吐絲溫度對高硅焊絲鋼氧化皮結構及剝離性的影響
2019-12-03 02:56:22郭慧英張亞運
上海金屬 2019年6期
郭慧英 張亞運 王 納 張 宇
(江蘇省(沙鋼)鋼鐵研究院,江蘇 張家港 215625)
ER70S- 6焊絲鋼盤條是制作二氧化碳氣保焊絲的主要原料,廣泛應用于橋梁、船舶、車輛制造及工程機械等領域的焊接,是典型的高硅焊絲鋼。隨著下游焊絲生產企業環保壓力的增大,目前主要采用機械折彎+砂帶打磨的方式代替酸洗工藝去除盤條表面氧化鐵皮。與高碳鋼機械剝殼工藝相比,盡管在機械折彎后增加一道砂帶打磨工序,該鋼種在機械剝殼后仍會出現局部氧化皮去除不凈導致的基體表面發黑,成品焊絲表面鍍銅不均勻的問題,嚴重影響其焊接工藝性能[1]。
已有研究表明,熱軋帶鋼表面氧化皮的組分、厚度及結構等會影響其剝離性能,而氧化皮的結構一方面受鋼中合金元素的種類及含量的影響[2- 3],另一方面受軋制工藝的影響[4- 5]。如含Si鋼在共晶化合物Fe2SiO4/FeO熔點以上加熱時,該化合物深嵌入基體導致板坯除磷困難[6]。隨著盤條軋制和吐絲溫度的升高,盤條氧化鐵皮的FeO含量不斷升高,氧化鐵皮厚度不斷增加,盤條的鐵皮機械除鱗性不斷改善[7]。陳革等[8]研究了高碳鋼盤條熱軋時氧化皮生成過程中的壓應力與氧化皮內表面皺褶的關系,并提出了減小皺褶界面起伏的高度,增大起伏的長度可提高氧化皮的剝離性能。付松岳等[9]提出適當提高高碳鋼軋制過程中的高溫氧化溫度,延長氧化時間,并降低600 ℃以下冷卻速度,提高Fe3O4的生成量,均可提高盤條氧化鐵皮的機械剝離性。朱傳清[10]通過優化鋼坯加熱工藝及控冷工藝,使盤條表面氧化皮厚度及結構得到改善,解決了氧化皮去除不凈的問題。
