向管內通氣,在彎管端頭切割小口放氣(停機步驟不可亂序,否則會引起充氣內力使管端受力過大,撐斷連接鋼件,彈飛彎管而有安全危害);
(18)管內氣壓下去之后關閉冷卻水,在水套外端口用電鋸切下彎管,移出彎管;
(19)因為彎管頭兩端有電鋸切口和人為操作痕跡以及其他工序引起的管體不平滑和管頭粗糙,按照需要尺寸進行切除。
7 工藝改善要點
關于彎管一次成型技術的改良主要是兩個部分,首先是氣堵卡盤的鎖緊,當端頭擠出料包圍在邊緣包裹盤上之后,需要將密封卡盤與其固定,頂住擠出的PE料,目前采用的方式是螺栓固定,由于牽引設備結構特殊,所以氣堵位置的操作空間有限,需要人工對孔,再上緊螺母,整個成型過程在此階段耗時最多[3]。所以后續是對氣堵卡盤的鎖緊方式做出改進,通過氣缸壓力來頂住端頭PE料。剩下的一個問題是在剛擠出PE料時,需要人工手動將料均勻的包裹在氣堵卡盤上,由于定徑冷卻水套內壁部分用于冷卻水的儲備,所以無論在什么時間開機,水套上部分的溫度總是高于下部分,這就導致剛擠出的PE料冷卻速度不一樣,流淌在包裹盤上的位置不同,嚴重時可能會堵住出料口,影響彎管端頭的密封,從現場實驗來看,水套上部分出料流淌性較好,依靠重力很容易包裹在卡盤上,厚度也比較合適,但水套下部分出料是沿水套邊緣流淌,很難包裹在卡盤上,需要用刮刀在擠料的同時將料不停的撥動上翻,盡力讓所有的料包裹在卡盤邊緣,然后需要迅速將氣堵卡盤鎖緊,否則PE料完全冷卻之后就很難將其頂死密封。
8 結束語
用一次擠出成型的方式生產外護管彎頭具有時間、質量和效益的優勢,而通過方案分析,我們可以通過合理的工藝設計和設備設計實現一次性成型,將會大大減少彎管生產的人力、物力的投入。