增材制造工藝匹配性評估的宏微觀決策模型
2019-11-19 08:29:24劉曉晨敬石開郄龍飛
中國機械工程 2019年21期
劉曉晨 孫 宇 敬石開 郄龍飛
1.南京理工大學機械工程學院,南京,2100942.北京理工大學機械與車輛學院,北京,100029
0 引言
增材制造與傳統制造技術的區別在于“逐層累加”材料的構造方式,這使得增材制造可以快速地制造出復雜化、整體化和個性化結構的零件[1]。盡管如此,在零件設計時仍需考慮增材制造的限制因素和條件。例如,許多學者研究了各種增材制造工藝的成形過程及打印特征,以便將用戶的需求和可用的增材制造工藝相匹配[2-5];開發了特定的方法或者解決方案,以輔助增材制造設計過程[6-10]等。
在增材制造設計時需要考慮的因素主要有[11]:①用戶的設計需要;②各工藝的制造約束;③零件的幾何和拓撲形狀。設計的第一步是獲取用戶的設計需求。設計需求的獲取一方面可以幫助用戶更多地了解增材制造的打印過程,另一方面可讓設計人員更精準地理解用戶的需求。第二步是考慮制造工藝約束。當用戶的設計需求明確后,需考慮增材制造工藝的打印能力、零件的可成形性,如打印體積、可用材料、可打印的最大/最小特征、打印零件的機械特性、構建時間和打印成本等[12-13]。第三步是細節設計,即優化零件的幾何結構,利用拓撲優化[14-15]、仿生設計[16-17]等方法對現有零件結構進行優化設計,同時,考慮零件的幾何形狀或拓撲結構對增材制造工藝規劃的影響,如打印方向、分層切片、支撐和路徑規劃等。
上述考慮因素可以被歸納為宏觀和微觀兩級規劃內容。宏觀規劃包括用戶需求分析、零件結構優化、可成形性分析、制造工藝選擇和打印參數設置等。微觀規劃對應零件的打印階段,包括3D模型的數據檢查、修復與縮放,零件打印方向設計,多部件放置策略,支撐結構設計,分層切片方式,路徑掃描策略以及打印零件的后處理等。微觀規劃內容決定零件的打印效果。
1 宏微一體的綜合決策框架
綜合決策流程見圖1。具體過程描述如下:①分析用戶需求,實施零件建模;②優化設計零件幾何形狀,生成打印用STL文件;③優選增材制造工藝;④結合零件的幾何特征推薦最適宜的打印工藝;⑤調整零件的打印方向,使得打印零件各項指標達到設計要求。

圖1 宏微一體綜合決策流程圖Fig.1 Macro and micro integrated decision flow chart
決策框架的兩個層次分別與增材制造宏/微觀工藝規劃內容相對應。決策設計的信息或知識直接來自工藝規劃結果。先執行宏觀決策,再執行微觀決策。在宏觀決策階段,包括可適性指標AI和鑒別性指標DI;在微觀決策階段,指標包括打印表面粗糙度Ra、支撐結構體積Vs和打印時間Tbuild。