由于高碳鋼盤條主要采用機械剝殼法去除氧化皮,因此相關的研究報道較多。而高硅焊絲鋼盤條以前主要采用酸洗法去除氧化皮,近兩年隨著環保壓力的增加,下游企業才逐步采用機械剝殼法代替酸洗法,故相關的免酸洗焊絲鋼盤條的研究報道較少。由于焊絲鋼成分可調范圍有限,為滿足下游客戶需求,本文研究了軋制過程中吐絲溫度對ER70S- 6盤條氧化皮結構及機械剝離性的影響,以進一步改善盤條表面氧化皮的機械剝離性能。
1 試驗材料及方法
ER70S- 6焊絲鋼的化學成分(質量分數,%)為0.08C,0.84Si,1.45Mn,0.015P,0.013S,其余為鐵。其生產工藝為采用180 t轉爐冶煉,經鋼包精煉后澆鑄成140 mm×140 mm的小方坯,然后在高線車間經斯太爾摩緩冷工藝軋制成φ5.5 mm盤條。軋制時坯料加熱溫度為1 040~1 080 ℃,除磷水壓為15~18 MPa,開軋溫度為960~1 000 ℃,斯太爾摩輥道入口段速度為0.2 m/s,保溫罩全關,確保盤條冷卻速度小于1 ℃/s,吐絲溫度分別為840、880和920 ℃,編為工藝1、2、3。其中,工藝1為常規工藝,采用酸洗法可將盤條表面氧化皮除凈,但采用機械剝殼法難以除凈,拉拔絲及成品焊絲表面發黑。工藝2和工藝3的吐絲溫度逐漸提高,期望通過延長盤條軋制后的高溫停留時間,改善氧化皮的結構及厚度,以提高氧化皮的機械剝離性。
試樣經鑲嵌、磨拋后采用EVO 18型掃描電鏡(ZEISS)觀察氧化皮的形貌;采用Zeiss Sigma 500場發射掃描電鏡的電子背散射衍射(EBSD)面分析技術觀察氧化皮的物相組成,加速電壓為20 kV,掃描步長為40 nm,掃描速度為331 點/s,測量點數為776 × 406。采用扭轉試驗評價氧化皮的機械剝離性能,盤條長度240 mm,在扭轉試驗機上扭轉360°后觀察剝離后的氧化皮形態;對扭轉前后的盤條稱重,得到剝落的氧化皮質量;采用EVO- 18掃描電鏡(ZEISS)觀察盤條上殘留氧化皮形貌,采用D/MAX 2500 X射線衍射儀分析剝落氧化皮的物相組成,旋轉陽極靶材料為Cu,管電壓為40 kV,管電流為150 mA,連續掃描速度為2(°)/min,掃描角度范圍為10°~90°。
