Φ850開坯軋輥孔型堆焊裂紋原因分析
2019-11-21 08:23:50劉志勇彭建華
智能城市 2019年21期
關鍵詞:裂紋
劉志勇 彭建華
(湖南漣鋼機電設備制造有限公司,湖南 婁底 417000)
2017年4月,單位承接了一套(上下各一支)Φ850軋輥(用于模鑄合金特種鋼坯開坯用)堆焊修復業務,堆焊用焊絲、焊接工藝、圖紙由買方提供,焊劑由湖南漣鋼機電設備制造有限公司提供。該套軋輥孔型因堆焊出現大面積的裂紋,兩次返工,耗費了大量的人力、物力和時間,排除多種原因,第三次堆焊才找出裂紋出現的原因。
本文即對此次軋輥堆焊裂紋出現的原因及解決方案做出分析,為后續的軋輥堆焊提供寶貴的經驗。
1 修復工藝制定
軋輥孔型圖如圖1所示。
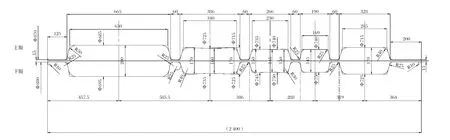
圖1 軋輥示意圖/mm
出于保密需要,買方未提供軋輥的詳細材質,僅提供了簡單的工藝方案,及堆焊用焊絲。根據其提供的簡單的工藝方案,制定了詳細的、全過程的修復工藝,修復工藝如下:
(1)堆焊前去疲勞層機加工:堆焊前上軋輥車床C8465車去輥子表面的裂紋和缺陷,特別是環狀裂紋,要求是完全去除裂紋。比較深的環形裂紋用圓弧刀車,圓弧刀的半徑要大于R10。車完后進行表面著色探傷,完全無裂紋特別是環狀裂紋去除干凈后方能堆焊。
(2)焊材烘干:使用前烘烤焊絲和焊劑,確保兩者干燥。烘烤溫度250 ℃左右,時間2 h。
(3)焊前預熱:8 h內升溫至350 ℃,在350 ℃時保溫8 h。
(4)焊接。
①過渡層采用YS430焊絲配HJ260焊劑,焊一層,厚度≤2 mm。焊接參數同下;②工作層焊絲采用YS542-1、¢3.2 mm的藥芯埋弧焊絲,配合HJ260焊劑使用(實際使用的是SJ102焊劑);③焊接電流:380~420 A;④焊接電壓:30 V;⑤焊道搭接量:45%~50%;⑥層間溫度:200~300 ℃。焊接同時給輥子加熱,保證輥面的層間堆焊溫度。焊接過程中,如輥面溫度低于200 ℃,停止焊接,入爐加熱保溫。原則上是最多堆焊25 mm就入爐加熱保溫一次(大型軋輥堆焊時層間溫度過低,特別是輥臺,焊接時層間溫度過低會造成嚴重的熱裂紋);⑦焊接過程中要注意每個輥臺的位置尺寸,不能偏邊而造成后續無法加工;⑧堆焊順序是先焊孔槽底部,接著是孔的側壁,最后焊輥臺。用卡鉗控制孔槽底部和輥臺尺寸,用樣板控制圓弧孔槽和寬度。因輥子尺寸較大,要考慮2 mm的熱縮,即實際堆焊厚度要比理論計算的多2 mm以上。
(5)焊后退火。
16 h內升溫到520 ℃左右,在520 ℃時保溫10 h,后隨爐冷至100 ℃以下出爐轉機加工(為了保證輥子退火效果,軋輥要旋轉保溫,否則,在保溫5~6 h后將軋輥吊出來,轉動180°后再入爐,完成后面的保溫)。
(6)焊后機加工。
①上輥粗車外園后,根據圖紙先畫好每個輥臺的中心線,用樣板比對加工,注意輥臺中心線不能偏太多;②下輥對應上輥相應孔型加工。
(7)檢驗。
①加工后對輥面進行硬度檢測,達到HRC42-45°為合格;②用樣板對加工后的輥子孔型和外形尺寸進行檢查,應符合圖紙要求。
(8)注意事項。
①采用兩個機頭同時同向焊接,焊接參數相同,各焊輥面的50%;②輥子在焊接過程中要加熱,以保證輥子的層間溫度;③焊接過程中焊接必須連續,中間不能停頓,如果中間因故停焊,必須放入加熱爐中進行保溫;④整個焊接過程中,每0.5 h測量一次輥面溫度,發現溫度低于規定要求時,及時加熱來保證堆焊的層間溫度。
2 堆焊過程出現的問題
堆焊中,裂紋大面積的出現(見圖2)。

圖2 堆焊中出現的裂紋
3 原因分析
針對出現的裂紋,對可能的原因進行了逐一分析排查:
(1)焊前輥面的裂紋未完全清除干凈。
第一次,在輥徑已加工30 mm的情況下,輥槽表面仍有裂紋,考慮繼續下去會增加后續的焊劑成本和時間,內部分析討論后,結合以往的經驗,認為存在的裂紋非環狀裂紋,不會影響后續的焊接質量,于是開始預熱堆焊。因此,焊接過程中出現裂紋后,第一反應是認為裂紋未清除干凈造成的。停止堆焊后重新上車床加工去除裂紋,第二次堆焊,結果裂紋仍然出現。此項原因可排除。
