風電葉片用噴膠對玻纖層合板力學性能影響研究
2019-12-12 01:56:34李小波羅莎莎黃玉良
山東化工 2019年22期
關鍵詞:力學性能
李小波,榮 光,羅莎莎,黃玉良
(吉林重通成飛新材料股份公司,重慶 404100)
風能作為一種可再生清潔能源,2017年全球風電新增裝機容量52GW,根據十三五規劃,到2020年國內風電將達到2億千瓦以上,風電將成為第三大主力電源[1-5]。而風電機組會以大兆瓦級風力發電為主,對應大尺寸的葉片,技術難度也變的越來越大。而葉片做為整機的基礎和關鍵部件,其可靠的生產工藝和質量是保證機組正常穩定運行的決定因素。玻璃纖維增強塑料以其輕質、耐腐蝕和高彈性模量的特點,一直為風電葉片增強材料的首選。

圖1 葉片殼體鋪層Fig.1 Blade shell layup
葉片成型時,需鋪放大量層數的玻纖布到葉片模具中,葉根區域的玻纖布層數多達50層甚至更多,多層纖維布在模具立面區域的鋪放和固定是個難點,在重量作用和無固定支撐的情況下容易發生下滑。纖維布層層與層發生滑移,將影響葉片設計原始結構,同時產生褶皺和鼓包,導致層合板性能下降,最終影響葉片承載,降低葉片壽命。因此,在葉片殼體層鋪時,一般采用在玻纖布層與層之間噴涂一種膠水的方式對玻纖布進行固定,見示例圖1。之前有科研人員研究過噴膠對對三軸向和單軸向玻纖織物復合材料纖維含量和剪切性能的影響[6],實際生產過程中,工人對噴膠的用量很難控制,因此噴膠用量關鍵參數對復合材料性能的影響研究,不同廠家噴膠對比研究,對指導產品生產和質量有重要意義,本文也從微觀角度直觀體現出噴膠對產品質量的重要影響。
本文研究內容有以下三種:(1)不同噴膠量對不同類型玻纖織物層合板力學性能的影響;(2)不同廠家的噴膠對相同層合板力學性能的影響;(3)不同噴膠用量對層合板微觀界面影響。
1 實驗材料及方法
