五軸聯動數控機床NAS試件的孔位置精度超差研究
2019-11-07 05:35:02趙小亮凌宏
科技與創新 2019年20期
趙小亮,凌宏
五軸聯動數控機床NAS試件的孔位置精度超差研究
趙小亮,凌宏
(上海工商職業技術學院;上海航天壹亙智能科技有限公司,上海 201806)
五軸聯動機床試件切削是檢驗機床精度的重要依據之一,通過對試件全方面要素的加工能夠全面地反映機床的加工精度能力。以試件中鏜孔位置度超差為例,理論分析各種因素,并針對每種可能的問題提出有效的解決措施,最終進行了實際驗證,優化和縮短了機床調試周期,減少材料浪費,高效檢測機床出廠精度。
數控機床;零件加工;加工工藝;零件精度
機床的精度主要包括機床的幾何精度、定位精度和切削精度3個方面。其中,更能綜合、真實反映數控機床實際應用時工作精度的指標是數控機床加工典型試件的切削精度。在零件加工中,影響精度的因素很多。其中位置尺寸精度難度較高,一般通過機床本身的幾何精度加以保證,這樣就對機床的幾何精度提出高的要求,作為最新研制的五軸聯動機床,由于沒有之前的數據作為分析依據,在試切零件驗證精度的環節中,問題的理論分析尤其重要。
1 問題來源
精加工試件圖紙如圖1所示。某五軸聯動機床生產廠,在最新研制的五軸聯動機床上,根據精密加工中心檢驗條件第七部分:精加工試件精度檢驗[1]試切如圖1所示零件。根據國標輪廓加工試件幾何精度檢驗標準鏜孔要求,孔相對于中心孔C的位置度要求為Φ0.03 mm。
圖1 精加工試件圖紙(單位:mm)
根據工件三坐標測量機檢測結果測出,鏜孔精度超差,報告顯示右下角孔位置度超差0.007 mm,其余檢測項目均符合要求。分析報告結果如表1所示。
表1 孔位置度檢測報告
位置實測值參考值超差 左上角孔0.0300.030- 右下角孔0.0370.0300.007 右上角孔0.0230.030- 左下角孔0.0230.030-
2 影響位置精度的原因分析
機床受到機械特性、控制系統參數設定、刀具選用、切削工藝、切削用量、刀具軌跡路線和加工方法等因素影響,零件加工精度是諸多因素的綜合反應。
具體影響加工精度的因素包括零件的幾何形狀、零件的材料特性等。
加工方法因素包括切削參數、加工程序、刀柄選用、工件裝夾、冷卻液等。
機床因素包括機床的靜態精度、機床動態精度、機床運動進度、機床結構靜態剛度、機床動態剛度、主軸功率與扭矩、伺服系統動態響應、機床潤滑、運動慣性與阻尼等。
刀具因素包括刀具材質、選用刀具參數、刀具幾何精度、刀具加工磨損等。
