高溫過熱器T91材質管道焊縫異常與分析
2019-11-27 08:21:10安洪亮
山西化工 2019年5期
關鍵詞:焊縫
王 強, 安洪亮, 馮 瑞, 靳 彤
(1.陜西榆林能源集團橫山煤電有限公司,陜西 榆林 719000; 2.哈爾濱焊接研究院有限公司,黑龍江 哈爾濱 150028)
引 言
某超超臨界1 000 MW機組,鍋爐為DG3000/29.4-Ⅱ1型。鍋爐高溫過熱器管接頭材質為:SA-213T91,規格為:Φ45 mm×7.5 mm。在設備的安裝過程中采用TIG焊進行焊接,熱處理采用柔性陶瓷電阻加熱器進行加熱。熱處理完成后對焊縫及其附近的母材進行無損及力學性能檢測,發現焊口附近經過熱處理后的母材較原始母材的200 HBHLD下降30 HBHLD~50 HBHLD,部分焊縫的硬度較熱處理前的約400 HBHLD下降至約160 HBHLD,而部分焊縫硬度較熱處理前變化不大。
1 試驗方法及結果
1.1 試驗方法
現場焊接的熱輸入及熱處理曲線示意圖見圖1,選取了2條典型異常管焊接接頭取樣進行化學成分、力學性能和金相組織分析。兩段檢驗用樣均以環縫為中心,包含熱處理段母材和原始母材段,樣品編號依次為1號、2號,管道編號見圖2。其中,1號在焊接熱影響區外,距離熔合線約10 mm區域的硬度在167 HBHLD~174 HBHLD,焊縫的硬度在157 HBHLD~164 HBHLD;2號在焊接熱影響區外,距離熔合線約10 mm區域的硬度在131 HBHLD~133 HBHLD,焊縫的硬度在390 HBHLD~400 HBHLD。
1.2 化學成分分析
1號、2號原始母材及其焊縫的化學成分結果及GB/T5310標準對10Cr9Mo1VNbN(對應T91)的要求如第40頁表1所示。由表1可知,兩段管材的原始母材化學成分符合標準要求,焊縫金屬的化學成分檢測結果與母材的化學成分基本相當,焊材與母材應屬匹配材質。
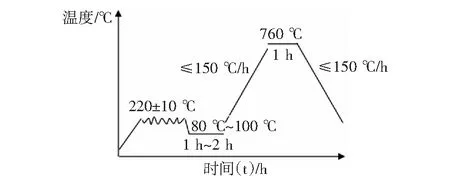
圖1 現場焊接熱輸入及熱處理曲線