2 結果分析與討論
2.1 氧化皮的形貌及物相組成
采用工藝1~3軋制的盤條表面氧化皮的橫截面形貌見圖1。由圖可知:(1)與常規碳鋼熱軋后僅有3層物相結構的氧化皮不同[11],試驗3種工藝軋制得到的氧化皮均含4層結構,從基體側向外依次定義為最外層、次外層、中間層和最內層;(2)工藝1和工藝2的最外層氧化皮均較疏松,工藝3的氧化皮最外層與次外層結合較致密;(3)工藝1的氧化皮總厚度為7.1~7.4 μm,中間層氧化皮的厚度比例較小,工藝2的氧化皮總厚度為8.7~10.4 μm,中間層的厚度比例顯著增加,工藝3的氧化皮總厚度為12.1~13.8 μm,中間層的厚度比例增加至50%。
現有文獻對高硅鋼高溫階段形成的氧化皮的相結構報道較多[12- 13],因高溫下生成的氧化皮總厚度可達200 μm以上,相應各層氧化皮的厚度較厚,采用電子探針及電子背散射衍射相分析技術可標定出氧化皮各層的相結構,而熱軋盤條表面的三次氧化皮是在軋制結束后的冷卻過程中形成的,其形成溫度一般低于950 ℃,且高溫停留時間短,因此氧化皮的總厚度一般小于20 μm,且氧化皮較疏松,受探頭分辨率限制,采用常規的電子探針及電子背散射衍射相分析技術難以準確標定氧化皮各層的相結構。本文3種工藝條件下獲得的氧化皮均較薄,最厚的僅13 μm,其中最內層的厚度僅1 μm,因此檢測難度較大。
