汽車擋風玻璃裝飾條對射式雙色注塑模具設計
2019-10-28 07:12:04郭恒亞
中國塑料 2019年10期
關鍵詞:產品
劉 鑫, 郭恒亞, 黃 明
(1.浙江工業職業技術學院機械工程學院,浙江 紹興 312000;2.鄭州大學橡塑模具國家工程研究中心,鄭州 450002)
0 前言
汽車制造正朝著輕量化的方向發展,發達國家汽車的內飾件已基本實現塑料輕量化,塑料在汽車中的應用正在由內飾件向外飾件、車身與結構件發展,國外發達國家汽車領域的塑料使用量正在持續增長,塑料模具占汽車模具總量的比例已經超過了60 %,占到了車身總質量的10 %~15 %左右[1-3]。雙色注塑是指將2種不同的材料注塑到同一套模具,從而實現注塑出來的零件由2種材料形成的成型工藝[4]。有的2種材料是不同顏色的,有的是軟硬不同的,從而提高產品的美觀性和裝配等性能。雙色注塑汽車配件產品品質穩定性高,產品變形易控制,雙色模具注塑已成為汽車配件領域趨勢所在[5-7]。本文針對傳統的動模旋轉垂直轉盤式雙色模具結構因模具自重而產生傾斜磨耗導致模具運轉不順等問題,設計了一種水平轉盤結構對射式雙色注塑模具。
1 產品成型工藝分析
汽車擋風玻璃裝飾條是汽車重要的部件之一,一般安裝在前風擋玻璃的側邊部上,主要起到密封和裝飾的作用,如果汽車前擋風玻璃裝飾條與玻璃配合后不緊密牢固,密封性差,會導致側面的雨水較多,影響了行車路線,同時與其他部件配合不能做到美觀的和諧統一,影響了整車形象,采用雙色注塑不同材料后結構簡單,安裝方便,整體外形美觀。
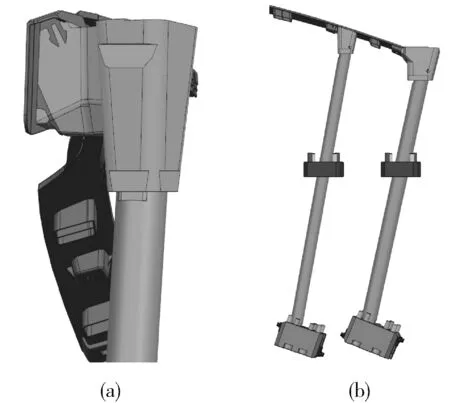