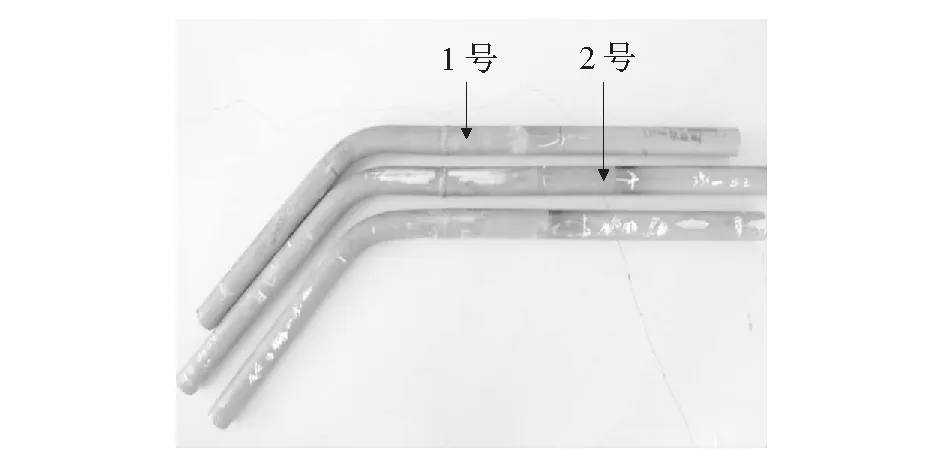
圖2 管道的編號及取樣位位置
1.3 力學性能試驗
取1號、2號原始母材進行拉伸、硬度試驗與GB/T5310-2017、DL/T438-2016等標準中對10Cr9Mo1VNbN(對應T91)的性能規定進行對比。材料的拉伸試驗結果見第40頁表2。由表2可知,原始母材的室溫拉伸檢驗結果(屈服強度、抗拉強度、斷后伸長率)均符合GB/T 5310-2017中對10Cr9Mo1VNbN(對應T91)的拉伸性能規定。材料的硬度試驗結果見表3,由表3可知,原始母材的布氏硬度檢驗結果較為穩定,約在HB 200左右,符合標準要求。

表1 母材及焊縫化學成分 (質量分數,%)

表2 母材拉伸試驗結果
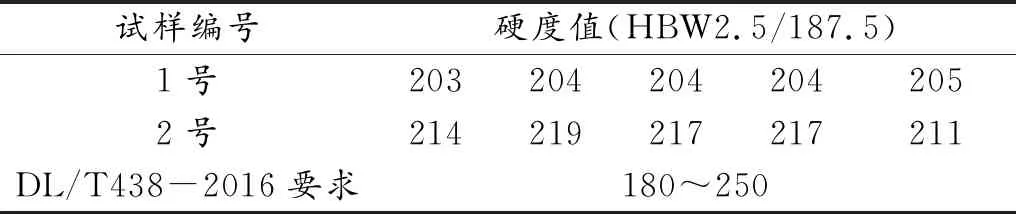
表3 母材硬度測試結果
對兩組試樣的焊縫及距焊縫約10 mm處的母材段(進行過焊后熱處理的區域),進行布氏硬度檢測,檢測結果見表4。由表4可知,1號的焊縫硬度(約HB 170)低于原始母材硬度(約HB 200),2號的焊縫硬度(約HB 400)明顯高于原始母材硬度(約HB 200)。1號、2號焊后熱處理段硬度比原始母材硬度低HB 30~HB 50。
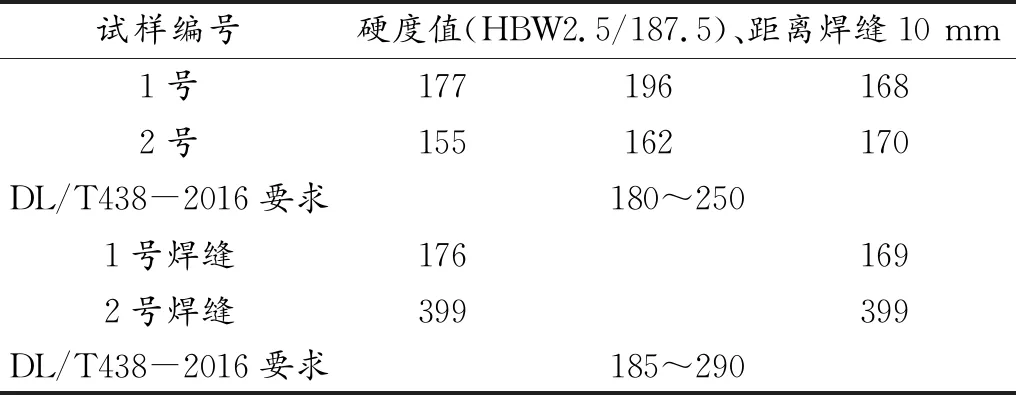
表4 焊縫及其鄰近區域硬度試驗結果
1.4 金相組織分析
1.4.1 管道原始金相分析
1號原始母材金相組織見圖3a),為回火索氏體,晶粒較細,碳化物尺寸較大,大部分晶粒內馬氏體位向特征基本消失,少部分晶粒內可見1條~2條碳化物沿特定晶面分布線。碳化物主要集中于晶界,晶內碳化物數量較少且尺寸較大,金相組織介于回火索氏體和鐵素體與碳化物之間。2號原始母材金相組織見圖3b),為回火索氏體,晶粒稍大,碳化物尺寸和分布特征與1號上側原始母材金相組織基本相同。

圖3 母材組織
1.4.2 距離焊縫10 mm處金相分析
分別對兩組試樣距離焊縫10 mm的區域的管道進行金相分析,該區域的管道未受焊接熱影響區域的影響,但該區域進行過焊后熱處理。
