乙烯裂解爐石腦油進料線腐蝕泄漏分析
2019-10-28 01:54:52
石油化工腐蝕與防護 2019年4期
關鍵詞:焊縫
(1.中國石油獨山子石化分公司研究院,新疆 獨山子 833699;2.中國石油獨山子石化分公司乙烯廠,新疆 獨山子 833699;3.中國石油獨山子石化分公司機動設備處,新疆 獨山子 833699)
某石化公司乙烯裝置裂解爐區共有7臺裂解爐,采用魯姆斯SRT裂解爐專利技術,輕烴、石腦油、C5和輕柴油等為原料,通過碳鏈斷裂和脫氫等裂解反應生產富含乙烯、丙烯和丁二烯的裂解氣,其中5號爐為備用爐,主要裂解介質為石腦油。2016年1月,5號裂解爐投入使用后發現對流段第三組進料線彎頭焊縫處出現泄漏著火,立即啟動應急響應,做停料處理,后檢查發現對流段進料線彎頭焊縫處出現腐蝕穿孔。5號裂解爐對流段進料線的腐蝕泄漏及著火,嚴重影響了裝置的正常生產,分析了對流段進料線的宏觀腐蝕形貌、化學成分、金相組織及腐蝕產物等,從管道的腐蝕介質、管道結構及開停工等方面對造成管道腐蝕的原因及機理進行了討論,并提出了防護措施。
1 試驗方法
5號裂解爐對流段石腦油進料線運行參數:材質20號鋼,規格φ114.3 mm×6.02 mm,管線設計溫度179~189 ℃,設計壓力0.404 MPa,工作溫度170 ℃;工作壓力0.4 MPa,介質為石腦油。
取焊縫泄漏部位的直管和彎頭,并將其沿軸向剖開,分別對其內、外表面的腐蝕情況和穿孔特征進行宏觀腐蝕檢查。將直管和彎頭內表面的腐蝕產物和污垢清理干凈,采用超聲波測厚儀對直管和彎頭腐蝕嚴重部位的剩余壁厚進行檢測,確定直管和彎頭的壁厚分布規律。采用固定式直讀光譜儀對直管和彎頭的化學成分進行定量分析。采用金相顯微鏡對直管進行金相組織分析。采用掃描電鏡(SEM)及其附帶的能譜分析儀(EDS)對腐蝕穿孔部位的腐蝕形貌及特征進行分析,對腐蝕產物中的元素種類、含量及其分布規律進行分析。
2 結果與討論
2.1 管線宏觀腐蝕形貌
腐蝕穿孔部位的直管段腐蝕形貌見圖1。

圖1 直管段腐蝕形貌
由圖1可見,腐蝕穿孔出現在直管與彎頭連接的焊縫部位,呈水滴狀,大小為5 mm×10 mm,穿孔外表面光潔,無腐蝕產物及蝕坑。直管和彎頭外表面防腐層完好,無腐蝕痕跡。
將直管和彎頭沿管線軸向剖開,觀察其內部腐蝕形貌。直管和彎頭內壁的腐蝕形貌見圖2和圖3。由圖2可知,直管內壁附有一層3 mm左右腐蝕產物,呈黃褐色,且較疏松。腐蝕穿孔部位腐蝕坑呈片狀分布,且該區域的管道壁厚明顯小于其他部位。由圖3可知,彎頭內壁附有一層 5 mm左右腐蝕產物,呈黃褐色,且較疏松。彎頭內壁背彎處呈現明顯的波浪狀沖刷腐蝕形貌,并帶有明顯的方向性。刮掉腐蝕產物后,可見彎頭內壁存在大面積的腐蝕凹坑,背彎部位腐蝕最為嚴重,局部幾乎穿孔。

圖2 直管內壁的腐蝕形貌

圖3 彎頭內壁的腐蝕形貌
2.2 理化分析
為了掌握直管和彎頭的腐蝕減薄情況,確定其壁厚減薄規律,對直管和彎頭進行超聲波測厚檢測。通過測厚數據分析,發現腐蝕減薄嚴重區域主要有兩處:一處集中在直管和彎頭連接的焊縫部位附近,即腐蝕穿孔附近,該部位的管道壁厚為1.85~2.25 mm;另一處主要集中在彎頭背彎正中偏下部位,該部位的管道壁厚為2.19~3.81 mm。
采用直讀光譜儀對管道材質進行了化學成分檢測,其化學成分符合20號鋼標準要求。在腐蝕穿孔部位取樣進行金相分析,分析結果見圖4。由圖4可見,管道金相組織為鐵素體+珠光體,金相組織無異常。