操作因素包含技工技術技能素質、操作方法、操作環境條件等。測量方法包括檢測設備精度、測點數量以及測量溫差等[2]。
檢測報告如表2所示。
表2 檢測報告
項目實測值參考值超差 孔面垂直度0.0020.010- 輪廓直線度0.0040.010- Y向傾斜度0.0050.013- X向傾斜度0.0100.013-
通過對零件分析并結合三坐標機測量報告,根據表2中其余位置的分析,其中在向傾斜度0.01 mm的實測值,逼近參考數值。綜合所有因素分析,排除得出影響此次零件精度有以下3個方面的因素:①機床軸精度因素;②測量溫度與加工溫度溫差因素;③裝夾因素。
3 因素分析與改進措施
機床軸定位精度因素、測量與加工溫差因素、鏜孔刀具軌跡路線因素、工裝夾具因素在實踐中難以同時驗證其對本例零件的影響,3個變量因素組成因素集合。
誤差={機床軸精度誤差,測量與加工溫差誤差,工裝夾具誤差,其他誤差},根據工程實踐經驗,對上述4個變量其影響因子大小進行排序,誤差={機床軸精度誤差,工裝夾具誤差,測量與加工溫差誤差,其他誤差}。
利用排除法,固定約束誤差集合中除一個誤差因子以外的其他誤差因子,進行改進,逐漸排除,直到零件精度符合要求。
3.1 X軸軸線精度誤差
軸軸線精度誤差主要測量標定定位精度和重復定位精度。定位精度主要是刀具的實際位置與理論位置的差值,越小越好。重復定位精度則主要反映軸在往返運行過程中位置的重合差值。要獲取機床軸的定位精度與重復定位精度,必須應用專業測量儀測量直接測量機床精度。根據測量需要選擇測量儀器如表3所示。
表3 測量儀選擇
儀器檢測內容測量方式 激光干涉儀定位精度、重復定位精度激光非接觸式
通過查詢精密加工中心檢驗條件第二部分:立式加工中心幾何精度檢驗[3]并進行激光干涉檢測,檢測報告如表4所示。
表4 檢測報告
項目實測值參考值超差 定位精度0.0020.008- 重復定位精度0.0060.010-
由定位精度報告與分線性和回轉軸的定位精度和重復定位精和重復定位精度檢驗[4]對比,可以直接排除機床定位精度對位置度的影響。
3.2 工裝夾具誤差
工件在機床上的安裝精度是影響零件制造精度的因素之一。在很多情況下安裝誤差占加工誤差的20%~60%。因此,尋求減少安裝誤差的方法是提高在機床上加工零件的精度和生產率的途徑之一。夾緊是安裝的重要組成部分,夾緊力通過工件傳至支承。造成工件變形和定位基準位移,產生了誤差[5]。工裝夾具在零件加工中起到非常重要的作用。夾具在安裝時需要遵守六點定位原則,應盡量避免重復定位。如果欠定位則需要在加工時注意切削受力。