1號未受焊接熱影響的熱處理段母材金相組織見圖4a),為回火索氏體,組織形態與原始母材金相組織相當,碳化物有粗化傾向。2號未受焊接熱影響的熱處理段母材金相組織見圖4b),為回火索氏體+等軸鐵素體,有在Ac1附近或Ac1以上雙相區回火的組織特點,屬熱處理超溫的異常組織。
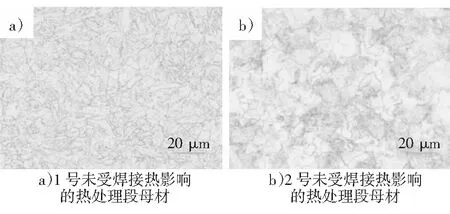
圖4 未受焊接熱影響的熱處理段母材組織
1.4.3 焊縫及其熱影響區域的金相分析
在兩個焊縫處取樣進行了焊縫和熱影響區金相組織分析。
1號:焊縫的金相組織見第41頁圖5a),為回火索氏體,碳化物尺寸較大,呈顆粒狀,在晶界和板條界析出,馬氏體分解顯著;焊接熱影響相變區金相組織見圖5b),為回火索氏體,晶界碳化物呈鏈狀,晶內碳化物較少,有的晶粒可見碳化物沿馬氏體位向分布;焊接熱影響不完全相變區金相組織見圖5c),為鐵素體+碳化物+少量回火索氏體,顆粒狀碳化物析出顯著,顆粒較大,回火索氏體區碳化物較為密集。

圖5 1號焊縫及其熱影響區域的金相組織
2號:焊縫金相組織見圖6a),金相組織屬回火馬氏體,但馬氏體板條特征清晰,馬氏體分解、碳化物析出不明顯,硬度偏高(HV1410,相當于HB 388);2號母材側焊接熱影響相變區金相組織見圖6b),為回火馬氏體,呈等軸晶特征,但馬氏體板條特征清晰,碳化物析出不明顯;焊接熱影響不完全相變區金相組織見圖6c),為鐵素體+碳化物+回火索氏體+回火馬氏體,碳化物主要分布于鐵素體晶界,顆粒較大,回火索氏體碳化物分布較彌散,深色區域為回火馬氏體,馬氏體分解跡象不明顯[1]。
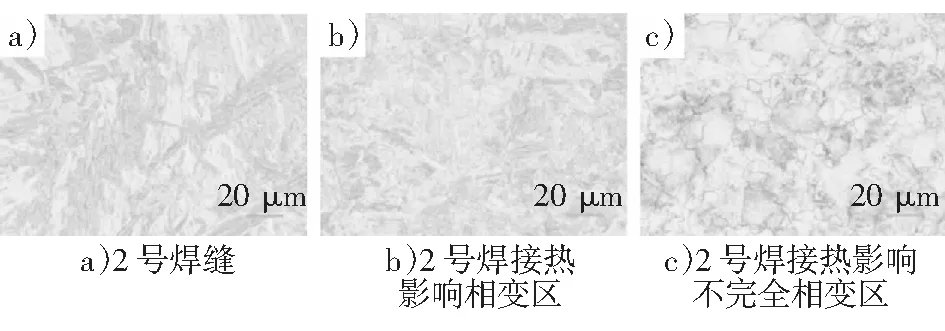
圖6 2號焊縫及其熱影響區域的金相組織
1.5 T91熱處理模擬試樣及性能測試
選取1號、2號原始母材依照現場焊接后熱處理工藝(工藝曲線如圖1)進行模擬熱處理,熱處理制度為:由室溫以<150 ℃/h速度升溫至760 ℃,保溫1 h,再以<150 ℃/h速度降溫至室溫。
