一種自動焊接變位機的應用研究
2019-11-05 08:10:44田英
科技視界 2019年27期
關鍵詞:焊接
田英
【摘 要】概述了當前焊接的種類及其相應的加工原理和加工方法,運用相關的機械和焊接原理,設計了一套可在同一工件里進行多點的、多線的、連續的、不同角度的自動焊接變位機,該自動焊接變位機結構相對簡單,加工質量好,生產率高,其原理對各種焊接的自動化加工均具有參考價值。
【關鍵詞】焊接;傾斜;旋轉;自動變位
中圖分類號: TG431 文獻標識碼: A 文章編號: 2095-2457(2019)27-0120-002
DOI:10.19694/j.cnki.issn2095-2457.2019.27.051
【Abstract】This paper summarized types of welding and the corresponding processing principles and methods. Use the related mechanical and welding principles, designed an automatic welding variable machine for multiple points, multiple lines, continuous and different angles in the same workpiece. The automatic welding variable machine has a relatively simple structure, good processing quality, and high productivity. The principle has reference value to the automatic machining of welding.
【Key words】Welding; Tilt; Rotate; Auto change
0 引言
焊接也稱作熔接、镕接,是一種以加熱、高溫或者高壓的方式接合金屬或其他熱塑性材料(如塑料)的制造工藝及技術。焊接通過以下三途徑達成接合目的:(1)熔焊,通過加熱欲接合之工件使之局部熔化形成熔池,熔池冷卻凝固后便接合,必要時可加入熔填物輔助,它是適合各種金屬和合金的焊接加工,不需壓力;(2)壓焊,通過加熱和加壓使金屬達到塑性狀態,產生塑性變形、再結晶和原子擴散,最后使兩個分離的表面的原子接近晶格距離,形成金屬鍵,從而獲得不可拆卸的永久接頭的焊接;(3)釬焊,采用比母材熔點低的金屬材料做釬料,利用液態釬料潤濕母材,填充接頭間隙,并與母材互相擴散實現鏈接焊件。現代焊接的能量包括氣體焰、電弧、激光、電子束、摩擦和超聲波等。
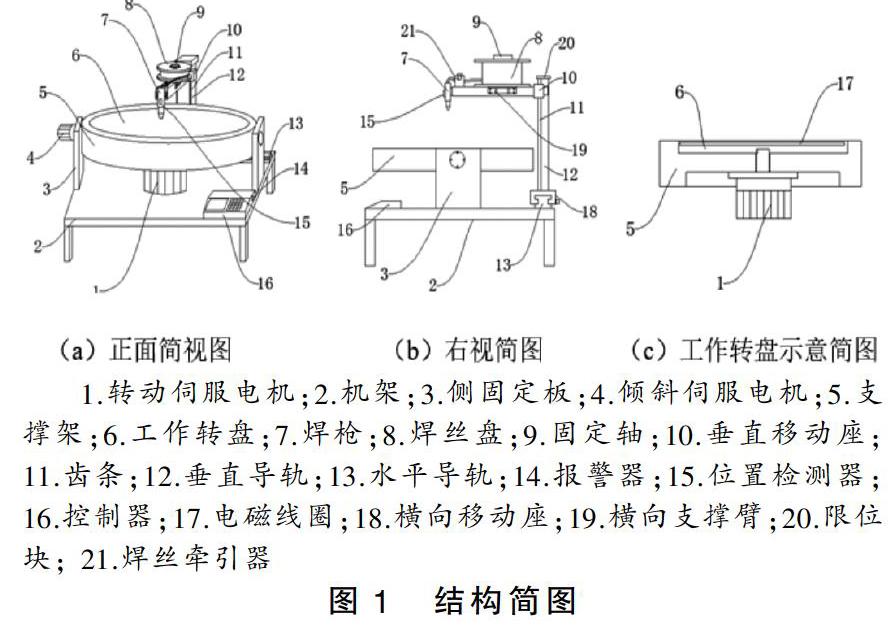
焊接操作過程中,由于環境或條件的限制,焊接時往往會來回移動工件,或為了某種特定的焊接經常需要中途手工調整焊接角度,或不斷地接搏焊線等,這些都會造成焊接質量不穩定,操作人員勞動強度大,生產效率低等問題。為了解決這些問題,設計了一種自動焊接變位機,結構如圖1所示。
1 自動焊接變位機的結構原理
該自動焊接變位機主要包括機身、工件固定盤、焊接組件、控制裝置四個部分。
1.1 機身
機身是支撐該自動焊接變位機的骨架,主要包括:機架2、側固定板3、傾斜伺服電機4、支撐架5、水平導軌13、橫向移動座18(注:內置有固定并與控制器16電連接的驅動伺服馬達)、垂直導軌12(注:頂部安裝了用螺釘緊固的限位塊 20)、垂直移動座10(注:內置有固定并與控制器16電連接的驅動伺服馬達)、橫向支撐臂19、固定軸9等。
兩塊側固定板3焊接在機架2的兩側,并與機架2上表面垂直 。支撐架5左右兩側各固定有一根相互同心的園軸,園軸以軸承與兩塊側固定板3連接,這樣支撐架5在傾斜伺服電機4驅動下可以繞著左右同心軸上下傾斜(該機限定其上下傾斜-30°~+30°)。水平導軌13以螺釘緊固在機架2的后板面上,橫向移動座18在其內置固定的驅動伺服馬達的驅動下可以帶著垂直導軌12以上的部分左右自由運動。垂直導軌12前側鑲嵌有一塊與其等高的齒條,并以螺釘緊固在橫向移動座18的上表面,內置有固定并與控制器16電連接的驅動伺服馬達的垂直移動座10可以帶著橫向支撐臂19等沿著垂直導軌12上下移動。