2 綜合決策指標定量化建模
2.1 宏觀決策指標
宏觀決策的目的是判斷零件的可成形性并決策出最佳打印工藝。可適性指標AI用于設計零件的可成形性分析,鑒別性指標DI用于在一組可用的增材制造工藝中選擇最佳工藝。在可適性指標AI中,將設計規范(或制造要求)與可用增材制造工藝間的匹配程度作為決策標準,為了定量化計算該值,用具有相同尺度的矢量描述設計規范和增材制造工藝,記為設計向量和制造向量,分別由描述設計規范和制造工藝主要特征的屬性集構成。匹配程度即設計向量和制造向量的相似性程度,公式化表示為
(1)
其中,xi、pi分別表示設計向量和制造向量的特征屬性,wi表示設計向量和制造向量特征屬性間的權重信息。xi和pi包括增材制造的打印成本和效率、打印零件的表面粗糙度和強度等指標,如何選擇特征屬性取決于用戶的具體需求和各種增材制造的工藝特點,沒有固定形式。由式(1)可知,可適性指標AI的取值范圍為(0,1)。AI越大,表示設計向量和制造向量相似性越大,設計與工藝匹配度越高。在實際應用中可能存在通過AI指標評估后有一系列滿足預定要求的增材制造工藝,且各工藝的AI非常接近,從AI的大小很難判斷何種制造工藝是最佳的,為此,提出鑒別性指標DI,用于在系列備選增材制造工藝中確定出最佳工藝方案,公式化表達為
(2)
其中,AI,max表示備選方案中最大的AI,AI,i表示備選方案中除AI,max外其余的某個值。DI越小,說明工藝制造特征與打印要求的差距越小,工藝的匹配程度越高。若所有方案的AI非常接近,說明設計沒有利用任何一種工藝的優勢,需重新考慮設計本身的合理性。
2.2 微觀決策指標
2.2.1表面粗糙度評估模型
由分層制造原理可知,增材制造中零件傾斜平面和曲面上會產生不同程度的臺階效應,是影響零件表面質量的重要因素之一[18],此外,打印參數和材料參數也會影響表面質量。但是,不同條件千差萬別,考慮到統一性和定量化表達,在微觀決策指標中,僅采用由于分層制造引起的臺階效應來評估零件的表面質量:
(3)
其中,lt為層厚,θi為第i個三角面片的法向量與打印方向單位向量的夾角(圖2),其表達式為
(4)
式中,n為三角面片的法向量,n=(A,B,C);e為打印方向的單位向量,e=(e1,e2,e3)。
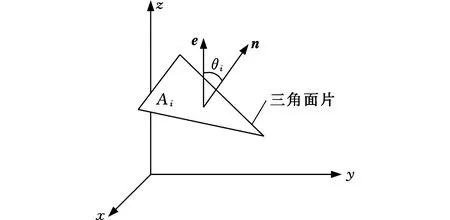
圖2 三角面片法向量與打印方向單位向量Fig.2 Triangle face normal vector and the direction o f the printing direction unit vector