對模擬熱處理后的母材進行拉伸、硬度、沖擊性能試驗并與GB/T5310-2008及DL/T438-2016等標準中對10Cr9Mo1VNbN(對應T91)的性能規定進行對比。材料的拉伸試驗結果見表5。由表5可知,經上述熱處理的母材室溫拉伸檢驗結果(屈服強度、抗拉強度、斷后伸長率)與熱處理前相比幾乎沒有差別。材料的硬度、沖擊試驗結果見表6、表7。由表6、表7可知經上述熱處理的母材的布氏硬度和沖擊檢驗結果較為穩定,與熱處理前相比變化不大,比該管進行焊接后回火熱處理穩定得多。

表5 熱處理后母材拉伸試驗結果
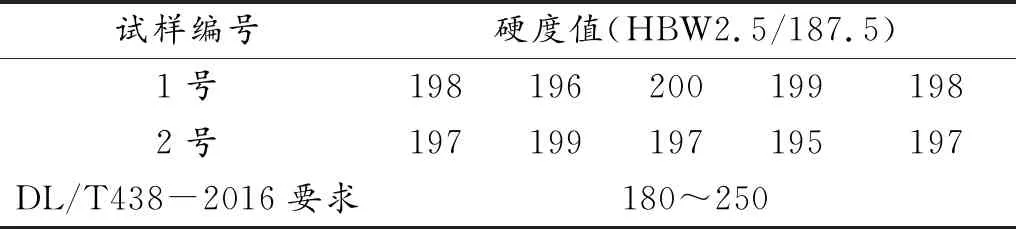
表6 熱處理后母材硬度試驗結果
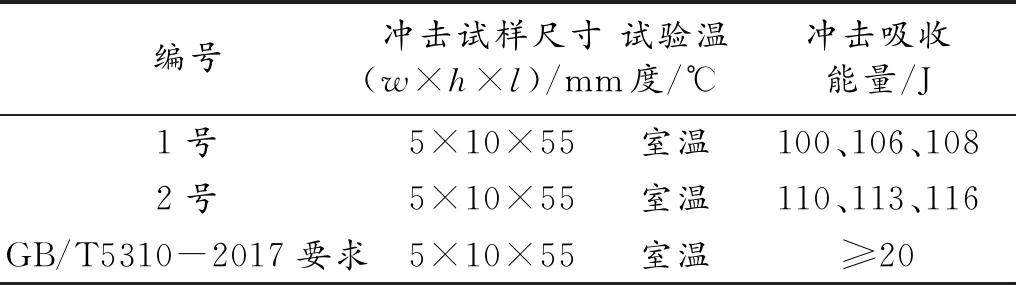
表7 熱處理后母材沖擊試驗結果
1號、2號母材經模擬熱處理后,金相組織分別為圖7a)、圖7b)。組織形態與原始母材金相組織基本相當,為回火索氏體。

圖7 熱處理后母材組織
1.6 掃描電鏡(SEM)分析
選取1號原始母材拉伸斷口進行SEM分析,斷口的整體形貌見圖8a),頸縮現象明顯,斷面起伏較大,符合韌性斷口的一般特征,微觀斷口形貌見照片分別為圖8b)、圖8c),呈均勻細小韌窩狀,符合T91的斷裂形貌[2]。相關研究表明[3],T91材料的強化相主要為M23C6,碳化物的尺寸一般在0.08 μm~0.3 μm。第42頁圖9a)為1號原始母材,碳化物大量在晶界析出,碳化物顆粒的尺寸約在0.1 μm~0.2 μm。圖9b)為1號原始母材經過模擬熱處理后的SEM圖片。從圖片上可以看出熱處理前后,碳化物的析出及分布狀況、碳化物尺寸基本相同。

圖8 1號原始母材拉伸斷口SEM圖
2 分析與討論
原始母材的布氏硬度檢驗結果較為穩定,約為HB200,符合GB/T 5310-2008中對10Cr9Mo1VNbN(相當于T91)的硬度規定,原始管材硬度合格。樣品距焊縫約10 mm處的現場熱處理段母材布氏硬度均明顯低于原始母材硬度。
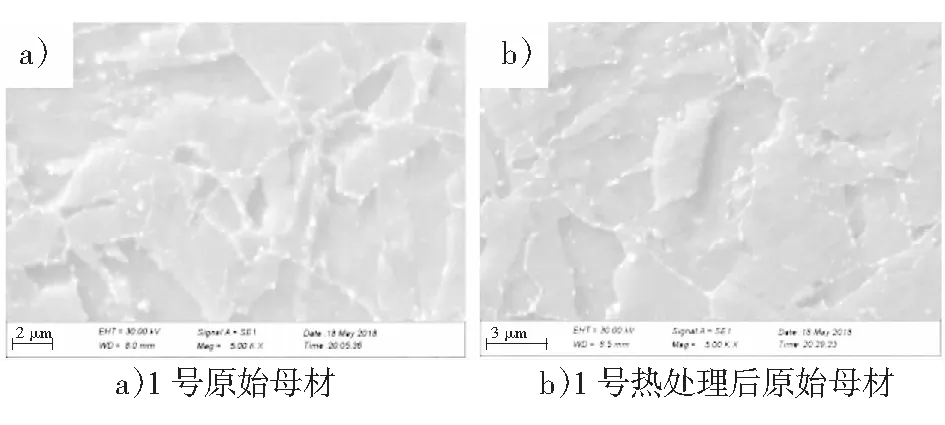
圖9 母材組織SEM圖