試驗所用玻纖布種類有單向玻纖布UD1200HM、雙軸玻纖布Bi800、三軸玻纖布Tri1250(0°,±45°)/Tri1250(90°,±60°),玻纖布廠家均為某公司玻纖,層合板灌注所用樹脂環氧樹脂R,使用兩個廠家的噴膠進行試驗分別命名為A和B。為了使試驗結果具有可對比性,層合板所有力學性能試樣均采用4層玻纖布,噴膠在玻纖布層與層之間進行使用。考慮到噴膠對纖維層間結合性可能存在影響,因此本次研究測試層合板的力學性能測試項目及方法主要有壓縮性能(ISO 14126[7])、彎曲性能(ISO 14125[8])、層間剪切強度(ISO 14130[9])。
試樣制作:裁剪玻纖布尺寸為420mm×500mm,在玻纖布層之間使用噴膠(如圖2),噴嘴距離玻纖布50cm左右,噴涂1遍的時間控制在1秒之內,保持每遍噴涂時間一致,每遍噴膠用量大約為5g/m2,通過噴涂1~5遍來驗證不同噴膠用量對層合板性能的影響,每種型號的玻纖布均按照此方法進行鋪層,采用環氧樹脂真空灌注成型[10-11]制作層合板,單向層合板纖維體積含量控制在55%±2%,雙軸和三軸層合板纖維體積含量控制在51.9%±3%范圍內,按照標準尺寸要求切割試樣,對于以上3種研究內容,測試項目見下表1至表3;力學性能每組試樣至少保證6個有效數據。
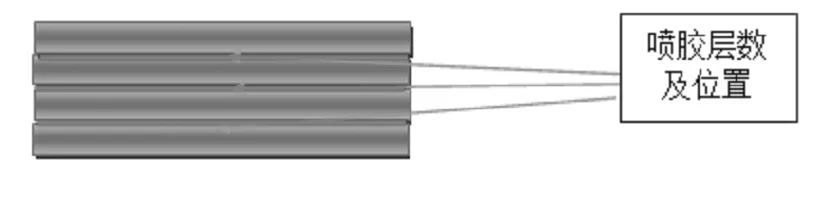
圖2 噴膠噴涂位置Fig.2 Spraying spray position
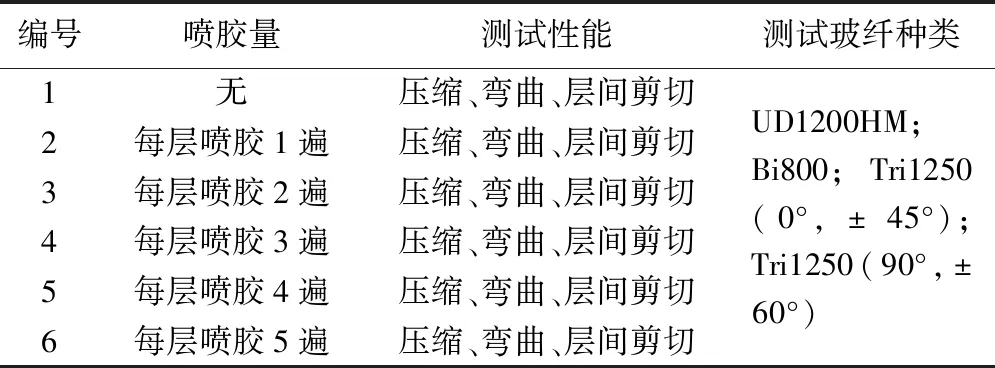
表1 不同噴膠量對不同類型玻纖織物 層合板力學性能測試項目(A廠家)Table 1 Test items for different mechanical properties of different types of glass fiber laminates(A manufacturer)
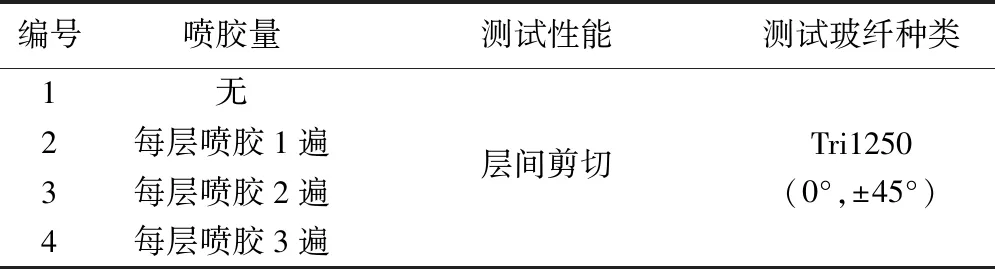
表2 不同廠家的噴膠對相同層合板力學性能測試項目(A/B廠家)