除了表面質量,支撐結構的體積也作為微觀決策指標,因此需考慮支撐體對表面質量的影響。假設支撐體與零件表面接觸處有恒定的粗糙度Rs,則表面粗糙度Ra可表達為
(5)
式中,Ai為三角面片的面積;As為支撐體與零件表面接觸點的總面積;nf為切片層數。
表面粗糙度Ra越小,零件的表面質量越好。
2.2.2支撐結構體積評估模型
在設計零件的打印方向時,當零件表面與水平面夾角小于45°時,認為該表面為懸垂表面,在打印過程中需要添加支撐結構以防止材料發生坍塌或者變形[19-20]。在微觀決策指標中,通過計算懸垂面上每個三角面片的支撐結構體積來評估總體支撐結構的體積。其中,每個三角面片的支撐結構體積由其投影所構成的三棱錐和三棱柱計算(圖3),其表達式為
Vi=Aicosθi(zmin+hs)+Aicosθi(zmax-zmin)/3
(6)
式中,zmax和zmin分別為三角面片z方向的最大值和最小值;hs為零件與打印基臺之間的距離。
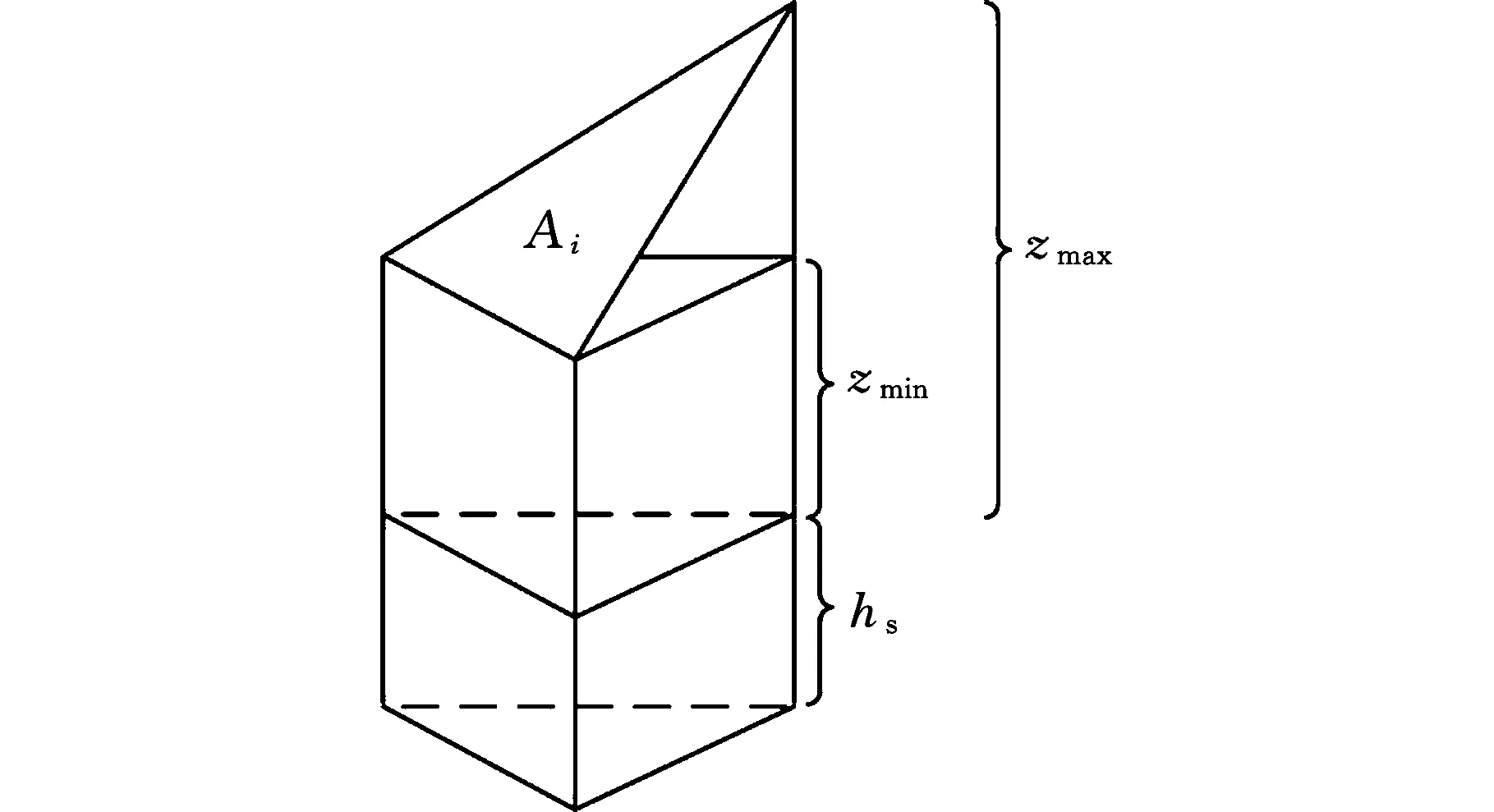
圖3 單個三角面片的支撐結構體積Fig.3 Supporting structure volume of a singl e triangular patch
支撐結構的總體積為所有懸垂表面的三角面片的三棱錐與三棱柱的體積之和:
(7)
式中,nd為所有懸垂表面的三角面片的數量。
在實際打印過程中,一般會在零件底層鋪設一層打印基臺,防止打印零件粘到打印機底板上并可減小零件的變形和翹曲。該部分所用的材料算到支撐結構體積中,可借助打印零件的最小包圍盒計算:
Vbase=lbSaabb
(8)
式中,lb為基臺厚度;Saabb為所打印零件的最小包圍盒在水平面上的投影面積。
因此,支撐結構的體積VS可表達為
(9)
2.2.3打印時間評估模型
增材制造打印時間可以由4個子過程時間來計算[21],分別為外輪廓打印時間TC、內部填充時間TH、支撐結構打印時間TS和機器運動時間TM。在微觀決策指標中,考慮外輪廓打印時間TC和支撐結構打印時間TS來評估打印時間,則總打印時間Tbuild表示為
Tbuild=TC+TS
(10)
外輪廓打印時間TC通過橫截面輪廓的總長度除以輪廓掃描速度計算:
(11)
式中,Cj為橫截面輪廓長度;vTC為輪廓掃描速度;nl為橫截面總輪廓數。
支撐結構打印時間TS由下式計算:
(12)
其中,vTS表示打印支撐結構的掃描速度;Hx、Hy分別為x方向和y方向的掃描間距。
3 綜合決策模型