本例在夾具選擇使用通用壓板進行安裝,安裝面使用互換壓板的方式。
A面裝夾如圖2所示。互換壓板如圖3所示。B面裝夾使用螺絲安裝如圖4所示。
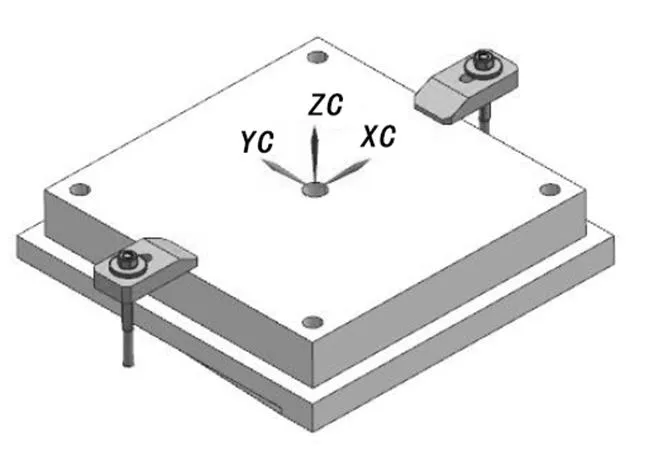
圖2 A面一次裝夾示意圖
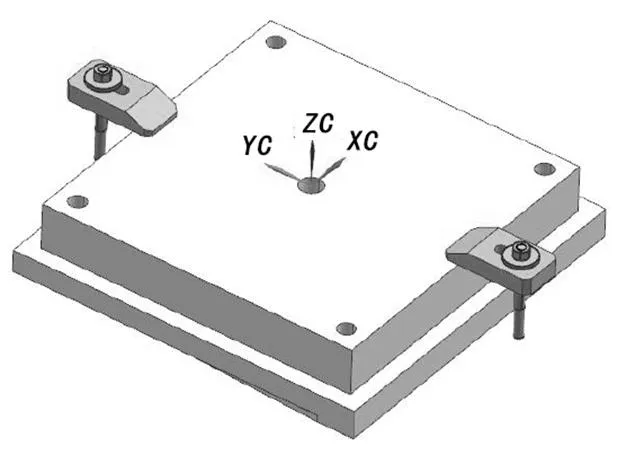
圖3 互換壓板示意圖
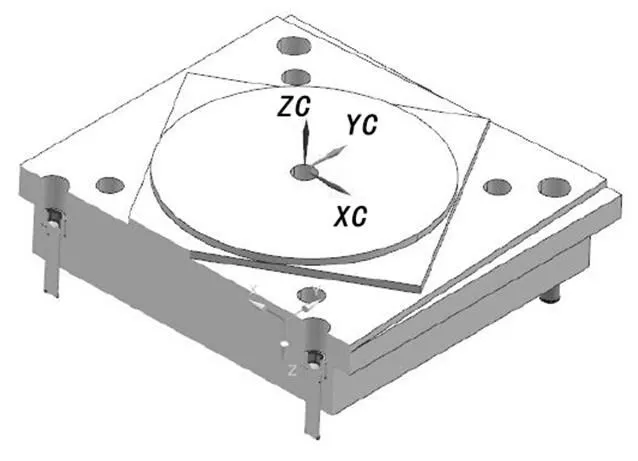
圖4 面裝夾使用螺絲安裝示意圖
3.3 測量與加工溫差誤差
在影響定位精度的諸因素中,機床工作尺與基準尺溫差是很關鍵的因素之一[6]。

式(1)中:p和p為測量基準尺或工件的溫度和線脹系數;N和N為機床工作尺的溫度和線脹系數。
本例中使用材料特性參數值如表5所示。
表5 AL6061T651材料特性參數值
主要特性參數值 抗拉強度σb/MPa≥470 條件屈服強度σ0.2/MPa≥420 膨脹系數μm/(m·k)20~200 ℃23.6 伸長率δ5/(%)≥6
依據表5,鋁的p為23.6 μm,在溫度變化情況將嚴重影響零件精度。其中,加工溫度與測量溫度差值越大,定位精度影響也越大。天氣溫度如圖5所示。
在測量的500 mm長度內使用式(1)計算為非線性曲線。其膨脹系數與工作尺相差較大,使用空調設備對工作機床環境降溫,以縮小溫度差,或者在加工前啟用空調設備2~3 h,將環境溫度降至接近三坐標測量機溫度18~22 ℃。一般坐標機床要2~3 h才能趨于平衡。
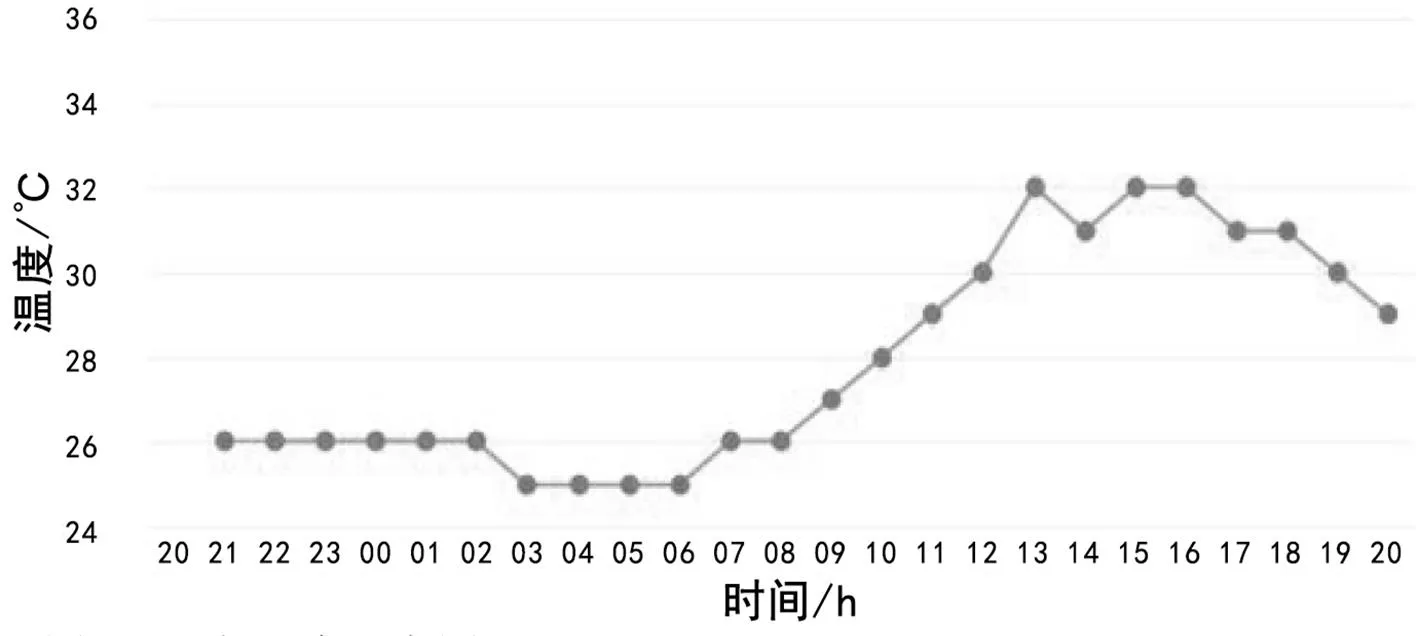
圖5 天氣溫度示意圖
高檔坐標機床采用熱補償技術或熱補償裝置縮短熱平衡時間,在機床間斷工作過程中,縮小溫度差,從而減少熱平衡引起的誤差[6]。
4 改進措施與驗證
4.1 夾緊力與加緊順序改進
適當調制加工順序,先粗精加工安裝面,其次使用扭力扳手。順序施加夾緊力,工件位置發生位置變化是由于工件與夾具元件接合處出現不同的摩擦力而引起的。因此合理選擇夾緊力的大小和順序及摩擦系數,就能控制摩擦力,使工件位置的變化減至最小[5]。
扭力扳手夾緊力如表6所示。
表6 夾緊力
項目參考值公差 零件粗加工/(N·m)18±1 零件粗加工/(N·m)3±1
4.2 加工溫差改進