模擬熱處理母材的布氏硬度檢驗結果與原始母材硬度值基本相當,未見明顯變化,滿足標準規定。根據原始母材與模擬母材硬度基本相當,而現場熱處理段母材硬度發生明顯降低現象,推測現場熱處理控制不當。2號焊縫的布氏硬度約為HB400,1號焊縫的布氏硬度約為HB170,不同焊縫的硬度存在較大差異,焊縫和熱處理段母材的硬度也存在較大差異,屬異常現象,推測和現場熱處理控制有關。1號焊接接頭的焊縫、熱影響區金相組織出現大量鐵素體+碳化物,存在回火過度的現象。現場焊接熱處理后,2號的上、下側未受焊接熱影響的熱處理段母材組織均存在異常,推測現場焊后熱處理工藝控制不當。
所取樣的原始母材金相組織均為回火索氏體,其碳化物明顯集聚長大,晶界處碳化物較大,呈鏈狀,晶內碳化物較少,少部分晶內可見碳化物按一定位向特分布。從金相組織中可以看到,該組織缺少起強化作用的回火馬氏體板條碎片形成的精細亞結構,晶內碳化物數量較少且尺寸較大,彌散強化作用明顯減弱,多數晶內馬氏體位向模糊,材質處于過度回火狀態,其使用壽命將受到損傷[4]。按其金相組織形態,不符合GB/T 5310-2017中規定10Cr9Mo1VNbN(相當于T91)規定其組織為回火馬氏體或保持馬氏體位向的回火索氏體。
3 結論及建議
1) 鍋爐高溫過熱器管使用的T91管性能符合GB/T5310-2017標準中對10Cr9Mo1VNbN的要求,但從金相組織看,不符合標準中“回火馬氏體或保持馬氏體位向的回火索氏體”的規定,因此,其金相組織有過度回火之嫌,過度回火將影響鋼管的使用壽命。
2) 1號和2號管焊接接頭金相組織檢驗和硬度測試結果表明,焊接接頭金相組織變化和硬度大幅度的波動是由于焊后熱處理溫度控制不當造成的。其結果將嚴重影響管的使用壽命,甚至直接報廢。
3) 對T91的金相檢驗中要特別注意觀察金相中碳化物的集聚狀況、碳化物數量多少、碳化物分散度等狀況,特別是注意觀察馬氏體板條及位向特征。T91金相組織特征可能會影響管道的服役壽命。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