1.2 工件固定盤
工件固定盤主要是給需要焊接的兩個或兩個以上的工件定位用的,包括:轉動伺服電機1、工作轉盤6、電磁線圈17。轉動伺服電機1以螺栓固定在支撐架5的下表面并通過轉軸與工作轉盤6連接,電磁線圈17盤繞在工作轉盤6的夾層內并與控制器16電連接,將需要焊接的工件放置于工作轉盤6上,通過控制器16啟動電磁線圈17,電磁線圈17通電產生磁力將工件及其相關限位裝置吸附在工作轉盤6的上表面而實現定位,當控制器16發出指令并給轉動伺服電機1通電時,可以使工作轉盤6實現0~360°的旋轉。
1.3 焊接組件
焊接組件包括:焊槍7、焊絲牽引器21、焊絲盤8等,焊槍7安裝于機身的橫向支撐臂19前端,焊絲牽引器21安裝于機身的橫向支撐臂19的前端上表面,焊絲盤8安裝于機身的固定軸9上,當焊接作業時,焊絲牽引器21接到來自控制器16的指令,將繞在焊絲盤8里的焊絲連續不斷地送到焊槍7里進行焊接。
1.4 控制裝置
控制裝置主要是用于設定、記錄、控制該自動焊接變位機運行參數和運行程序的,它包括:位置檢測器15、控制器16,該自動焊接變位機采用的位置檢測器由型號為LDM-41FB檢測器改裝而來(在此不贅述),控制器16采用的產品型號為KY12S。
1.轉動伺服電機;2.機架;3.側固定板;4.傾斜伺服電機;5.支撐架;6.工作轉盤;7.焊槍;8.焊絲盤;9.固定軸;10.垂直移動座;11.齒條;12.垂直導軌;13.水平導軌;14.報警器;15.位置檢測器;16.控制器;17.電磁線圈;18.橫向移動座;19.橫向支撐臂;20.限位塊; 21.焊絲牽引器
2 自動焊接變位機的工作原理
將需要焊接的工件放置于工作轉盤6上,通過控制器16啟動電磁線圈17,電磁線圈17通電產生磁力將工件及其相關限位裝置進行定位,然后通過控制器16點動橫向移動座18和垂直移動座10,以設置焊接的路徑及工件上的各個焊點或焊縫線,與此同時,如有需要也可預先設置繞支撐架5的左右軸承中心線上下傾斜的角度。
啟動該自動焊接變位機后,控制器16控制著內置有固定的驅動伺服馬達的垂直移動座10在垂直導軌12上垂直上下移動調節焊槍7的焊絲接近工件并進入焊接狀態。在控制器16的控制下,該自動焊接變位機整體開始協調動作,如內置有固定的驅動伺服馬達的焊絲牽引器21驅動焊絲盤8使焊絲不斷投入焊接中、傾斜伺服電機4驅動支撐架5繞左右軸承中心線上下傾斜、轉動伺服電機1驅動工作轉盤6旋轉、內置有固定的驅動伺服馬達的橫向移動座18驅動焊槍7等沿著水平導軌13左右移動等等,使工件的焊接按照原來設置的焊接路徑及工件上的各個焊點或焊縫線進行作業,而且全程由與控制器16電連接的位置檢測器15所監控,當遇到焊接卡位、斷焊等異常情況時,報警器14亮燈報警,如圖4所示。當全部焊接完成后工作轉盤6回到原來的水平位置,焊槍7回到起始原位,從而完成了該工件的焊接作業。
3 結束語
(1)工件在該自動焊接變位機的工作轉盤6上既可以水平旋轉0~360°,也可以繞支撐架5的左右軸承中心線上下傾斜-30°~+30°,方便焊槍7在工件的任何焊接位置上接觸焊接邊線進行焊接,避免重復裝夾工件,確保了工件焊接質量的穩定性,這也是該自動焊接變位機較傳統的焊接變位機具有的優越之處。
(2)焊絲盤繞在該自動焊接變位機的焊絲盤8中,焊絲的長度理論上是無限的,如此一次裝夾便可完成全部的焊接作業,避免了焊絲的重復裝夾作業,提高了工作效率。
(3)操作方便,全程自動化控制,節省人工,自動化焊接保證焊接質量,適合單件或大規模的焊接作業。
(4)該自動焊接變位機的結構原理在此只是說明其工作原理,在不脫其精神和范圍的前提下,該自動焊接可變位機的結構原理可根據實際的情況變化而變化和改進的,因此該自動焊接可變位機在焊接行業中具有廣泛的參考價值。
【參考文獻】
[1]葉代平,等.磁粉檢測[M].北京:機械工業出版社,2004:112-115.
[2]高聯輝.磁路和鐵磁器件[M].北京:高等教育出版社,1982.
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