表3 不同噴膠用量對層合板微觀界面影響測試項目(B廠家)
微觀檢測試樣用拋磨機進行金相試樣制作,金相顯微鏡拍攝200倍垂直于0度纖維方向圖像,將拍攝的原圖進行灰度化處理,對圖像進行自動分割,會得出黑色區域面積占整個原圖的百分比,即為所求孔隙率。
2 結果與討論
2.1 不同噴膠量對不同類型玻纖織物層合板力學性能的影響
對所有試驗結果數據匯總,壓縮強度值使用特征值,其余性能使用平均值,為了便于進行數據比對,壓縮性能校正到標準纖維體積含量進行數據匯總和統計,彎曲和層間性能均用原始測試數據,每組試樣有效數據不少于6個,不同噴膠量的玻纖層合板力學性能數據見下表4。
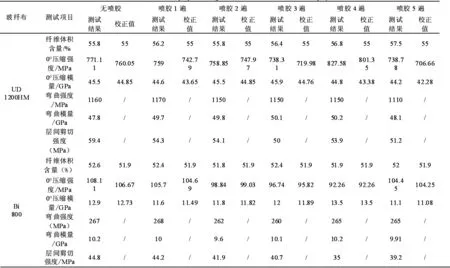
表4 不同噴膠量的玻纖層合板力學性能測試結果Table 4 Test results of mechanical properties of glass fiber laminates with different spray amounts
校正值:根據纖維體積含量實際測量值與標準纖維體積含量值得比例,將實際測量值進行換算。
(1)單向布UD1200HM不同力學性能測試數據統計見下圖3、圖4。
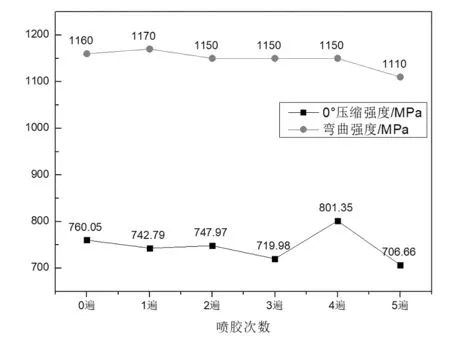
圖3 UD1200HM壓縮和彎曲強度Fig.3 UD1200HM compression and bending strength
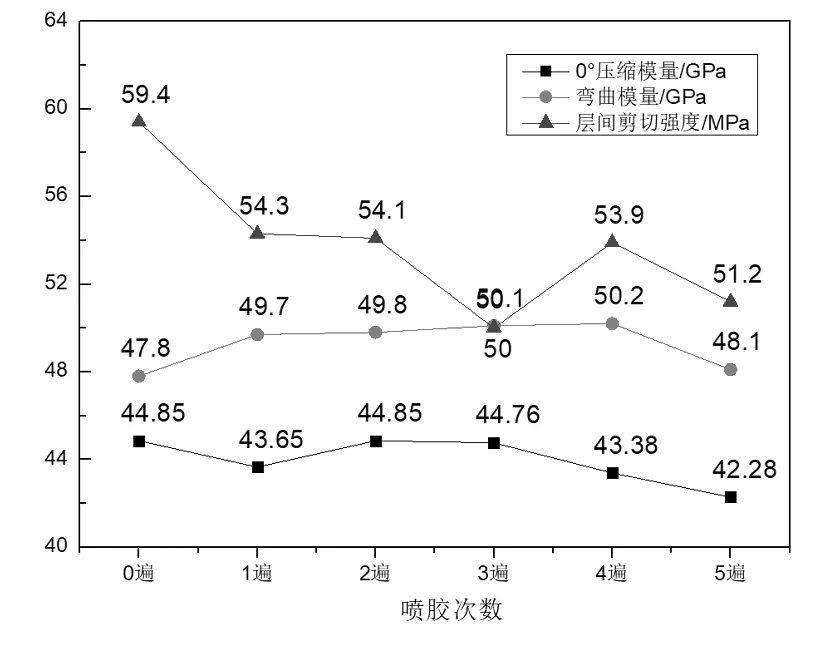
圖4 UD1200HM壓縮模量、 彎曲模量和層間剪切強度性能Fig.4 UD1200HM compression modulus,flexural modulus and interlaminar shear strength properties