零件加工前,啟動車間空調對車間進行調溫,使環境溫度三坐標測量機溫度為18~22 ℃,再完成零件加工。
4.3 驗證
通過改進方案后,加工零件精度位置度如表7所示,符合要求。
5 結語
試件加工檢驗機床綜合精度通過對孔位置度超差分析得出相應的解決方案。應用實踐工程經驗,提出相應的改進措施。試件精度分析的方法與步驟,對相似問題有一定的指導意義。
表7 孔位置度檢測報告
位置實測值參考值超差 左上角孔0.020 50.030- 右下角孔0.024 30.030- 右上角孔0.027 70.030- 左下角孔0.024 10.030-
[1]北京銑床研究所,北京機床研究所,交大昆機科技股份有限公司,等.GB/T 20957.7—2007 精密加工中心檢驗條件第七部分:精加工試件精度檢驗[S].北京:中國質檢出版社,2007.
[2]仇健.數控機床切削性能測試典型試件綜述[J].制造技術與機床,2014(9):11.
[3]北京銑床研究所,北京機床研究所,交大昆機科技股份有限公司,等.GB/T 20957.7—2007 精密加工中心檢驗條件第二部分:立式加工幾何精度檢驗[S].北京:中國質檢出版社,2007.
[4]北京銑床研究所,北京機床研究所,交大昆機科技股份有限公司,等.GB/T 20957.4—2007 精密加工中心檢驗條件第四部分:線性和回轉軸的定位精度和重復定位精和重復定位精度檢驗[S].北京:中國質檢出版社,2007.
[5]張紀梁.夾緊力的順序對工件安裝精度的影響[J].機械,2003,30(2):3.
[6]狄錦如.高精度坐標機床使用中溫度對機床精度的影響[J].機床,1990(8):3.
TH161
A
10.15913/j.cnki.kjycx.2019.20.010
2095-6835(2019)20-0026-03
〔編輯:張思楠〕
猜你喜歡
中老年保健(2022年5期)2022-08-24 02:36:04
今日農業(2021年17期)2021-11-26 23:38:44
食品安全導刊(2021年21期)2021-08-30 08:21:30
當代陜西(2021年12期)2021-08-05 07:45:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
冰雪運動(2016年4期)2016-04-16 05:54:56
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21