管材縱向壁厚控制計算模型的研究與應用
2014-05-16 06:09:04梁海泉秦利波
天津冶金 2014年2期
關鍵詞:模型
梁海泉,秦利波
(天津鋼管集團股份有限公司,天津 300301)
管材縱向壁厚控制計算模型的研究與應用
梁海泉,秦利波
(天津鋼管集團股份有限公司,天津 300301)
在傳統理論基礎之上,依據微積分原理,采用線性簡化模型及定積分方法,深入分析了產品壁厚分布狀態,推導得出了管材縱向壁厚控制計算模型,并通過調整定徑工序張力改進管體壁厚分布狀態,實踐結果表明,可有效提高產品成材率1%~3%,且達到了管體壁厚100%合格的控制目標。
壁厚;不均度;縱向分布;計算模型
1 引言
隨著管材生產工藝的不斷進步,熱軋成品管材壁厚精度得到不斷提高,但由于定徑工序引起的管體縱向壁厚分布不一致,導致管材縱向壁厚控制難度加大,且產品成材率亦因此受到影響。為此,在傳統理論基礎之上,本文對管材縱向壁厚控制計算模型進行了深入研究與推導,應用實踐表明產品成材率較傳統經驗法可提高1%~3%,且達到了管體壁厚100%合格的控制目標。
2 管材壁厚分布不均性
2.1 管材橫斷面壁厚不均度
在鋼管同一橫斷面上最大和最小壁厚差值稱橫向絕對壁厚不均度,它與名義壁厚之比稱相對壁厚不均,即:
管體橫向壁厚不均是衡量鋼管幾何精確度的主要指標。
2.2 管材縱向壁厚不均性
生產實踐過程中,管體壁厚與管端壁厚存在差異,中值曲線如圖1所示。由圖1可見,管體壁厚與管端壁厚分布存在兩種情況,一種是管端壁厚大于管體壁厚分布,如S1曲線所示,而另一種情況為管端壁厚小于管體壁厚分布,如S2曲線所示。實際生產中,由于管材橫截面存在壁厚不均度,當管體中值偏高時,由于不均度與中值疊加將致使管體出現厚點,如圖1中A點所示;而當管體中值偏低時,則由于不均度與中值疊加致使管體出現薄點,如圖1中D點。管體壁厚超出公差范圍的點,將造成后序加工量增大且成材率降低[1-2]。
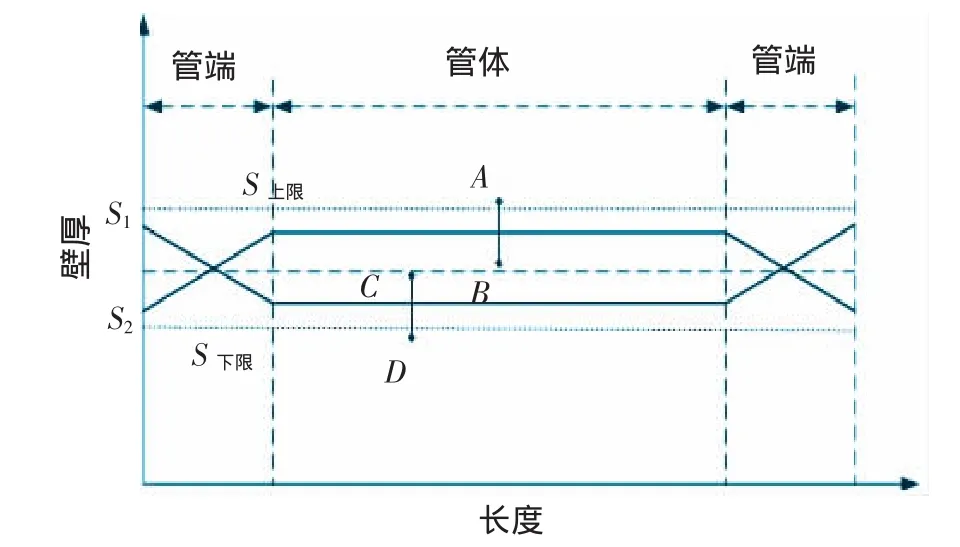
圖1 管體壁厚分布中值曲線
2.3 管材縱向壁厚分布機理