結合圖3、4統計數據,可以看出,隨著噴膠次數增加(0→5遍),UD1200HM層合板壓縮強度和模量整體呈下降趨勢,強度降低1.6%~7.0%,模量降低0%~5.7%。UD1200HM層合板彎曲強度整體呈下降趨勢,彎曲強度下降程度在4.3%以內。噴膠次數為1-4遍時彎曲強度下降0.9%以內,基本無變化,噴膠次數為5時,彎曲強度下降4.3%。噴膠后UD1200HM層合板彎曲模量相對無噴膠高(0.6%~5.0%),噴膠次數增加,其模量變化無明顯規律。UD1200HM層合板層間剪切強度整體呈下降趨勢,下降8.6%~15.8%。
(2)雙軸布Bi800不同力學性能測試數據統計見下圖5、圖6。

圖5 Bi800壓縮、彎曲和層間剪切強度Fig.5 Bi800 compression,bending and interlaminar shear strength
結合圖5、圖6統計數據,可以看出隨噴膠次數增加(0→4遍),Bi800層合板壓縮強度呈下降趨勢,下降1.86%~13.51%,噴膠次數為5遍時,測試數據異常,試驗誤差所致。噴膠層合板的壓縮模量整體相對無噴膠層合板較低,下降6.6%~13.0%。噴膠對Bi800層合板彎曲性能基本沒有影響,噴膠層合板與無噴膠層合板彎曲性能基本處于同一水平。隨噴膠次數增加(0→5遍),Bi800層合板層間剪切強度整體呈下降趨勢,下降1.3%~21.9%。
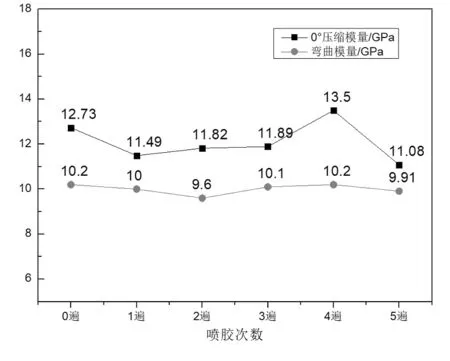
圖6 Bi800壓縮和彎曲模量Fig.6 Bi800 compression and flexural modulus
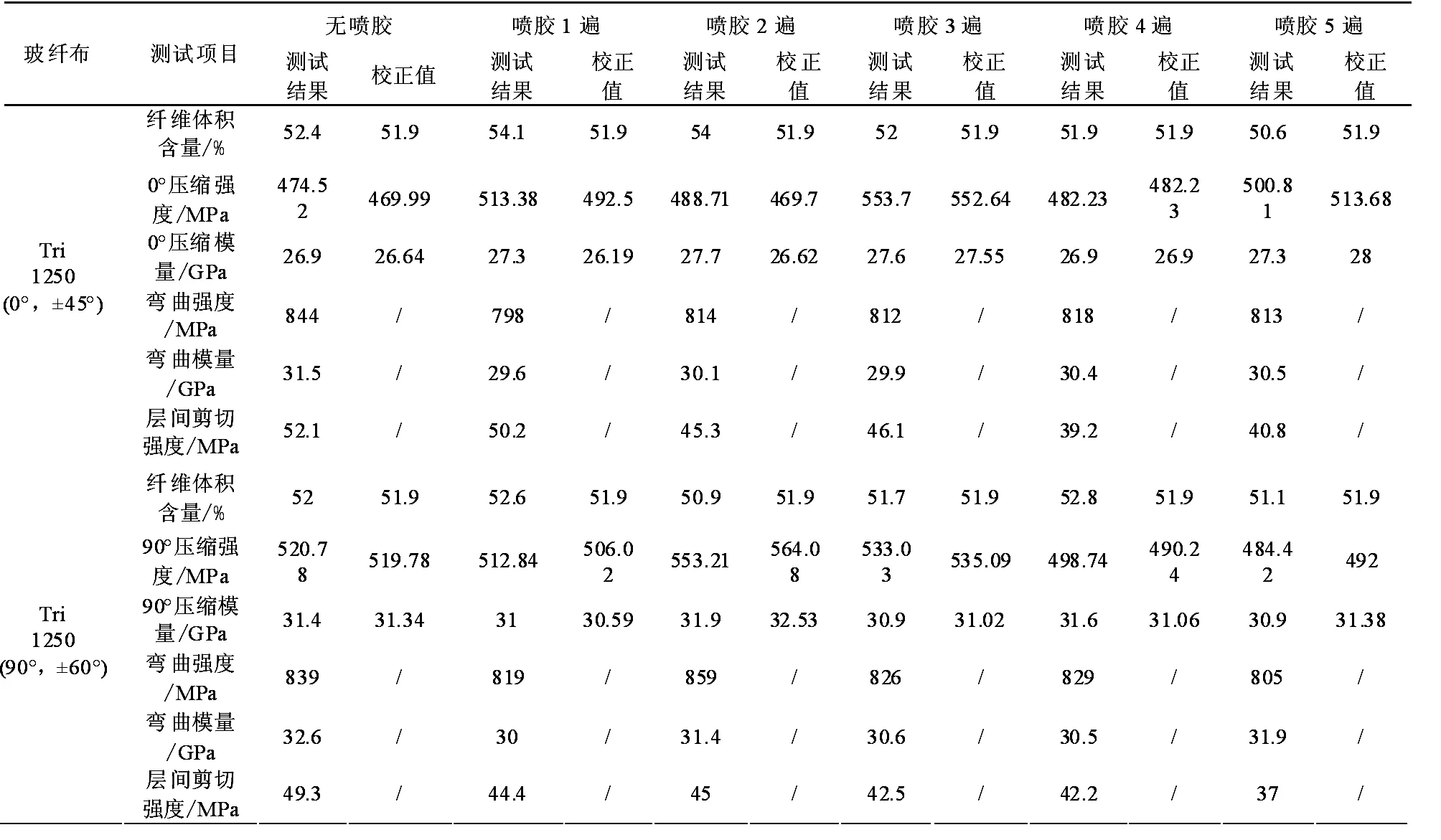
(3)三軸布Tri1250(0°,±45°)不同力學性能測試數據統計見下圖7、圖8。

圖7 Tri1250(0°,±45°)壓縮和彎曲強度Fig.7 Tri1250 (0°,±45°) compression and bending strength
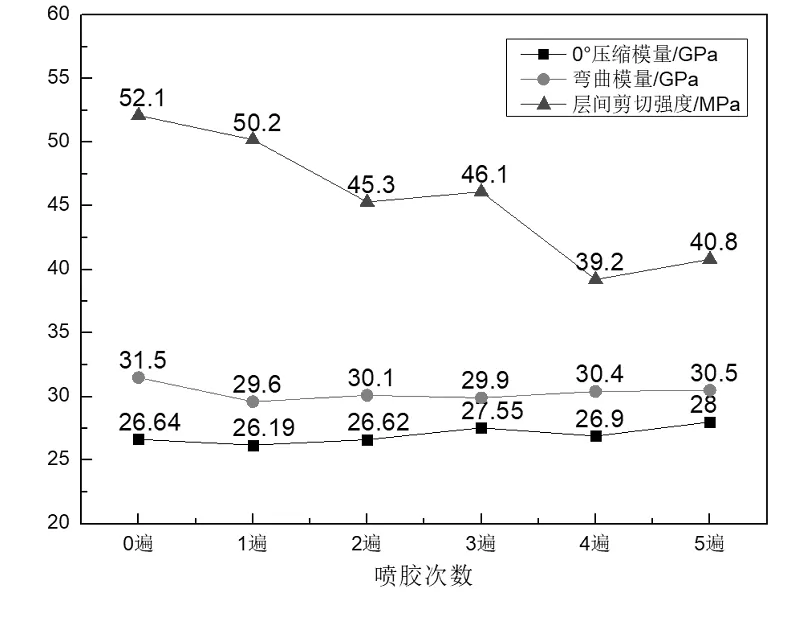