汽車擋風玻璃裝飾條包括注塑連為一體的硬膠部分和軟膠部分,硬膠部分主要采用丙烯腈 - 丁二烯 - 苯乙烯共聚物(ABS),軟膠部分采用聚烯烴熱塑性彈性體(TPO),使得產品具有優異的耐低溫沖擊性和優良的綜合力學性能,可使2種組分更好地黏結在一起,而且可避免使用膠水后所產生的環保問題,具有良好的成本優勢和性能優勢,如圖1所示。
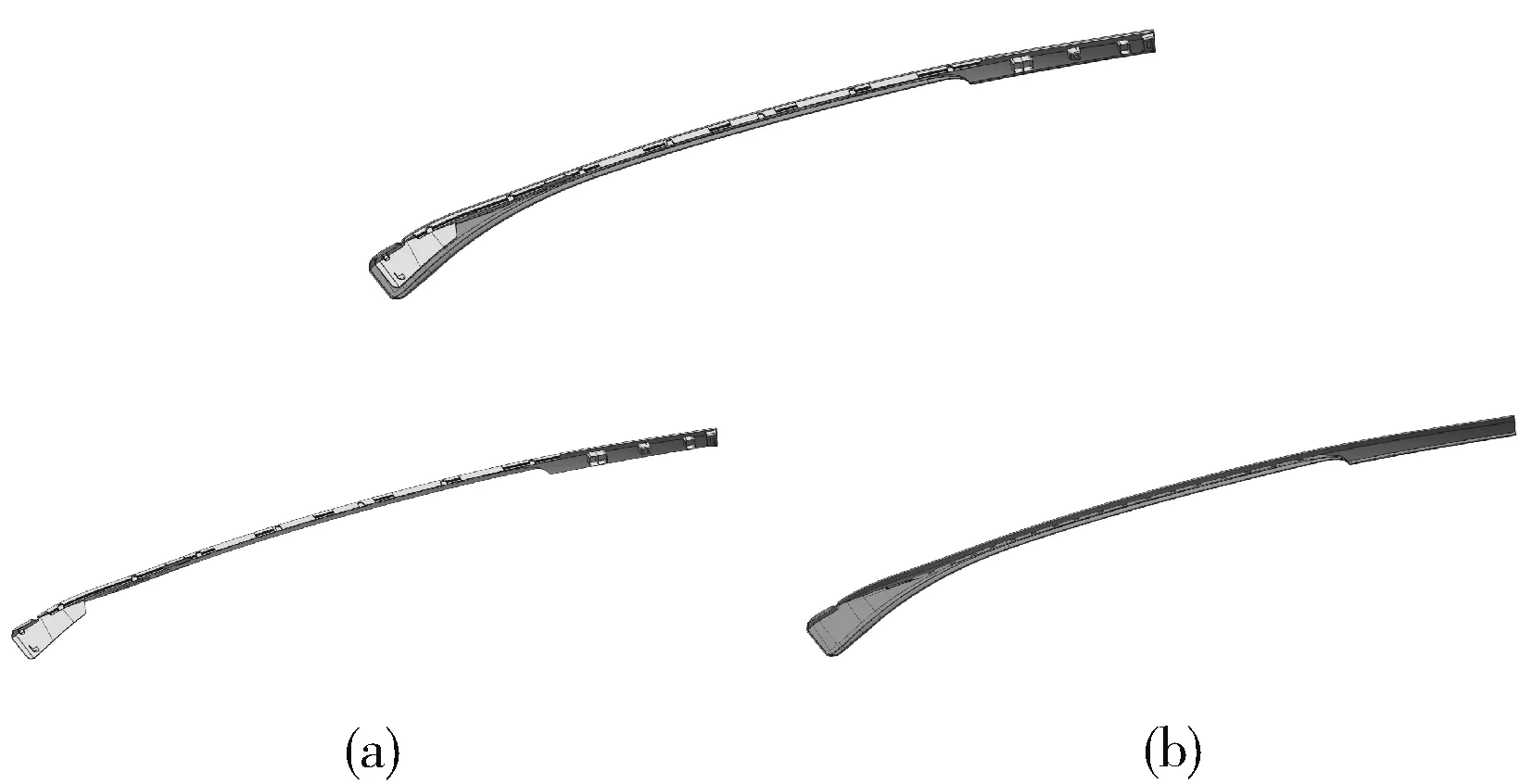
(a)硬膠部分 (b)軟膠部分圖1 汽車擋風玻璃裝飾條Fig.1 Automobile windshield decorative strips
硬膠部分上設置有卡扣,在相鄰成對卡扣之間設置有配合邊,軟膠部分上設置有抵靠腳,抵靠腳呈U字型數量為7個,配合邊上開設有與抵靠腳相配合的凹槽。產品結構細節特征如圖2所示,由于產品外表面大部分為空間曲面,多處有倒扣和凹槽3,因此采用左右2個方向側向抽芯機構,卡扣(1)、(2)處側面和開模方向有夾角,采用斜頂機構后仍會有倒扣,是本產品設計的難點;固定座(1)、(2)的側向抽芯距離比較長且在產品內表面,需要長距離斜頂機構來實現脫模。
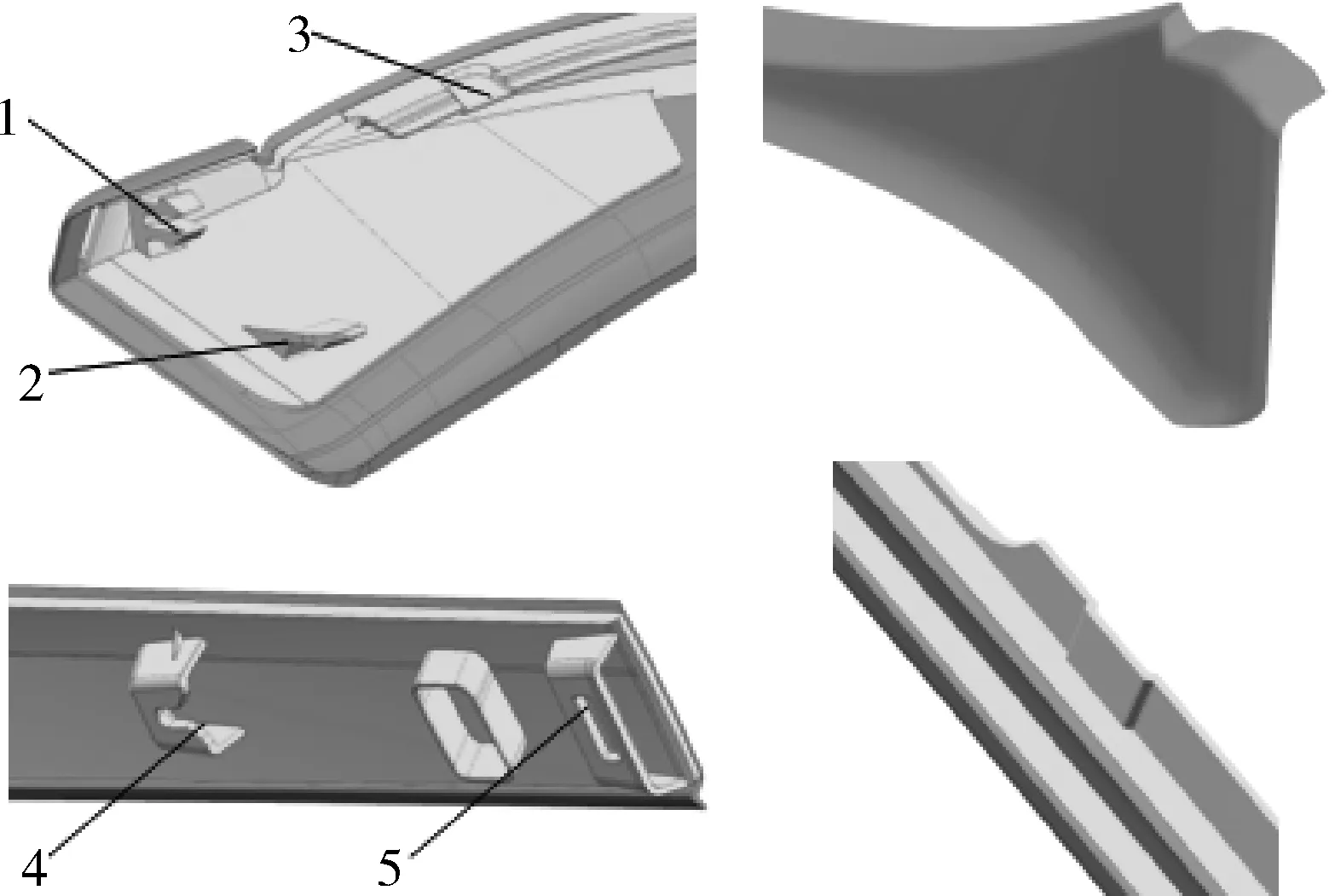
1—卡扣(1) 2—卡扣(2) 3—凹槽4—固定座(1) 5—固定座(2)圖2 產品結構細節特征Fig.2 Product structure detail features
2 雙色模具結構設計
2.1 整體結構方案設計
本文中汽車擋風玻璃裝飾條硬膠部分外形尺寸為1 274.3 mm×83.7 mm×169.7 mm,軟膠部分外形尺寸為1 287.8 mm×92.6 mm×168.6 