(2)預熱溫度和輥面層間溫度不夠造成的。
第二次,裂紋還是出現。排除了上述原因,考慮是不是溫度的原因。對堆焊層間溫度向操作者作了要求,要求輥面的層間溫度控制在200~300 ℃以上。堆焊過程中,又對入爐加熱保溫的時間間隔做了要求。操作者嚴格按要求在操作,但裂紋仍然出現,又縮小了加熱保溫的時間間隔。理論上堆焊量不超過25 mm,連續堆焊并輔以加熱,應該可以全部焊完后再入爐。但由于裂紋出現較多且頻率出現越來越頻繁,實際入爐加熱的時間間隔變為1次/h或堆焊一層后就入爐加熱。并且每次出爐后堆焊,1 h內不會有裂紋出現,但超過1 h,裂紋會逐漸顯現,逐漸往后,堆焊時間到30 min就出現裂紋,但溫度卻在要求范圍內。多次反復,裂紋仍然存在。這說明裂紋出現的原因不是溫度不夠造成的,另有原因。
(3)焊材的原因,包括焊絲和焊劑。
前述兩個原因基本排除后,引起裂紋的原因就只有焊絲與焊劑了。鑒于焊絲由買方提供,買方保證焊絲是不存在問題的,所以暫不將焊絲列入原因進行分析。
接著分析焊劑。按照工藝要求,買方要求焊劑選用HJ260,但實際使用的是SJ102。這里做個說明,260和102分別屬于熔煉焊劑和燒結焊劑,現在由于環保因素,熔煉焊劑的生產在逐漸減少,加上目前燒結焊劑的性能與熔煉焊劑區別不大了,脫渣容易,焊道美觀,抗裂性好,且價格比熔煉焊劑便宜,目前很多焊劑生產企業正逐漸轉型生產燒結焊劑了。
在2013年前使用熔煉焊劑多,2013年后,逐漸用SJ102焊劑取代了HJ260,對于表面硬度要求高(>HRC50)的地方,還是選用熔煉焊劑HJ107。由于庫存焊劑HJ260只有900 kg左右,不足以應付堆焊的需要,并且已放置多年,使用質量無法控制,所以使用SJ102替代HJ260配合焊絲使用。前兩次軋輥堆焊出現裂紋,買方認為使用的焊劑質量不好,但前期根據經驗,一直將原因集中在裂紋和溫度2個方面,買方也未說明不能使用SJ102的原因,故堅持認為使用SJ102沒問題。由于裂紋大面積出現,兩次堆焊均失敗,而交貨期緊。經反復調查發現,由于兩種不同焊劑造成大面積裂紋。分別采用HJ107和HJ260配合焊絲各焊輥面的一部分進行驗證,結果表現效果是一致的,輥面不再出現裂紋了。
至此,裂紋出現的原因可以判斷為是焊劑的原因。
一般來說,用堆焊方式提高產品表面硬度的方法有兩種,在焊絲的藥粉中提高C元素的含量或降低C含量,同時加入其他元素來替代,如Cr、Mo、W、N等。后者對堆焊質量及使用壽命較前者要好,前者僅通過提高C元素含量來提高表面硬度,產品表面容易產生裂紋,但價格較后者要便宜。
目前,越來越多的廠家進入堆焊修復市場,對使用方來說,希望修復好的產品是“物美價廉”,這樣造成市場上堆焊價格變得日趨透明。為了爭奪市場份額,修復廠家在焊材的降本方面做文章。如果焊絲中C含量高,超過0.1%,與母體融合后,表面硬度雖然提高了,但脆性也隨之升高,很容易出現裂紋。因此,理論上焊絲中C含量盡量控制在0.05%以下,通過加入Cr、Mo、W、N等元素,在焊劑形成的熔池中反應,既提高表面硬度,又保證韌性。為了降低堆焊成本,一些焊絲廠家在內含的藥心元素中做文章,單純提高C,減少其他合金元素的含量,焊絲價格要便宜5~10 元/kg。無錳型(如HJ130、HJ107等)價格要高于低錳型(如HJ260、SJ102等)約2~3 元/kg,但一些焊劑廠家回收熔煉焊劑使用后的焊渣再利用,打著低錳型的焊劑銷售,這一類焊劑價格比無錳型要低,但性能要高于同類型的低錳型焊劑(如HJ260)。所以,一些廠家采用上述兩種方式,降低焊材成本,而產品能達到相同的使用效果。這次兩支輥子的堆焊,應該就是這種原因。
綜上所述,兩支軋輥堆焊出現裂紋最終是因使用焊劑不當引起的。目前,在網上,關于焊絲焊劑的匹配、焊劑性能等方面介紹很多,各修復廠家又有各自的技術方案,都是圍繞“降本增效”做文章。所以,此次圍繞開坯軋輥的堆焊裂紋引發的原因分析,是日后類似工作的經驗,有助于后續相似問題的預防和處理。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38