采用高分辨率的Symmetry EBSD探頭,利用電子背散射衍射(EBSD)技術做進一步分析。圖2為工藝3氧化皮的菊池帶取向襯度圖及EBSD標定的相組成圖。根據標定結果,氧化皮的4層結構從基體側向外依次為Fe2SiO4、Fe1- xO、Fe3O4和Fe2O3層,與高硅鋼長時間高溫氧化得到的氧化皮不同,最內層未發現FeO/Fe2SiO4的共晶結構,僅含有Fe2SiO4,FeO與Fe3O4層具有明顯的界限,但最外層與次外層的界限不明顯。
由于部分區域氧化皮較疏松,導致菊池帶質量較差(圖2a最外層與次外層結合處及最內層與中間層結合處),使得相應位置的物相標定率較低(圖2b)。此外,由于工藝1和工藝2的氧化皮各層厚度相對較薄,其物相標定率相比工藝3更低。
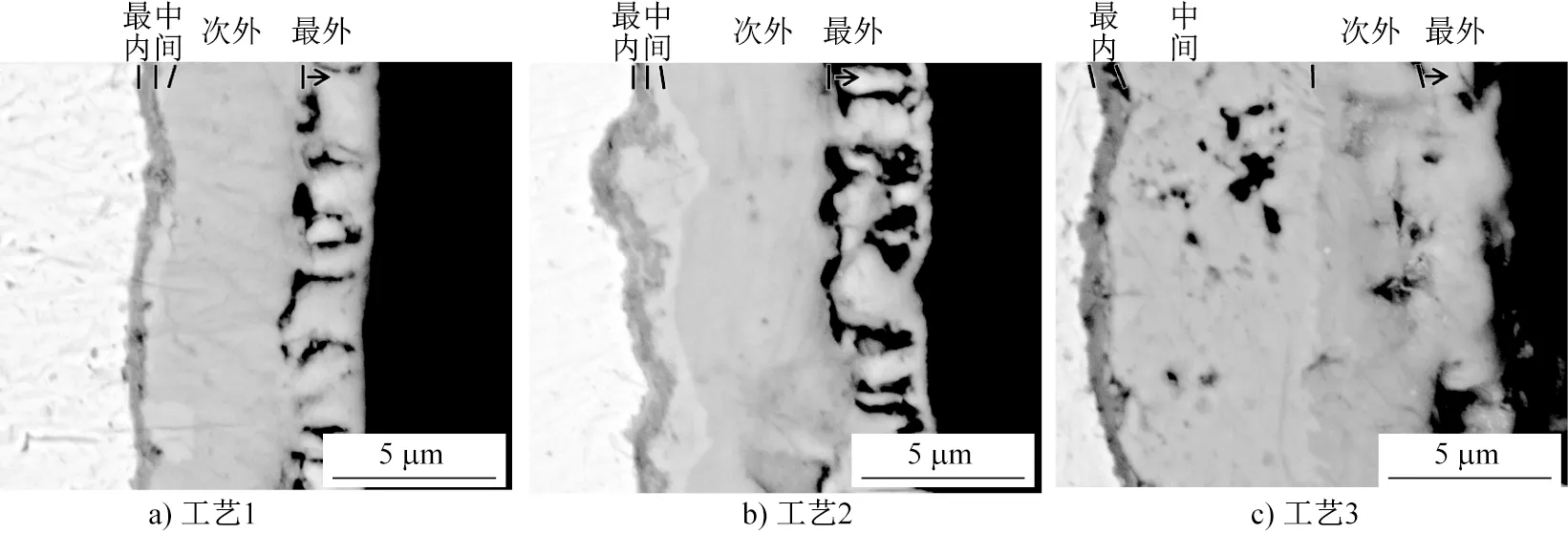
圖1 3種工藝軋制得到的盤條表面氧化皮的橫截面形貌Fig.1 Cross- sectional morphologies of the oxide scale on the surface of wire rod produced by three rolling processes
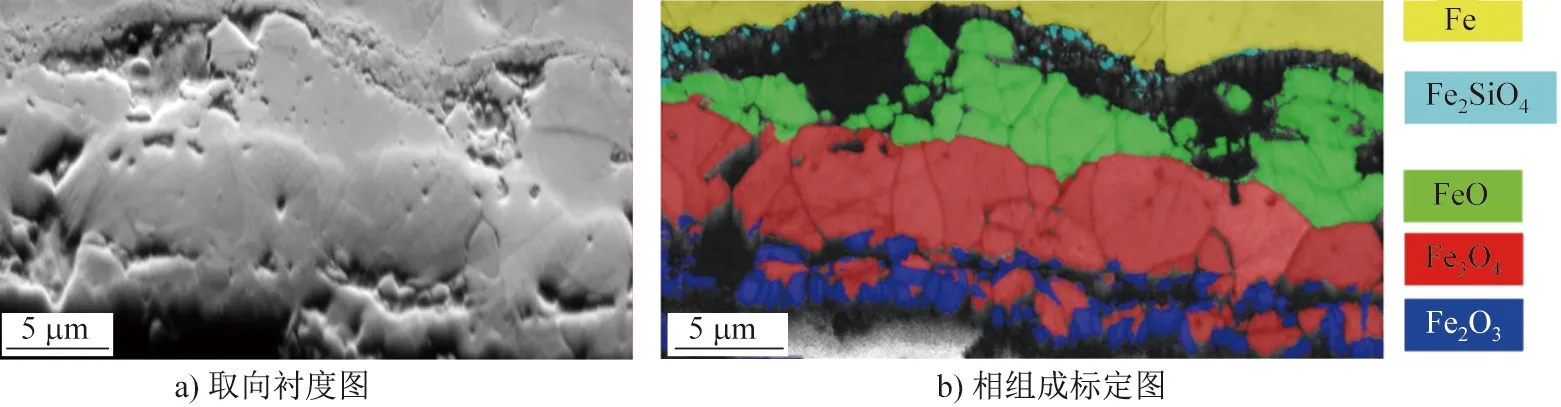
圖2 工藝3氧化皮的EBSD分析結果Fig.2 EBSD maps of the oxide scale obtained by process 3
2.2 吐絲溫度對表面氧化皮的影響
由圖1可知,在不同吐絲溫度下獲得的氧化皮總厚度及各物相比例明顯不同,隨著吐絲溫度從840 ℃升高至920 ℃,氧化皮總厚度從7 μm左右增加至13 μm,中間層Fe1-xO的比例增加至50%。由于鋼的高溫氧化行為主要通過Fe和O的擴散進行,其擴散系數D遵循Arrhenius定律,即D=D0exp (-Q/RT),式中:D0為擴散常數,Q為擴散激活能,R為氣體常數,T為熱力學溫度。由此可以看出,吐絲溫度越高,Fe和O的擴散速率越快,從而促進了盤條表面的氧化,導致氧化皮總厚度增加。