mm,產品長度方向尺寸較大,并且考慮到汽車擋風玻璃裝飾條在使用時需要成對使用,設計模具時產品布局方案為一出二左右對稱的結構,同時得到一副汽車擋風玻璃裝飾條,初步計算單副模具質量約12.3 t,采用傳統的普通動模旋轉轉盤式模具結構,由于模具體積大,需要的注塑機型號比較大,并且模具質量太大,容易引起導向機構單面接觸,磨損現象嚴重,長時間生產過程中極易引起小角度碰穿位置磨損,甚至損壞模具[8],因此,選用對射式模具結構,分別注射硬料和軟料的兩幅模具水平布置,配合水平轉盤結構,從而實現雙色注射,具體結構見如圖3所示。
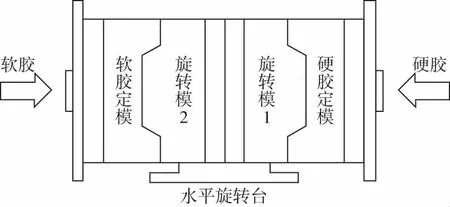
圖3 對射式雙色模具結構Fig.3 Opposite injection type bicolor mould structure
2.2 澆注系統設計
汽車擋風玻璃裝飾條模具的澆注系統分為兩套各自獨立的系統,由于需要2次注射成型,硬膠部分注射完成后料頭需要及時與半成品進行分離,以便進行后續軟膠部分的注射,因此,硬膠部分的澆口形式選擇點澆口,由于軟膠部分完全包裹硬膠部分的外表面,因此點澆口位置設置在硬膠部分的上表面。軟膠部分考慮到產品的表面外觀質量,選擇香蕉澆口,澆口潛伏在軟膠部分的背面,經過在MoldFlow軟件中進行計算機輔助工程(CAE)模流分析對澆口位置進行優化設計,最終確定的硬膠部分模具的熱流道澆口布置如圖4所示,軟膠部分模具的熱流道澆口布置如圖5所示。
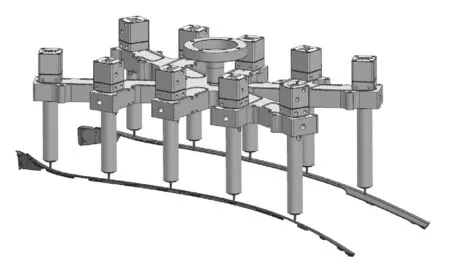
圖4 硬膠部分澆注系統Fig.4 Hardrubber part gating system
2.3 成型零件結構設計