通過宏觀決策階段可以確定零件的可成形性以及可用的增材制造工藝。微觀決策以表面粗糙度、支撐結構體積、打印時間為決策指標,優化出最佳打印方向,最大程度滿足用戶需求。
有序加權平均算子為由YAGER[22]提出的一種用于多屬性綜合決策的信息集結算子。本文利用有序加權平均算子對2.2節提出的3個微觀決策指標進行集結處理,以此評估不同打印方向的綜合決策結果,其表達式為
(13)
4 決策模型的算例預估與驗證
本節以拓撲優化的梁結構為測試對象,驗證所提出的宏微一體綜合決策模型的有效性。梁結構的STL模型見圖4。

圖4 MBB梁STL文件Fig.4 MBB beam STL file
4.1 宏觀工藝匹配性評估
以熔融沉積成形(FDM)和立體光固化成形(SLA)兩種增材制造工藝為例,測試宏觀決策的效果。圖5所示為MakerBot公司的Replicator2型FDM打印機和Formlabs公司的Form2型SLA打印機,其打印參數見表1。
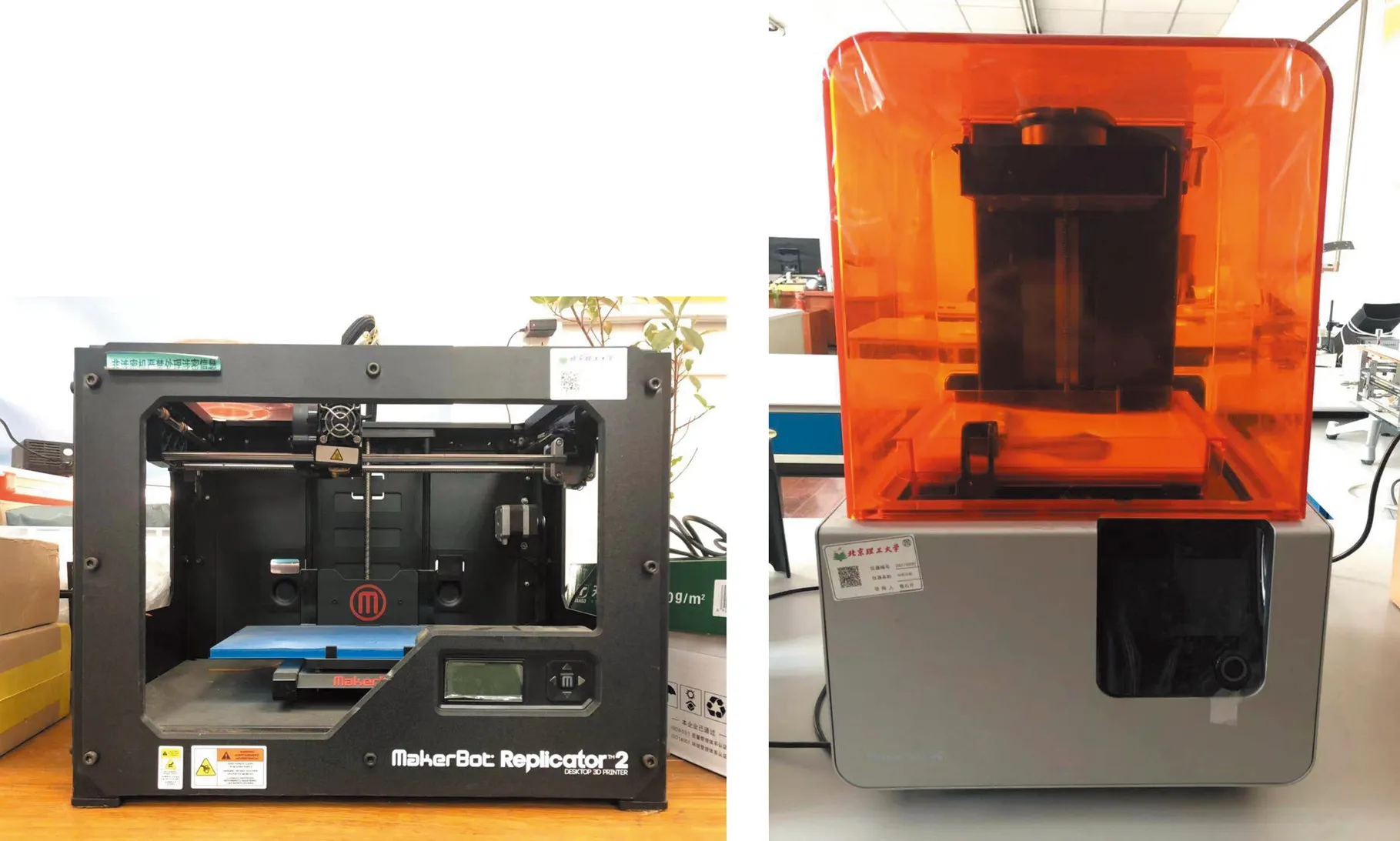
(a)FDM工藝 (b)SLA工藝圖5 兩種不同3D打印機Fig.5 Two different 3D printers

打印類型打印成本(元/cm3)打印效率(min/cm3)表面粗糙度(μm)抗拉強度(MPa)FDM62.836.9238.59SLA155.362.4768.38
假設用戶打印需求如下:打印成本控制在5~10元/cm3,打印效率控制在3~4 min/cm3,表面粗糙度控制在2~4 μm,抗拉強度控制在40~60 MPa。基于上述打印要求,設計向量和制造向量選定打印成本、打印效率、表面粗糙度和抗拉強度四個特征值,結合表1中的打印參數可表示為(需求特征取中間值):
(14)
其中,設計向量取設計要求區間范圍的平均值,各項指標的權重信息wi=1,i=1,2,3,4。根據式(1),計算得到FDM工藝的可適性指標AI為0.637 9,SLA工藝的AI為0.641 8。兩種工藝的AI值非常接近,很難判斷何種工藝更加適宜。為此,根據式(2)計算得到FDM工藝的DI為5.047 0,SLA工藝的DI為3.816 1。綜合AI和DI,SLA工藝更符合上述打印要求。
4.2 微觀工藝適應性評估
在微觀工藝規劃階段,通過表面粗糙度、支撐結構體積和打印時間三個指標綜合決策出打印方向。設計圖6所示兩種打印方法驗證建立模型的適用性。設定打印方向1為原始打印方向沿旋轉軸t=(7,3,9)逆時針旋轉30°,打印方向2為原始打印方向沿旋轉軸t=(1,3,1)逆時針旋轉20°。表2為工藝參數值,并設三個決策指標對應的權重w=(0.6,0.3,0.1)。