此外,由于Fe1-xO的缺陷濃度遠大于Fe3O4和Fe2O3,Fe在Fe1-xO中的擴散速率比在Fe3O4和Fe2O3中高[14],因此隨著吐絲溫度的升高,Fe1-xO層厚的增加速率大于Fe3O4和Fe2O3層,從而使Fe1-xO層厚度比例增加。
2.3 氧化皮的剝離性評價
采用扭轉試驗評價氧化皮的機械剝離性能,圖3為盤條扭轉試驗后表面氧化皮的剝離效果,由圖可知,工藝1氧化皮剝離較少,剝落的氧化皮呈粉末狀,盤條表面呈灰黑色;工藝2氧化皮剝離量較工藝1明顯增加,剝落的氧化皮呈粉末狀和塊狀,部分盤條表面呈灰白色;工藝3氧化皮剝離量最多,剝離的氧化皮呈塊狀和長條狀,大部分盤條表面呈灰白色。由此可以看出,隨著吐絲溫度從840 ℃升高至920 ℃,氧化皮剝離形態由粉末狀逐漸轉變為塊狀和長條狀,氧化皮殘留量逐漸減少,表明提高吐絲溫度可以改善盤條表面氧化皮剝離性。研究表明[15],剝落的氧化皮尺寸與氧化皮厚度呈正相關,氧化皮厚度越大,其強度則越高,能夠在剝離過程中承受更大的剪切應力而不斷裂,使裂紋在剝離過程中更易在結合面產生,以較大的塊狀形式剝落。工藝3氧化皮的總厚度相比工藝1增加了60%以上,氧化皮的剝離性明顯提高。
通過對扭轉前后的盤條稱重,得到工藝1~3剝落的氧化皮質量分別為0.272 9、0.540 2和0.993 3 g,表明吐絲溫度越高,剝落的氧化皮越多,一方面由于吐絲溫度升高后生成的氧化皮厚度增加,另一方面由于剝落的氧化皮比例增加。

圖3 試驗盤條機械扭轉試驗后氧化皮的剝離效果Fig.3 Descaling property of the oxide scale on the tested wire rods after mechanical twisting