圖8 Tri1250(0°,±45°)壓縮、彎曲模量和層間剪切強度Fig.8 Tri1250 (0°,±45°) compression, flexural modulus and interlaminar shear strength
結合圖7、圖8統計數據,可以看出噴膠后Tri1250(0°,±45°)層合板的壓縮性能整體高于無噴膠Tri1250(0°,±45°)層合板,噴膠次數增加與壓縮性能無明顯規律(壓縮性能測試離散性存在一定影響)。隨噴膠次數增加(0→5遍),Tri1250(0°,±45°)層合板彎曲性能整體呈下降趨勢,強度下降3.1%~5.5%,模量下降3.2%~6.0%。層間剪切性能:隨噴膠次數增加(0→5遍),Tri1250(0°,±45°)層合板層間剪切強度整體呈下降趨勢,下降3.7%~24.8%。
(4)三軸布Tri1250(90°,±60°)不同力學性能測試數據統計見下圖9、圖10。
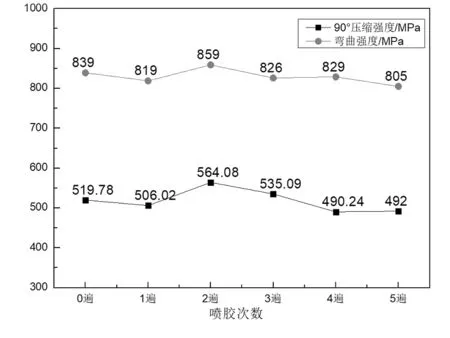
圖9 Tri1250(90°,±60°)壓縮和彎曲強度Fig.9 Tri1250 (90°,±60°) compression and bending strength
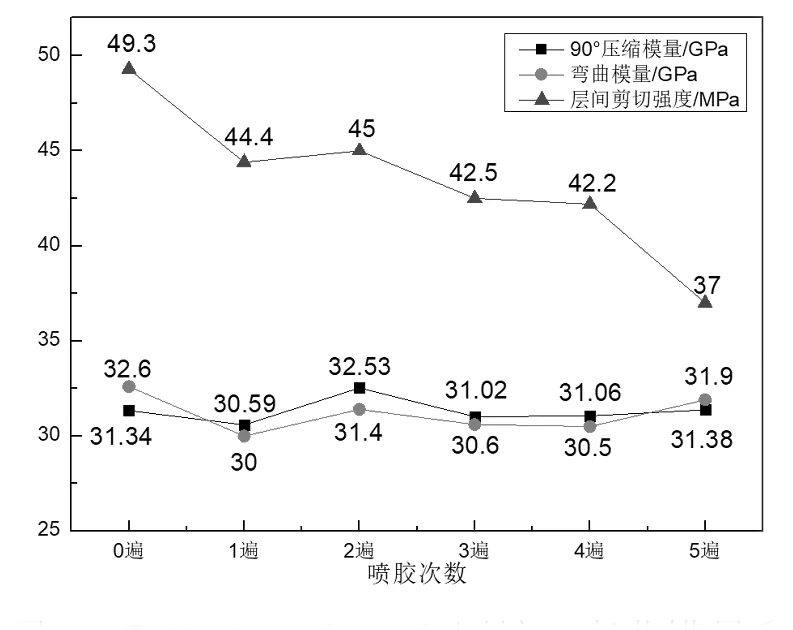
圖10 Tri1250(90°,±60°) 壓縮、彎曲模量和層間剪切強度Fig.10 Tri1250 (90°,±60°) compression, flexural modulus and interlaminar shear strength
結合圖9、圖10統計數據,噴膠次數與壓縮性能無明顯規律,噴膠一、四、五遍層合板Tri1250 (90°,±60°)壓縮強度低于無噴膠層合板,降低2.7%~5.7%。隨噴膠次數增加(0→5遍),Tri1250 (90°,±60°)層合板彎曲強度整體呈下降趨勢,下降1.2%~4.1%。其彎曲模量變化與噴膠量無明顯規律。Tri1250 (90°,±60°)層合板層間剪切強度整體呈下降趨勢,下降8.7%~25.0%。
