USB電連接器激光釬焊工藝
2019-11-02 03:14:08崔江梅沈丹平黃月雙何際軍
沈陽大學學報(自然科學版) 2019年5期
關鍵詞:工藝
曾 志, 崔江梅, 沈丹平, 黃月雙, 何際軍
(1. 電子科技大學 機械與電氣工程學院, 四川 成都 611731;2. 成都工業學院 材料工程學院, 四川 成都 611730)
現代電子產品制造業中,電子連接器的元器件管腳(pin)與芯線之間的連接通常采用焊接技術實現.目前,電子產品的生產制造技術正朝著小、微型化的方向發展.傳統的連接技術[1],如錫焊接、熱風焊接、熱壓熔錫焊接(hot bar)等,通常都會損傷微小元器件和線材,難以滿足微小型電連接器的焊接作業.在諸多改進的工藝中,使用激光進行微連接是一項富有特色的研究方向,近年來有引入激光軟釬焊(laser soldering)的趨勢[2].常用的連接技術通常會造成較高的廢品率,而使用激光軟釬焊獲得的焊點具有結構完整、堅固耐用、傳導性較好等優點[3-4].激光焊接過程中的熱源通過激光束給工件局部集中加熱,且熔融后可以迅速冷卻.因此激光軟釬焊接技術能夠滿足細小芯線的焊點的連接要求,而且可以促進焊點的組織細化,大幅增強了焊點的力學性能[5-6].
USB電連接器激光焊接中,銅芯線與金屬管腳之間的焊后連接質量將很大程度影響USB的信號傳輸質量.焊點處銅芯線和金屬管腳之間的界面常出現焊接缺陷,這些缺陷與焊料、焊接工藝參數、母材成分等因素有關[7].因此,可以通過研究焊接工藝和焊接界面的缺陷來分析其產生的原因,并有針對性地對整個流程加以優化,提高產品質量.對于電連接器的激光焊接,影響著芯線焊點質量的主要因素是各類焊接工藝參數[8-9],其中最重要的工藝參數就是激光能量和焊接時間[10].激光能量由激光電流和脈寬所決定,其中脈寬指激光能量維持的時長,脈寬越大則焊接過程的熱輸入越大,焊點尺寸隨之變大[11-12].激光離焦量和焊接保護氣也會對焊接質量產生影響,其中離焦量決定了激光束光斑的直徑和能量[13-14].因此有必要對USB電連接器做激光軟釬焊接的工藝試驗研究.
本論文設計了裝卡USB電連接器與導線的焊接夾具,并對電連接器做了芯線與金屬管腳焊接后的拉伸試驗,研究了激光參數對焊接效果的影響,對比得到了最優的焊接工藝參數.同時也對最優工藝參數下的焊接接頭進行了微觀組織結構分析,以探究其獲得良好接頭性能的機理.
1 激光軟釬焊夾具設計
USB電連接器的激光軟釬焊接是極其精細的工藝,激光束和芯線均為毫米級.為了確保激光焊接過程的精確度與穩定性,設計了焊接夾具以固定電子連接器和芯線.其具體設計要求如下:
1) 夾具必須能夠有效固定連接器與芯線,讓金屬管腳和芯線前端接觸以便于焊接;
2) 有一定的穩固性,能保證焊接時芯線不會松動、錯位;
3) 為激光束的入射預留一個約1 mm×7 mm的窗口,方便激光束作用于芯線;
4) 電連接器和芯線的裝卡、拆卸簡單易行,以提高效率.
根據上述要求設計了焊接夾具,如圖1所示.整體結構由6個部分組成,即芯線槽、線纜壓板、上下板、電連接器壓板、卡線槽、推動裝置.芯線槽用于卡放線材;線纜壓板用于保持線纜平整;上下板可以調整芯線和金屬管腳的豎直方向的位置;電連接器壓板可以確保連接器穩固;卡線槽用于分離各個芯線,并使每根線的前部和金屬管腳接觸并加以固定;推動裝置有助于在焊接后移出電連接器.