汽車擋風玻璃裝飾條在使用時需要成對使用,產品布局方案為一出二左右對稱的結構,動模部分結構完全相同,由于本產品外表面大部分為空間曲面,多處有倒扣和凹槽,因此采用左右2個方向側向抽芯機構,以硬膠部分模具為例,動模和定模結構如圖6所示。

圖6 硬膠部分動模和定模Fig.6 Move mould and fix mould of hard rubber parts
2.4 側抽芯機構設計
本文中雙色模具由于其動模結構相同、定模結構不同,在側抽芯機構的設計過程中要求在硬膠材料注射成型時側抽芯機構不允許發生位移動作,從而保證硬膠部分位置不變,在二次注射成型軟膠材料時達到產品尺寸要求[9]。為了防止側抽芯機構滑塊開合模過程中影響產品尺寸精度,理想的設計方案是將側抽芯機構全部設計在定模一側,本文中汽車擋風玻璃裝飾條外表面部分側抽芯機構尺寸較大,無法全部設計在定模一側,本模具設計了一種斜楔彈簧側抽芯機構,如圖7所示,依靠斜導柱上的缺口來實現硬膠注射時不進行側向抽芯,軟膠注射完成后進行側向抽芯動作。
1—滑塊體 2—斜導柱 3—斜導柱固定塊 4—壓板5—彈簧 6—耐磨塊 7—導滑條 8—斜楔塊 9—限位塊10—斜楔固定塊 11—斜楔彈簧 12—斜導柱缺口圖7 斜楔彈簧側抽芯機構Fig.7 Core-pulling mechanism with inclined wedge spring side
模具硬膠部分注射完成開模時,斜導柱上由于缺口12的存在,斜楔塊8從斜導柱缺口處穿過,從而使側抽芯機構不參與開模動作;斜導柱安裝在定模一側,軟膠部分的定模斜導柱可以更換為沒有缺口的斜導柱,當軟膠部分注射完成開模時,斜導柱2隨著開模過程中動模的移動帶動斜楔塊8運動,斜楔塊固定在滑塊體1上,從而帶動滑塊體1沿著導滑條7移動,直到碰到彈簧5頂部的限位塊9完成側抽芯動作;合模時,斜導柱2碰到斜楔塊8表面的斜面,壓縮斜楔彈簧11,使斜楔塊縮回斜楔固定塊10內,斜導柱繼續移動直到合模完成。