圖4 管道金相組織照片
2.3 腐蝕產物分析
分別選取管道穿孔部位內表面上不同4點(117,118,119和120)進行腐蝕產物EDS分析,結果見圖5。120點的EDS分析圖譜見圖6。120點腐蝕產物中含有O,Fe和S三種元素,其質量分數分別為16.94%,0.77%和83.2%。其他3點(117,118和119)與120點腐蝕產物中的元素完全一致,僅含量略有差異。

圖5 管道穿孔部位的掃描電子圖像
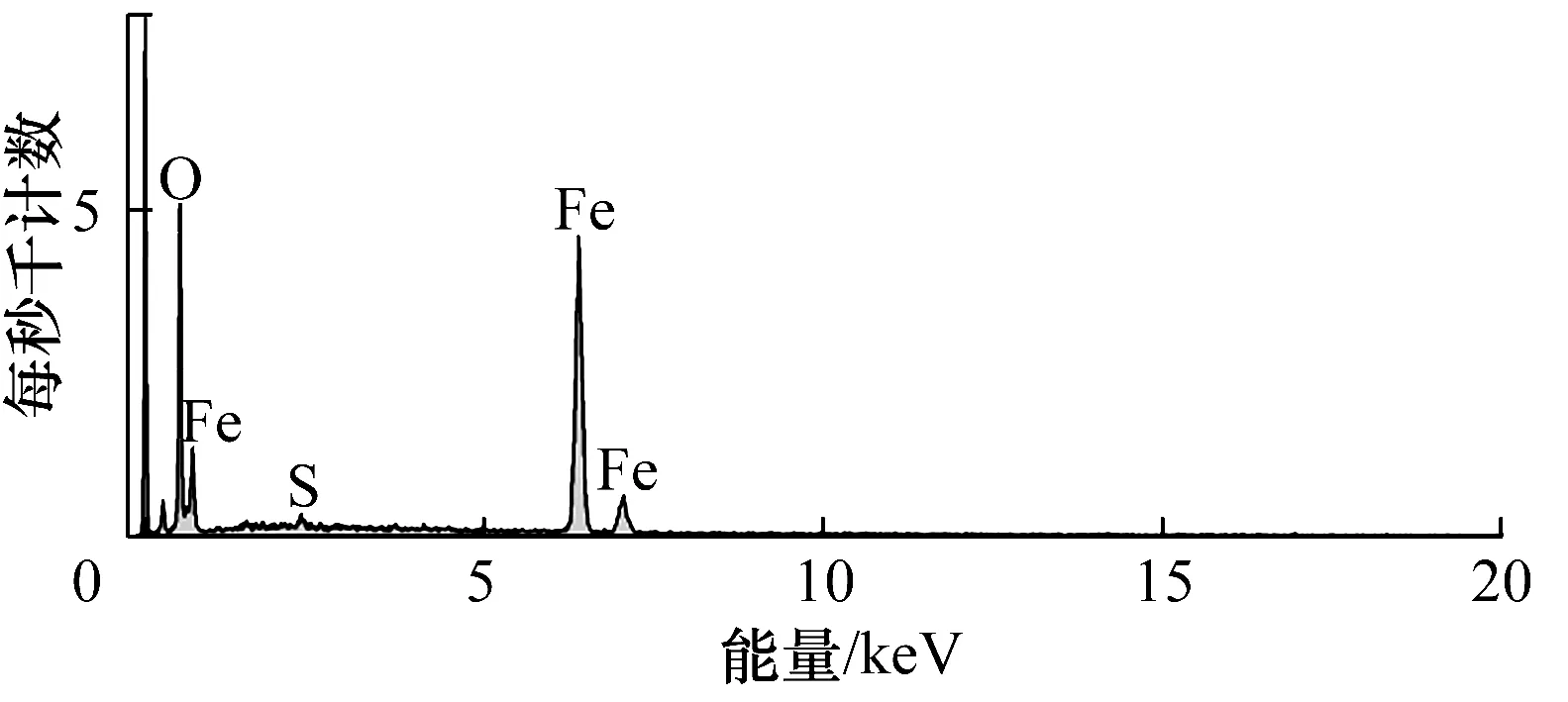
圖6 腐蝕產物能譜分析
2.4 腐蝕介質的影響
對5號裂解爐對流段石腦油進料線的工藝介質石腦油進行了長期的腐蝕介質監測,監測結果表明石腦油中含有腐蝕介質硫化物(主要以硫化氫為主),其中硫化物質量濃度最大值、最小值和平均值分別為865,142和479 mg/L。腐蝕介質監測結果與腐蝕產物分析結果相一致,從而證明腐蝕產物中的硫元素來自石腦油中的腐蝕介質硫化物。這些硫化物在有水的環境中,與水互溶形成酸性腐蝕溶液,對管道造成嚴重腐蝕。
從腐蝕產物分析中得知,除了腐蝕元素硫外,還有腐蝕元素氧。乙烯裝置5號裂解爐為備用爐,在備用時,管道內用熱空氣進行保護,投用前,先通入不飽和稀釋蒸汽進行置換,其在管道局部冷卻后出現液態水,造成熱空氣中的氧溶于液態水中,形成溶解氧電化學腐蝕環境,對管道局部造成腐蝕。
2.5 管道結構的影響
對比5號裂解爐對流段4組腐蝕嚴重的石腦油進料線的腐蝕情況,發現穿孔及腐蝕減薄部位均出現在焊縫部位(彎頭與直管段連接處)和彎頭背彎處。焊縫部位組織性能及耐蝕性均低于管道母材金屬,成為管道的缺陷部位,在相同的腐蝕環境下,焊縫及熱影響區會優先發生腐蝕。此外,管道焊接后其連接部位(焊縫及熱影響區)的金屬表面變得凹凸不平,當工藝介質流過時其流動狀態發生變化,產生湍流,對管壁金屬造成沖刷腐蝕。對于管道彎頭部位而言,當工藝介質由直管段流至彎頭部位時,其流動狀態發生改變,對彎頭造成沖刷腐蝕,特別是管道彎頭的背彎部位沖刷腐蝕減薄最為嚴重。因此,在相同的腐蝕環境下,管道連接部位與彎頭部位是最容易發生腐蝕的部位,隨著腐蝕不斷加速進行,最終導致這些部位出現嚴重的腐蝕減薄,甚至穿孔泄漏。
2.6 開停工的影響
5號裂解爐為備用爐,每開工25 d、停工30 d為一個周期,其開停工流程為:當其處于備用狀態時,進料線內充滿熱空氣(約170 ℃)進行保護,投用前,進料線先通入不飽和稀釋蒸汽進行吹掃置換,投用時進料線內的介質為石腦油。由于不飽和稀釋蒸汽在管道局部冷凝產生一定量的液相水,當裂解爐投用時,進料線內工藝介質石腦油中的硫化氫等腐蝕介質便溶于液相水中形成濕硫化氫腐蝕環境,管道金屬發生電化學反應,反應方程式如下:

硫化氫等腐蝕介質與管道金屬反應生成腐蝕產物硫化亞鐵,硫化亞鐵較致密,牢固附著于金屬表面,成為一層保護膜,一定程度上隔絕了腐蝕介質,抑制了電化學腐蝕反應的繼續進行,起到了保護金屬的作用。但是,當裂解爐退料停工處于備用狀態,進料線中充入熱空氣(約170 ℃)進行保護,這時生成的硫化亞鐵與氧氣發生反應,生成疏松的氧化鐵銹層,隨后裂解爐在投用過程中,進料線受稀釋蒸汽吹掃和石腦油物料的沖刷,管線表面疏松的氧化鐵銹層被剝離,露出新鮮的金屬表面。下一周期裂解爐投用過程中又遭到濕硫化氫腐蝕生成硫化亞鐵保護膜,備用時,生成的硫化亞鐵與氧氣反應生成疏松的氧化鐵銹層,裂解爐在投用過程中,管線表面疏松的氧化鐵銹層受稀釋蒸汽吹掃和石腦油物料的沖刷被剝離,又露出了新鮮的金屬表面,又受到硫化氫腐蝕。“金屬腐蝕生成硫化亞鐵-硫化亞鐵變成氧化鐵銹層-銹層沖刷剝離漏出新鮮金屬表面-金屬腐蝕生成硫化亞鐵”腐蝕反應過程循環重復進行,導致金屬管道壁厚腐蝕減薄,直至穿孔泄漏。
3 結 論
(1)對流段石腦油進料線的腐蝕主要集中在直管與彎頭連接的焊縫部位以及彎頭背彎部位,綜合腐蝕產物分析結果和腐蝕介質分析結果可知,對流段石腦油進料線的腐蝕介質主要為石腦油中的硫化物及熱空氣中的氧。
(2)裂解爐的開停工是導致對流段石腦油進料線發生腐蝕的主要影響因素。在裂解爐開停工及腐蝕介質的共同影響下,“金屬腐蝕生成硫化亞鐵-硫化亞鐵變成氧化鐵銹層-銹層沖刷剝離露出新鮮金屬表面-金屬腐蝕生成硫化亞鐵”腐蝕反應過程循環重復進行,促使金屬管道壁厚不斷腐蝕減薄,直至穿孔泄漏。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07