根據表2中數據,由式(5)、式(9)和式(10)計算表面粗糙度、支撐結構體積和打印時間。打印成本為梁結構體積與支撐結構體積的和乘以打印材料的單價。計算得出的微觀決策指標如表3所示。將結果代入式(13),得出打印方向1的綜合決策結果為90.812 0,打印方向2為60.996 3,打印方向2更優。

(a)打印方向1

(b)打印方向2圖6 設定的兩種打印方向Fig.6 Sets the two printing directions

變量設定值切片層厚度lt(mm)0.1基臺厚度lb(mm)22輪廓掃描速度vTC(mm/s)410支撐掃描速度vTS(mm/s)120x方向掃描間距(mm)5y方向掃描間距(mm)5支撐點處粗糙度Rs(mm)0.025
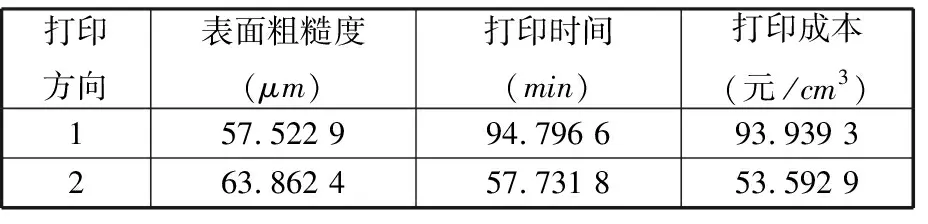
表3 微觀決策指標數值
4.3 評估結果驗證
圖7所示為按圖6設定打印方向用Formlabs公司Preform軟件模擬的打印結果。

(a)打印方向1 (b)打印方向2圖7 Preform軟件模擬結果Fig.7 Preform software simulation results
兩個打印方向的切片層數均為379。打印方向1的模擬打印結果為:消耗材料體積9.59 mL,預計打印時間2h30min;打印方向2的模擬打印結果為:消耗材料體積7.07mL,預計打印時間1h49min。綜合考慮可知,打印方向2在節省材料和節省打印時間方面更具優勢,與模型預測結果一致。但是,該結果與預測模型的計算數值存在一定偏差,實際打印時間較預測時間更長,究其原因主要是本文的預測模型目前僅考慮了零件外輪廓和支撐結構的打印,暫沒有考慮零件內部填充打印和材料鋪送、機器空轉等相關耗時。這些參數與具體打印機參數密切相關,根據實際情況完善打印時間計算公式(10)有望獲得更高的預測精度。
5 結論
建立了評估宏觀和微觀兩級規劃的增材制造工藝匹配性和合理性定量化計算模型,為增材制造工藝選擇提供了量化方法。宏觀模型抽象了設計需求與制造工藝的數學表達,從可成形性角度評判工藝的匹配程度。微觀模型建立了表面粗糙度、支撐結構體積和打印時間的計算模型,從打印質量的角度優化打印工藝。以拓撲優化的梁結構零件為例,利用建立的綜合決策模型優化了其打印工藝,結果與模擬打印相一致,驗證了模型的有效性。但是,預測模型在打印特征量的選取與計算方法上還有待完善,并需在金屬打印等主流工藝上驗證。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