2.5 斜頂機構設計
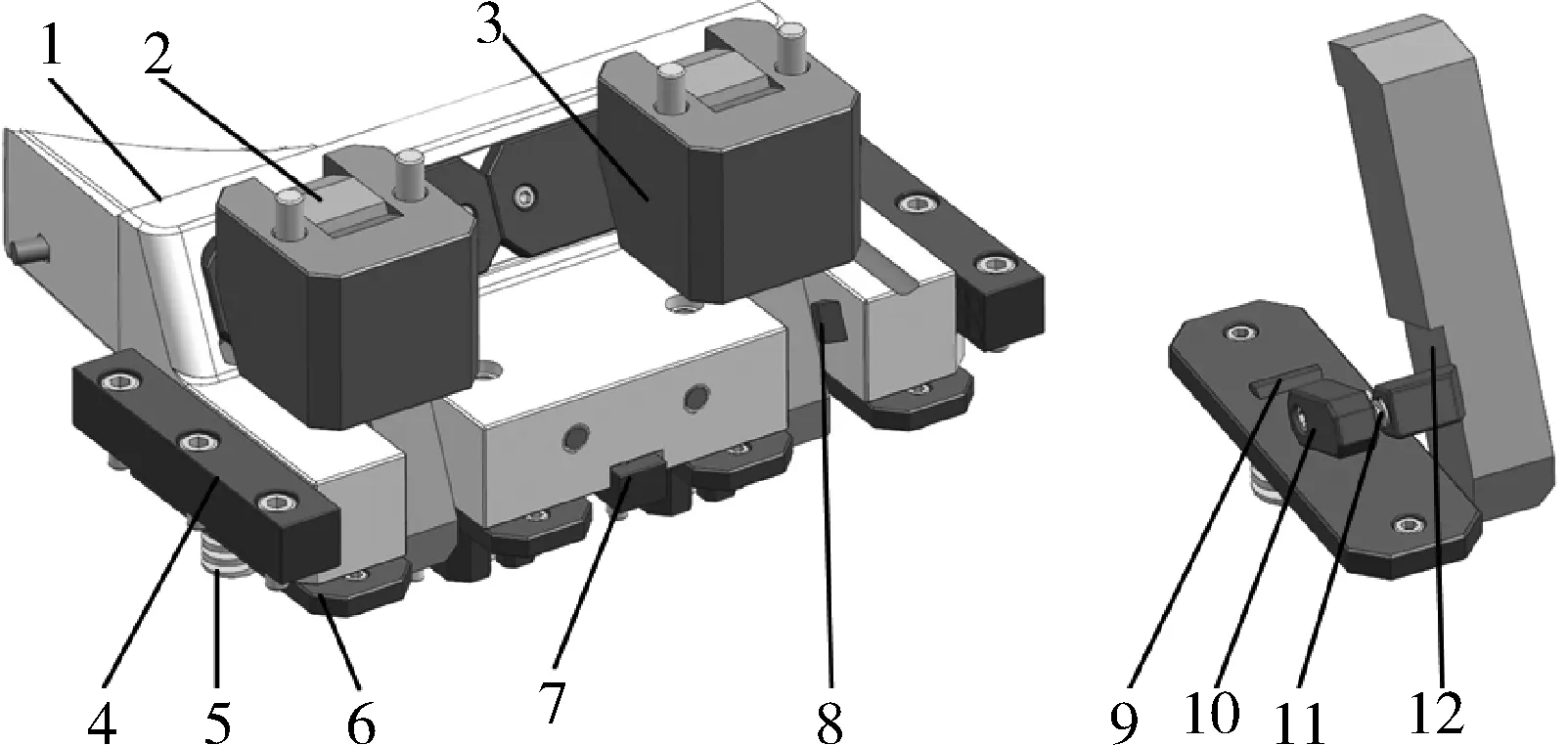
本文中產品上的卡扣處側面和開模方向有夾角,設計斜頂機構如圖8(a)所示,此時卡扣仍然有約1 mm倒扣,卡扣是硬膠部分特征,材料為ABS,1 mm倒扣無法采用強制脫模的方式進行脫模,由于產品為細長條形狀,此卡扣特征在產品尾部,可以在其他部分脫模后,由機械手沿著與脫模方向垂直的水平方向進行脫模直到無阻礙,最后上移離開注塑機按照設計的程序將產品送到指定位置。
產品上固定座(1)、(2)的側向抽芯距離分別為16.17 mm和18.57 mm,固定座(1)沿著抽芯方向,產品有下降斜度,斜頂頭部為反角度不能后退,頂出時會引起鏟膠現象,并且斜頂抽芯方向后面還有產品特征凸臺,需要根據三角函數精確計算抽芯距離,避免與凸臺產生干涉,將斜頂座底部設計出斜度,使斜頂延時頂出,從而避免鏟膠現象,如圖8(b)所示。
(a)卡扣斜頂 (b)固定座斜頂圖8 斜頂機構Fig.8 Inclined roof mechanism
2.6 導向定位機構設計
本文中模具動模部分需要水平旋轉180 °,如何保證旋轉后的動模與定模準確定位配合是重點。本設計中除了通用的導向機構導柱導套對稱布置來實現導向外,在動、定模四周十字定位位置上設計精定位裝置,在動、定模板上鑲嵌帶互鎖錐面結構的耐磨片,防止動、定模相互間位置產生錯位損壞鑲件,保證模具開合模過程中的定位精度和運動平穩;在模具上下模板上都設計有定位圈,在對射式注塑機的背板上通常設置有定位槽,定位槽與注塑機定位圈孔保持同心,模具上對應位置設計定位柱,從而實現每副模具3點精確定位來保證水平旋轉后的定位精度[10]。