綜合以上數據分析,由于噴膠成份中含有不容于樹脂物質,該物質在固化后層合板中相當于一種雜質存在,影響玻纖層與層之間的結合性,使之層合板容易發生層間分層現象,因此噴膠量使用不斷增加會導致層合板層間剪切性能明顯下降;壓縮和彎曲性能整體有所下降,影響較低于層間剪切性能,表明噴膠對層合板層與層之間結合性能有較大負作用。
(5)不同種類玻纖層間剪切性能對比分析見下圖11。
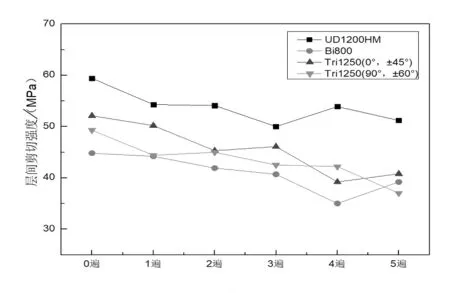
圖11 不同纖維種類層間剪切強度Fig.11 Interlaminar shear strength of different fiber types
結合圖11數據可以看出,單向UD1200HM層間剪切性能最終下降15.8%,雙軸玻纖布最終下降21.9%,三軸玻纖布最終分別下降24.8%和25.0%,由于不同纖維織物中的纖維束直徑不同,單軸向玻纖纖維束大于三軸向玻纖,三軸向玻纖纖維束大于雙軸向玻纖,越細的纖維束粘附噴膠數量越多,對纖維束之間結合性影響越大,導致復合材料層間結合性越差,因此可以得出噴膠對三軸玻纖布影響大于雙軸玻纖布,雙軸玻纖布的影響大于單向玻纖布。
2.2 不同廠家的噴膠對相同層合板力學性能的影響
使用三軸Tri1250(0°,±45°)層合板層間剪切性能驗證不同廠家噴膠對力學性能影響差異性,測試數據見下表5,統計分析見下圖12,試樣破壞照片見圖13~圖16。

表5 不同噴膠量的玻纖層合板層間剪切強度測試結果Table 5 Inter-layer shear strength test results of glass fiber laminates with different spray amounts
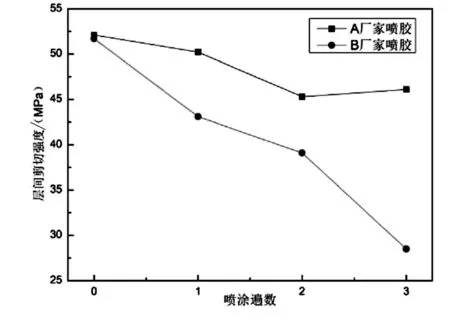