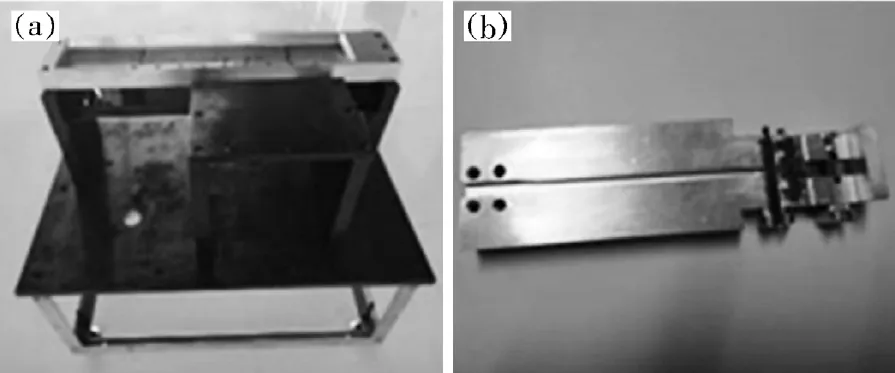
圖1激光焊接夾具
Fig.1Laserweldingfixture
(a)—焊接夾具與工作臺; (b)—夾具主體結構.
2 激光軟釬焊試驗
本次試驗選用了武漢楚天激光(集團)股份有限公司生產的Nd:YAG JHM-1GX-400E脈沖激光器.激光器的激光直徑、工作電流和脈沖寬度連續可調,主要參數如表1所示.試驗采用的USB電連接器尺寸為14.2 mm×7.0 mm×4.5 mm,每個電連接器需要進行焊接的金屬管腳共有10個.試驗需要將與電連接器配對的10根同軸線纜依次與管腳進行焊接操作.電連接器的金屬管腳寬度為0.6 mm,間距為0.8 mm.激光束作用于極窄的金屬管腳,因此焊接過程中需要調整激光直徑使之介于0.4~0.6 mm,這樣既保證了焊接效果,而且不會燒蝕金屬管腳附近的PCB板材.試驗用的同軸線纜為銅質的七芯線,每根七芯線的直徑約0.5~0.6 mm,且被絕緣膠皮包裹構成一股細小的線纜.

表1 JHM-1GX-400E激光器的主要參數Table 1 Main parameters of JHM-1GX-400E laser soldering machine
進行焊接前,需要將線纜前端10 mm可能存在雜質的部分切除,然后對線纜進行人工剝線處理.對已剝好的芯線和電連接器金屬管腳用酒精進行清洗,以去除表面的雜質和油污.將上述待焊材料進行焊前鍍錫處理,再將每根芯線分別用夾具固定好并與金屬管腳接觸且填充助焊劑.利用同軸視覺監測系統判斷激光光斑是否與芯線充分接觸,調節好焊接參數即可實施焊接操作.對焊后的接頭進行有效性判斷,接頭有效性判斷的標準為:①焊接后管腳錫點飽滿;②焊接后管腳的前端不存在未融的錫膏;③焊接后焊接界面不產生過多的錫珠;④接頭不存在連錫及少錫缺陷.
試驗分為A、B組,每組10個有效焊接接頭,分別采用不同的激光軟釬焊工藝參數.選取的2組試驗參數分別為:A組,離焦量27.5 mm,電流120 A,變量為脈寬,ms;B組,離焦量27.5 mm,脈寬2.0 ms,變量為電流,A.對2組試驗的焊接接頭做拉伸試驗,采用全自動液壓伺服萬能試驗機測試焊點的力學性能,拉伸試驗中樣品拉伸速率均設置成10 mm·min-1.對焊接接頭進行掃描電鏡(SEM)分析,以觀查研究其顯微組織結構.