圖4為掃描電鏡下觀察的盤條表面氧化皮的剝離情況,由圖4(a)可知,工藝1盤條表面氧化皮殘留較多,其中位置1處氧化皮無剝落,位置2處最外層氧化皮剝落,兩處的EDS能譜分析結果分別見圖5(a)和5(b),主要含有O和Fe元素。表明吐絲溫度為840 ℃時,僅有少量氧化皮從基體結合面剝落,最外層Fe2O3中的裂紋雖較多,但其疏松的結構導致與次外層結合強度不足,使裂紋不能穿透該層而到達Fe3O4層,故剝落物主要是最外層氧化皮;由圖4(b)可知,工藝2盤條表面氧化皮殘留面積分數小于50%,表明氧化皮強度比工藝1的高,未剝落的氧化皮與工藝1盤條的相似;由圖4(c)可知,工藝3盤條表面基本無最外層氧化皮殘留,位置3和4處的EDS能譜分析結果分別見圖5(c)和5(d),其中位置3的Si含量遠高于基體中Si含量,表明該處殘留Fe2SiO4層,而位置4的Si含量略高于基體中Si含量,結合能譜的半定量特性,表明該處為盤條基體,氧化皮基本無殘留。綜上所述,吐絲溫度為920 ℃時,氧化皮剝離較徹底,但局部Fe2SiO4與基體的粘附力較強,難以完全剝離。
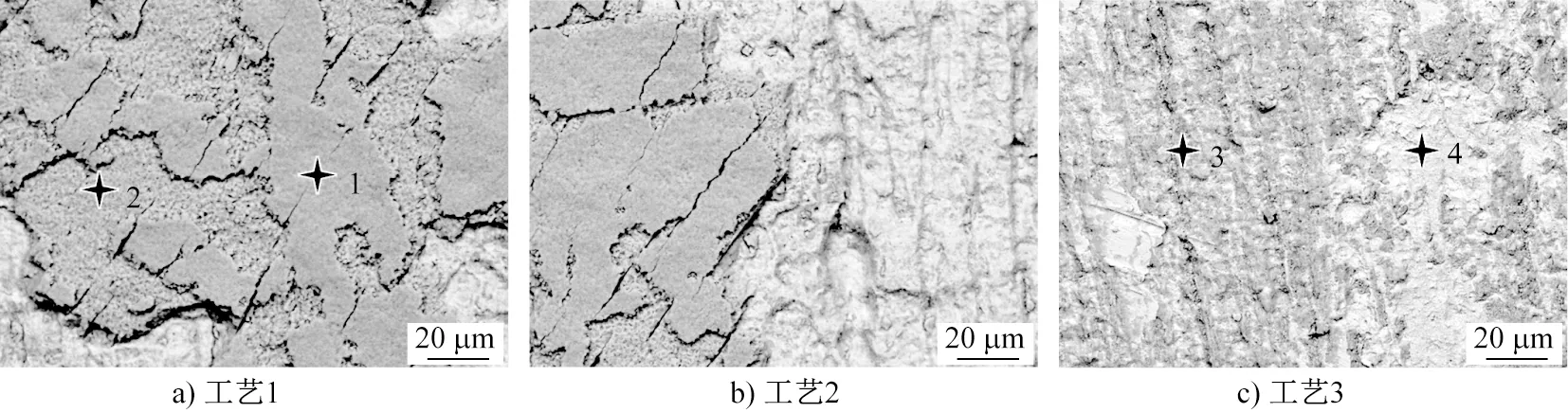
圖4 試驗盤條扭轉試驗后表面形貌Fig.4 Surface morphologies of the tested wire rods after mechanical twisting
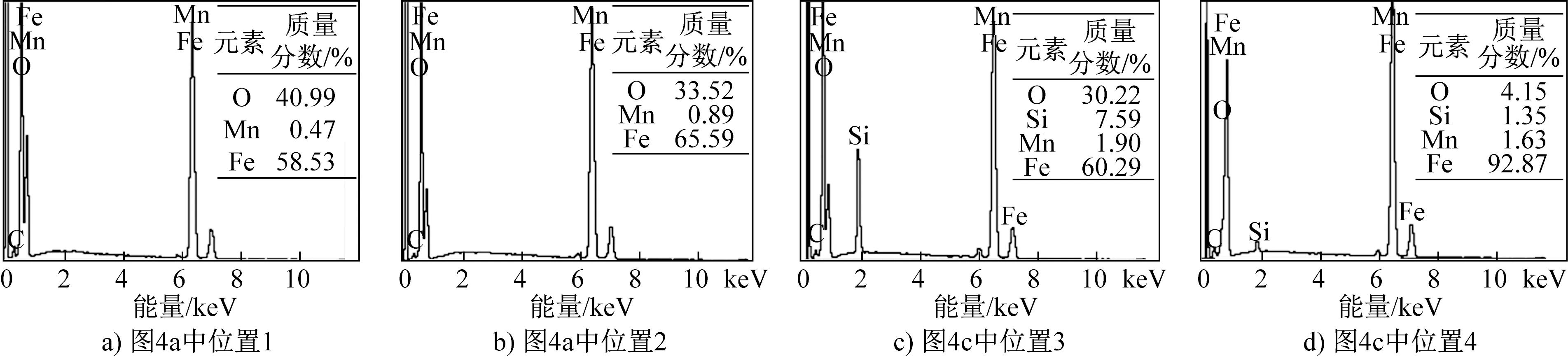
圖5 試驗盤條表面氧化皮的能譜分析結果Fig.5 EDS analysis results of oxide scale on the tested wire rods surface