圖12 不同廠家噴膠層間剪切強度Fig.12 Shear strength between different manufacturers
圖13 無噴膠層間剪切破壞試樣圖Fig.13 Non-sprayed interlayer shear failure test sample

圖14 噴涂1遍層間剪切破壞試樣圖Fig.14 Spraying 1 layer of interlaminar shear failure test sample
從圖12數據可以得出,A廠家噴涂3遍時層間剪切強度性能較無噴膠下降11.5%,B廠家噴膠下降44.9%,由于不同廠家噴膠的配方不一致,不可揮發物含量比例相差較大,殘留物質對玻纖層間性能影響也是相差甚大;從圖13~圖16可以看出,噴膠使用量越大,層間結合性越差,破壞試樣內部分層面積就越大,從而對其力學性能影響越大,行業內不同廠家的噴膠對層合板力學性能影響差異較大,為降低葉片生產質量問題,在選著噴膠時盡量開展力學性能驗證試驗,并對其進行評估是否可用。
圖15 噴涂2遍層間剪切破壞試樣圖Fig.15 spraying 2 times interlayer shear damage sample diagram
圖16 噴涂3遍層間剪切破壞試樣圖Fig.16 Spraying 3 times of interlaminar shear failure test sample
2.3 不同噴膠用量對層合板微觀界面影響
每種類型層合板孔隙率試樣至少觀察3個,統計數據見下表6。
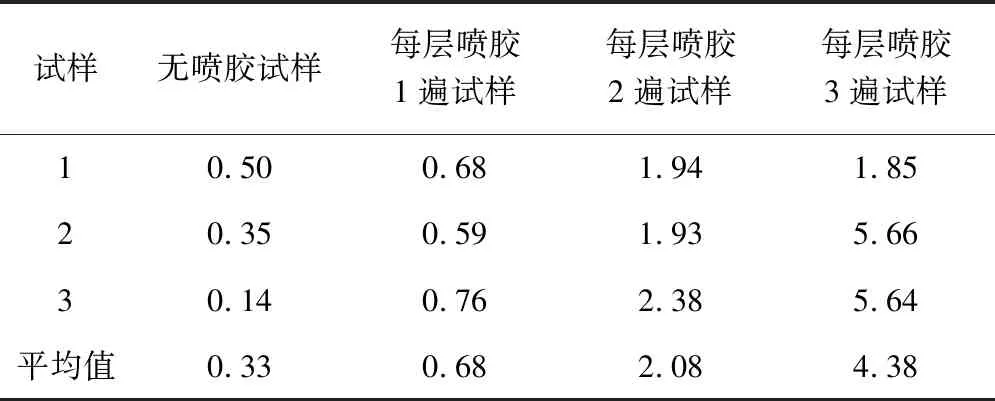
表6 孔隙率檢測數據(%)Table 6 Porosity detection data (%)
不同噴膠遍數試樣微觀檢測圖像見下圖17、圖18、圖19、圖20,由于觀察圖較多,這里每種噴膠數量放置3個典型觀察圖共查閱。
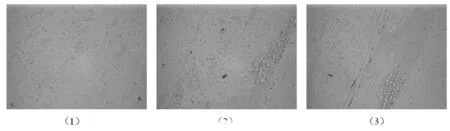