3 結果及分析
3.1 接頭力學性能分析
拉伸試驗旨在測量出2組焊接接頭的最大拉伸力,以此判斷該工藝參數下的焊后接頭力學性能是否滿足行業標準.依據USB電連接器行業所規定的標準,需要接頭能夠承受的拉伸力應≥20 N,且靜懸掛時間不少于1 min.經拉伸試驗測試A、B組接頭所承受的最大拉伸力(每組工藝參數下10個試樣).
圖2為A、B組試驗中工藝參數對焊點最大拉伸力的影響.由圖2可知,A組中,在離焦量與電流不變而脈寬改變的情形下, 能夠使焊點的力學性能滿足行業標準的脈寬范圍為1.4~2.0 ms,因而在該脈寬范圍內的焊點都能承受不小于20 N的拉伸力.如果逐漸提升脈寬的數值, 焊點最大拉伸力將隨之提升, 當脈寬提升到1.7 ms 時, 焊點最大拉伸力增大到最高29.63 N; 隨后繼續提升脈寬值, 焊點的最大拉伸力會逐漸下降, 直到激光能量過高,打斷芯線. 在B組中,離焦量與脈寬不變,電流改變的情形下, 能夠使焊點的力學性能滿足行業標準的電流范圍為130~150 A,該范圍內的焊點都能承受不小于20 N的拉伸力. 若逐漸增大電流數值,在電流達到130 A 時, 芯線的焊點將獲得的最佳的力學性能; 若繼續提高電流值, 焊點最大拉伸力將會逐漸下降, 甚至當電流大于150 A時激光束能量過大而直接熔斷芯線.
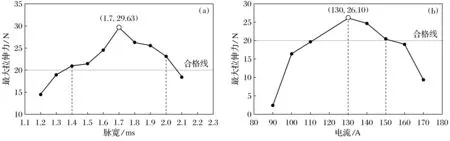
圖2 2組試驗中工藝參數對最大拉伸力的影響Fig.2 The effect of parameters on the maximum tensile force(a)—脈寬的影響; (b)—電流的影響.
綜上所述,A、B組試驗得到了可激光軟釬焊的最優工藝參數,即離焦量為27.5 mm, 電流為120 A,脈寬為1.7 ms,接頭焊點的最大拉伸力為29.63 N.
3.2 接頭形貌分析
焊接試驗中發現某些工藝參數下的焊接接頭存在焊接缺陷,通過對這些焊接接頭處的焊點進行觀測分析,發現焊點具有釬料飛濺、少錫和連錫等缺陷[15].圖3a為工藝參數在離焦量27.5 mm、電流120 A、脈寬2.1 ms下的接頭的焊接缺陷,且該參數下的接頭力學性能不合格.圖3b為該參數下的焊接接頭在拉伸試驗中的斷口形貌,可以發現焊接接頭在拉伸試驗中斷裂于界面層,表明該接頭界面金屬間化合物(intermetallic compound,IMC)層抗拉強度過小.由于激光軟釬焊中激光束能量高度集中,使焊件溫度迅速提高,這將使金屬管腳中的Cu在熔融焊料中的溶解和擴散速度提高[16];且本研究中使用的無鉛焊料中Sn含量比Sn-Pb 焊料高,Cu的熔解和擴散率會增大.這兩者都增大了焊料和金屬管腳之間的界面形成 IMC 的速率.一般說來,釬料和金屬管腳間形成少量的IMC能增加焊料對基體的潤濕,增強焊料的結合力,但由于IMC的本征脆性,隨IMC的厚度增加,接頭的力學性能將被嚴重削弱,導致焊點提前失效[17].因此該工藝參數下較厚的IMC界面層削弱了接頭的抗拉性能,導致接頭力學性能不合格.