管材壁厚在長度方向的變化曲線呈下凹型時,如圖1曲線S1所示,兩端增厚而管體偏薄的原因在于鋼管的兩端為不穩定軋制過程,其張力制度和金屬的流動發生了變化。以前端為例,鋼管前端被逐機架咬入后,前端一定長度范圍內的鋼管,軋制時均無前張力,而后端則無后張力。而中間管體部分因前后張力作用,致使金屬沿縱向流動,從而徑向壁厚減薄。因此,與中間穩定軋制過程相比,兩端壁厚增加較大。而無張力軋制時,管體壁厚呈S2曲線分布狀態。實際生產中,通過調整疊加電機轉速以調整管體張力制度,從而調節管體壁厚中值分布狀態。本文對14架微張力工藝進行研究,管體壁厚分布狀態呈S1曲線分布狀態[3]。
綜合上述,鋼管軋制過程中應同時控制管體壁厚中值與壁厚不均度,防止管體壁厚超出公差,尤其避免管體出現薄點,因此,本文對壁厚控制計算模型進行了深入研究,利用計算模型預測管體壁厚中值,并為調節工藝參數提供理論支持。
3 管體壁厚分布計算模型
3.1 管端增段厚長度模型[4]
一般管端增厚段的長度與機架間距有直接關系。當鋼管頭部在第二架未咬入之前,張力值Z=0,管端增厚的長度相當于第一、第二架的間距。此后管端繼續通過各機架時被軋制延伸和繼續加厚,最終增厚段長度呈望遠鏡狀。根據生產實踐積累的試驗數據和經驗,推導出計算公式:
式中:l0為管端增厚長度,mm;K 為修正系數;μ∑為延伸率;Cd為機架間距,mm。
當μ∑<2.5時,管端頭部K取1.1,管端尾部K取1.3。
當μ∑>2.5時,管端頭部K取1.4,管端尾部K取1.6。
當μ∑>5.0時,管端頭部K取1.2,管端尾部K取1.4。
3.2 壁厚分布計算模型的推導
管材壁厚分布示意圖見圖2。
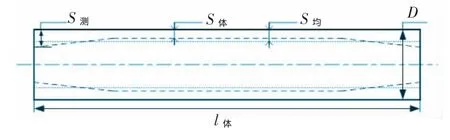
圖2 管材壁厚分布示意圖
根據管端增厚段計算模型,本文采用微積分原理推導管體壁厚中值計算模型,為實際生產提供理論支持,以提高管體壁厚控制精度。據體積不變原理,管體平均壁厚為:
管端壁厚分布曲線屬非線性曲線,為了便于回歸積分求解,本文近似采用一次線性模型,管端增厚模型坐標表示,如圖3所示,其中增厚長度l0采用2.1模型計算。
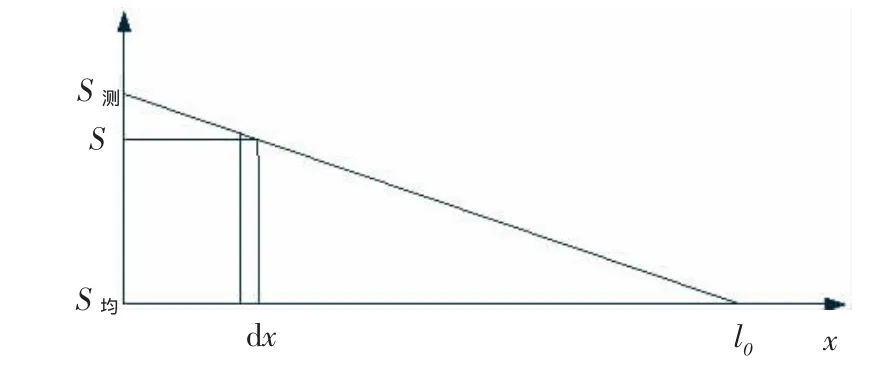
圖3 管端增厚線性模型
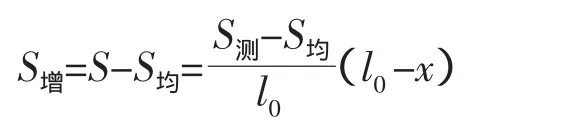
壁厚計算方程:
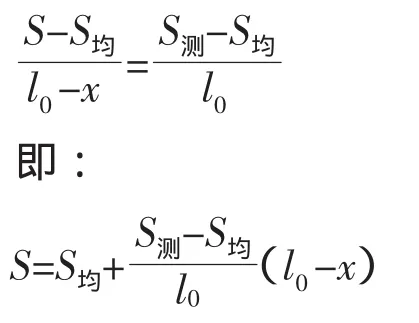
增厚計算方程:
增厚體積微元:

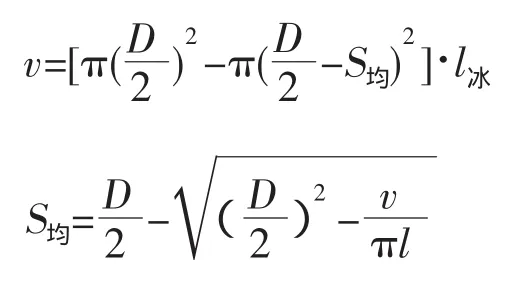
管端增厚體積:
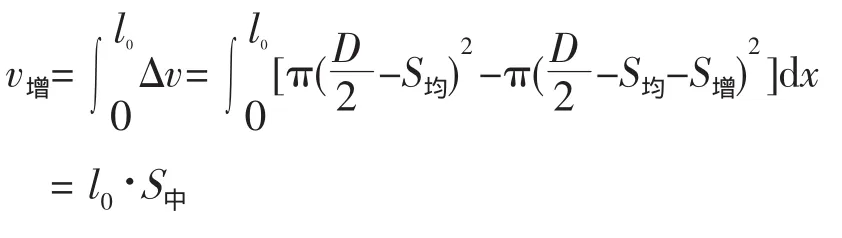
管體體積:

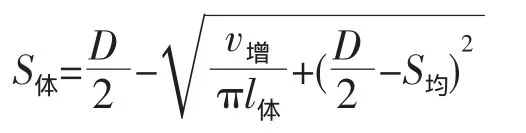
管體實際壁厚:
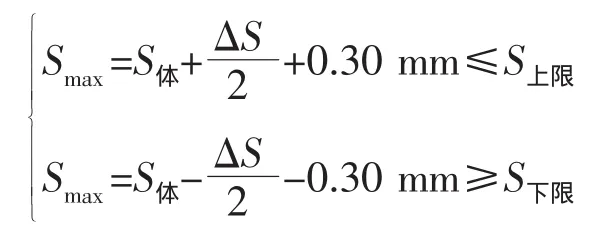
3.3 壁厚分布控制策略
生產過程中,為使產品壁厚幾何尺寸滿足公差要求,需使管體壁厚中值與壁厚不均度相疊加結果滿足公差帶要求,同時,考慮軋制過程對壁厚的小幅影響,即軋制過程的動態特性,控制模型中加入0.30mm的安全余量,即:
4 實驗驗證與對比
4.1 實驗一
產品規格?159 mm×20mm接箍料,鋼種26CrMo4s/1,荒管規格 ?204 mm×20mm,其中,
產品公差范圍:S上限=22.5 mm,S下限=18 mm;
管端長度:l頭部=1 124mm;l尾部=18mm
經微張力減徑后,壁厚檢測結果如下:
壁厚不均度:

依傳統經驗法,由上述計算結果則推斷管體壁厚合格,而按照本文管體壁厚計算模型可得結果如下:
管體壁厚中值:S中=19.44 mm
管體壁厚最大值與最小值分布:
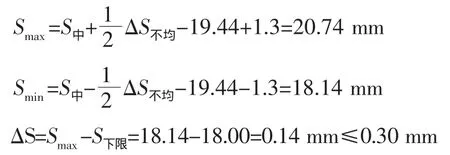
據壁厚控制模型計算結果,壁厚最小值與壁厚下限只有0.14 mm的偏差,小于0.30mm,所以當軋制狀態稍微有波動時即出現壁厚超出下限的情況。管體壁厚測量結果如圖4所示,管體壁厚存在薄點,管體檢測第6點超下限0.17 mm。由此證明,壁厚控制計算模型對壁厚預測較為準確。
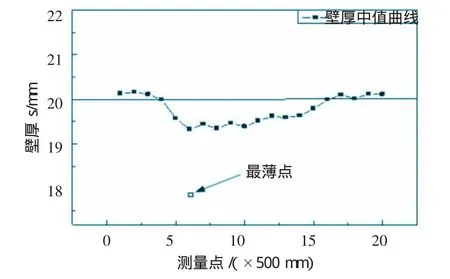
圖4 實驗一?159×20壁厚測量數據
4.2 實驗二
據實驗一因張力過大而管體壁厚中值偏下,實驗二調整疊加電機轉速由60r/min降低至30r/min,從而降低軋制張力,且調整荒管壁厚增加0.5 mm,定徑荒管規格?204 mm×20.5 mm,經微張力減徑后,管端壁厚檢測結果如下:
壁厚上下限:Smax=21.93 mm,Smin=19.29 mm;
壁厚不均度:ΔS不均=Smax-Smin=21.93-19.29=2.64 mm
依傳統經驗法,由上述計算結果推斷管體壁厚亦合格,按照本文反饋控制模型計算管體壁厚分布狀況,其結果如下:
管體壁厚中值:S中=19.93 mm;
管體壁厚最大值與最小值分布:
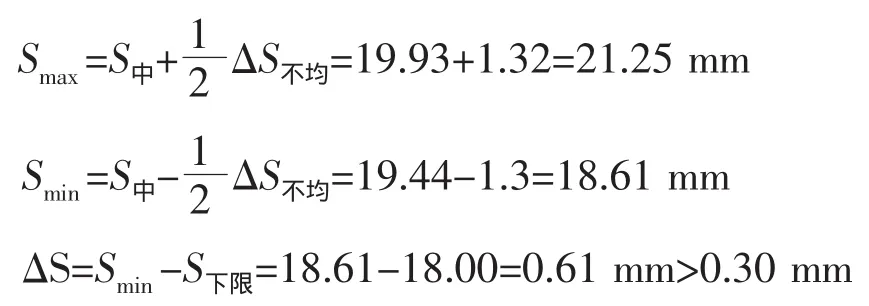
據控制模型計算結果可知,調整荒管壁厚之后壁厚最小值與壁厚下限有0.61 mm的偏差,大于0.30mm,所以當軋制狀態稍微有波動時壁厚最小值將依然高于壁厚下限。壁厚測量分布狀況,見圖5。
4.3 對比分析
生產統計結果如圖6所示,生產結果表明,經驗法存在19%超出壁厚公差下限的不合格品,產品成材率87.99%,而按照本文提出的壁厚控制模型進行生產則管體壁厚100%滿足公差范圍要求,且產品成材率為93.27%。由此可知,本文控制模型優于傳統經驗控制方法,可有效提高產品壁厚控制精度且提高產品成材率,經長期統計結果,產品成材率可有效提高1%~3%。
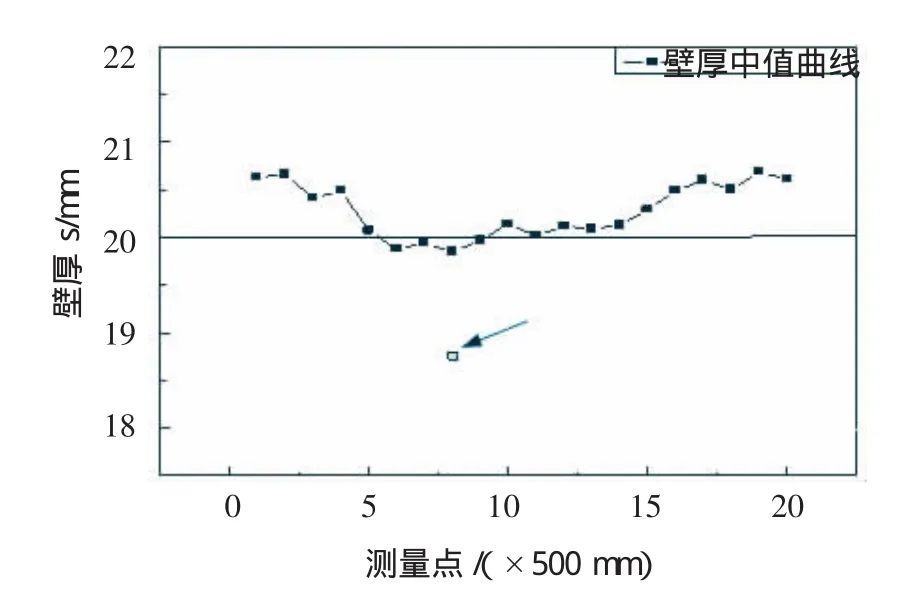
圖5 實驗二×?159×20壁厚測量數據
5 結論
(1)微張力定徑工序使管體縱向壁厚分布呈下凹型,即兩端增厚,管體中間壁厚較薄。
(2)本文計算控制模型預測管體壁厚中值較傳統經驗法精度較高,可準確預測管體壁厚中值分布狀態,實驗結果表明,壁厚控制模型使管體壁厚合格率可達到100%,有效解決經驗法中管體壁厚薄點問題。
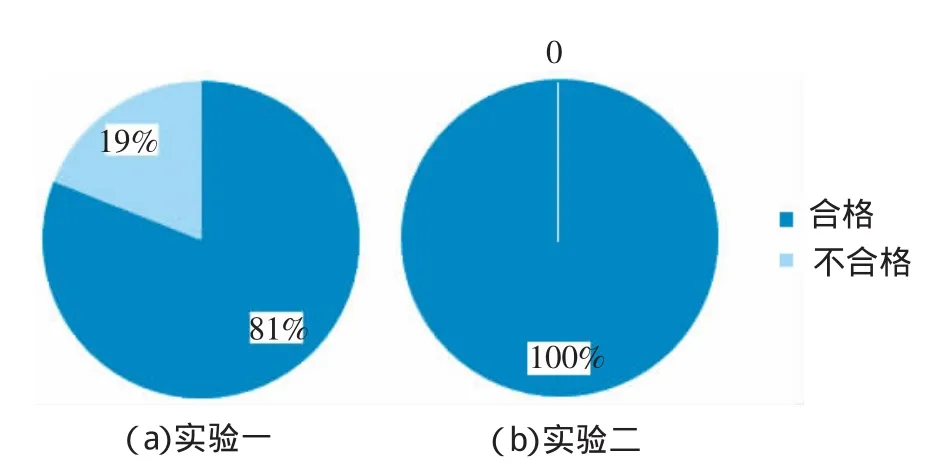
圖6 實驗結果對比圖
(3)本文計算控制模型可有效提高產品成材率,實驗結果表明產品成材率可提高5.28%,且長期生產實踐表明可提高產品成材率1%~3%。
[1] 姜正義,劉相華,王國棟,等.鋼管外徑和壁厚的檢測與控制[J].鋼管,1997,26(4):20-23.
[2] 袁泉,呂立華,陳國金,等.12架微張力減徑機壁厚變化數學模型的研究[J].鋼管,2003,32(6):5-8.
[3] 彭大暑.金屬塑性加工原理[M].長沙:中南大學出版社,2004:106.
[4] 鐘錫俤.減少張力減徑管管端切頭量的探討[J].鋼管,1989(4):11-14.
Study and Application of Control and Calculation Model for Pipe Longitudinal Wall-Thickness
LIANG Hai-quan and QIN Li-bo
(Tianjin Pipe[Group]Corporation,Tianjin 300301,China)
On the basis of traditional theory,in principle of calculus,with method of linear simplified model and definite integral,the distribution state of pipe wall thickness was deeply analyzed,and the control and calculation model of pipe longitudinal wall-thickness deduced.The distribution state of pipe wall thickness was improved by adjusting the tension at sizing mill.Practice results showed this model could effectively increase the yield by 1%~3%and reach the control target that 100%pipe wallthickness was qualified.
wall-thickness;unevenness;longitudinal distribution;calculation model
10.3969/j.issn.1006-110X.2014.02.021
2013-09-15
2013-10-12
梁海泉(1977—),男,高級工程師,主要從事管材軋制工藝與技術方面的研究工作。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19