圖17 無噴膠試樣截面圖Fig.17 Cross-sectional view of the non-sprayed sample

圖18 每層噴膠1遍試樣截面圖Fig.18 Sectional view of the sample sprayed once per layer
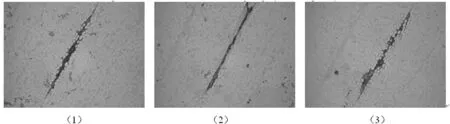
圖19 每層噴膠2遍試樣截面圖Fig.19 Sectional view of the sample sprayed twice per layer
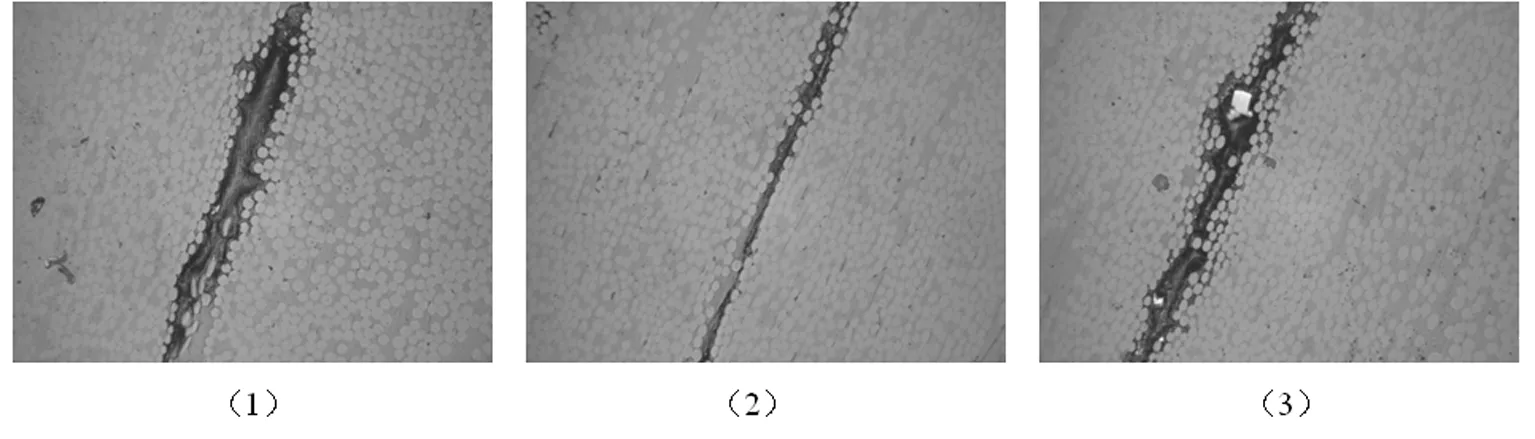
圖20 每層噴膠3遍試樣截面圖Fig.20 Sectional view of the sample sprayed three times per layer
從上述表5和微觀檢測圖像可以看出,隨著噴膠用量增多,玻纖層間缺陷和空隙所占比例逐漸增大,每層噴膠達兩遍時空隙率已超過1%,對應上述層間力學性能相比無噴膠試樣下降29%,微觀上的檢測結果與之宏觀力學性能表現趨勢一致,進一步驗證了使用噴膠產生的缺陷和孔隙對玻纖結構件會有較大影響,孔隙的存在不僅對層間剪切有顯著的影響,而且也影響材料的抗壓、彎曲和疲勞性能[12-15]。
3 結論
(1)使用噴膠會使不同種類玻纖織物層合板壓縮、彎曲和層間剪切力學性能有所下降,其中對層間剪切強度的影響最大。
(2)隨著噴膠使用量增加,層合板壓縮、彎曲和層間剪切力學性能呈下降趨勢,層間剪切強度下降比例高于壓縮和彎曲性能。
(3)噴膠對三軸玻纖布層合板層間剪切強度的影響高于雙軸玻纖布,對雙軸玻纖布層合板層間剪切強度的影響高于單向玻纖布。
(4)不同廠家的噴膠對玻纖層合板層間剪切強度的影響存在較大差異。
(5)隨著噴膠用量增多,通過微觀檢測,纖維層與層之間的缺陷和空隙比例明顯增大。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