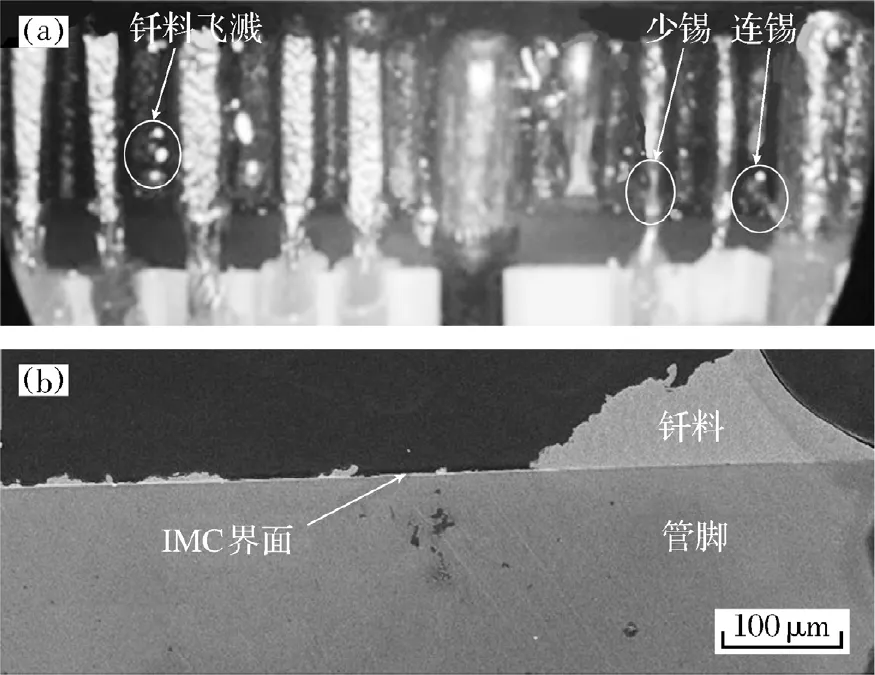
圖3焊接工藝缺陷
Fig.3Weldingdefects
(a)—焊接成型缺陷; (b)—拉伸試驗中接頭斷口SEM圖像.
圖4所示為最優工藝參數下(離焦量27.5 mm,電流120 A,脈寬1.7 ms)的電連接器焊接試樣.如圖4a所示,焊接后金屬管腳錫點均勻飽滿,PCB板上幾乎沒有釬料飛濺、少錫和連錫現象,接頭的焊接效果較好.如圖4b所示,內部銅線分布狀況良好,位于接頭整體中間,未發生明顯偏移,完全熔化后的釬料包裹著銅線,且與釬料緊密結合界面貼合完整,整體呈半圓形或者近似圓形的狀態.在IMC界面處,金屬管腳與釬焊材料界面完整清晰,未發現未焊接或未熔化現象,表明金屬管腳和芯線在焊接中被熔融的釬料充分潤濕,與釬料粘合良好.
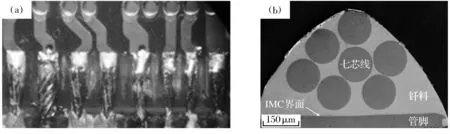
圖4 改善工藝后的電連接器的激光焊接試樣Fig.4 The laser welding samples after improving the process(a)—焊接效果圖; (b)—接頭的結構SEM電鏡圖像.
4 結 論
1) 設計了合理的定位機構與焊接夾具,其起到了有效地固定USB電連接器與芯線的作用,防止芯線在焊接時松動.
2) 在激光器的離焦量和電流為定值的情況下(離焦量27.5 mm、電流120 A),脈寬范圍為1.4~2.0 ms時接頭強度滿足行業標準,當脈寬為1.7 ms時接頭的最大拉伸力達到最大的29.63 N.在激光器的離焦量和脈寬為定值的情況下(離焦量27.5 mm、脈寬2.0 ms),電流范圍為130~150 A時接頭強度滿足行業標準.
3) 最優焊接工藝參數(離焦量27.5 mm,電流120 A,脈寬1.7 ms)下的電連接器焊接效果較好,接頭處的金屬Pin和芯線被釬料充分潤濕,且較少出現釬料飛濺、少錫和連錫缺陷.而不合格的工藝參數下焊接缺陷較嚴重,且焊點在拉伸試驗中斷于IMC界面層.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52