將工藝3盤條剝落的氧化皮研磨成粉末后進行XRD衍射分析,結果如圖6所示,可見剝落氧化皮的主要物相為FeO、Fe3O4和Fe2O3。衍射譜圖中未發現Fe2SiO4相,一方面由于氧化皮中Fe2SiO4層的厚度比例較小,另一方面由于剝落的Fe2SiO4相對較少,未達到衍射儀可識別的含量。
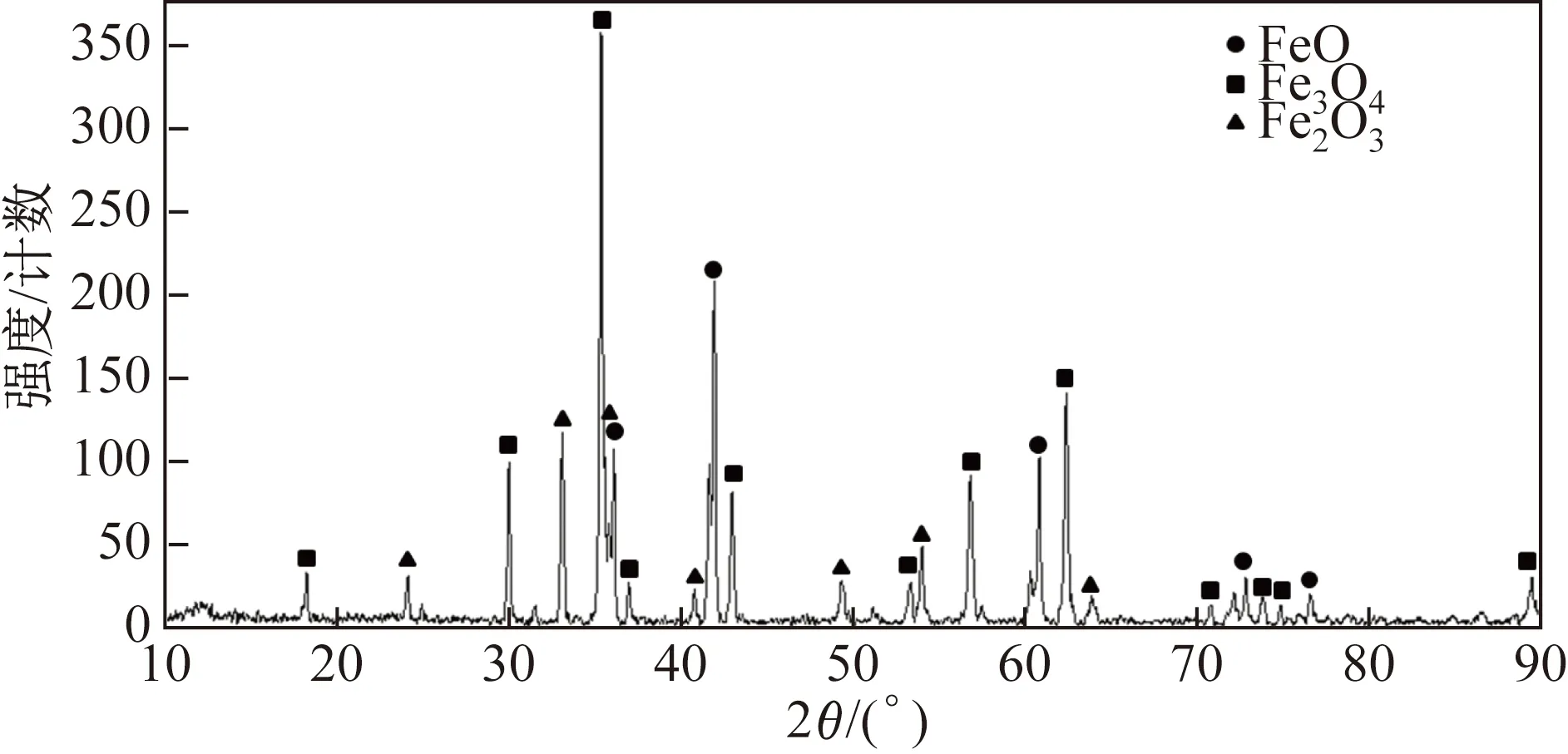
圖6 工藝3氧化皮的XRD圖譜Fig.6 XRD pattern of oxide scale produced by process 3
3 結論
(1)高硅焊絲鋼盤條軋制后形成的氧化皮從基體側向外依次為Fe2SiO4、Fe1- xO、Fe3O4和Fe2O3層,與高硅鋼長時間高溫氧化得到的氧化皮不同,最內層未發現FeO/Fe2SiO4的共晶結構,僅含有Fe2SiO4,FeO與Fe3O4層具有明顯的界限,但最外層與次外層的界限不明顯。
(2)不同吐絲溫度下獲得的氧化皮總厚度及物相比例明顯不同,當吐絲溫度從840 ℃升高至920 ℃時,氧化皮總厚度從約7 μm增加至13 μm,中間層Fe1- xO的厚度比例增加至50%。氧化皮剝離形態由粉末狀逐漸轉變為塊狀和長條狀,盤條表面氧化皮殘留量逐漸減少,剝落氧化皮質量顯著增加,表明提高吐絲溫度可改善盤條表面氧化皮剝離性。
(3)采用工藝3已生產了10萬余t ER70S- 6焊絲鋼,焊絲表面鍍銅層均勻,基本無發黑現象。
猜你喜歡
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
山東冶金(2019年6期)2020-01-06 07:45:54
電腦報(2019年40期)2019-09-10 07:22:44
世界農藥(2019年2期)2019-07-13 05:55:12
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