3 模具工作過程及生產驗證
本文中雙色注塑共設計兩副模具,一副模具為成型內部結構件的硬膠模具,另一副模具為在內部結構件表面成型包覆外表面的軟膠模具,硬膠模具和軟膠模具均由一只定模與一只動模組成,兩幅模具定模結構不同,動模結構完全相同,兩副模具在對射式注塑機上的布置如圖9所示。
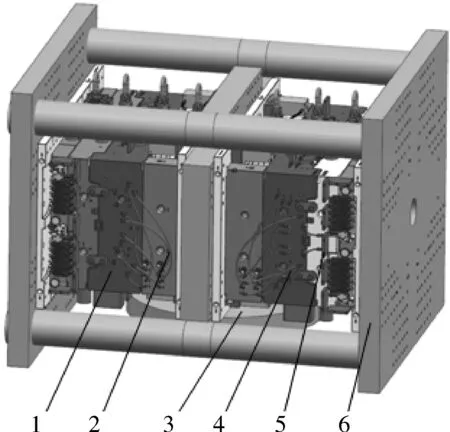
1—軟膠定模 2—旋轉動模(2) 3—水平旋轉臺4—旋轉動模(1) 5—硬膠定模 6—注塑機圖9 模具結構圖Fig.9 Mould structure
模具注塑機上安裝完畢首次合模后,硬膠材料ABS通過硬膠定模5上的熱流道點澆口注射入硬膠模具中,完成產品內部結構硬膠材料的注射,此時軟膠模具也不進行注射,硬膠模具分型面打開,硬膠模具側抽芯機構由于斜導柱缺口的存在不參與開模動作,旋轉動模(1)上的頂出系統和斜頂結構也不執行頂出動作,硬膠產品在卡扣和各種安裝孔的作用下留在旋轉動模(1)上,開模運動結束后,在對射式注塑機6中間位置水平旋轉臺3的作用下,旋轉動模(1)和旋轉動模(2)水平旋轉180 °后合模進行第二次注射,此時旋轉動模(2)和硬膠定模合模,模具中繼續注射ABS完成產品內部結構硬膠材料的注射,為后續連續注塑生產做準備。旋轉動模(1)和軟膠定模合模,軟膠材料TPO通過軟膠定模1上的熱流道香蕉澆口注入軟膠模具中,完成產品軟膠TPO材料的注射,軟膠材料牢固包覆在內部硬膠材料上,2種材料融為一體完成汽車擋風玻璃裝飾條產品的注塑,經過保壓冷卻過程后軟膠模具分型面打開,軟膠模具側抽芯機構的斜導柱上沒有缺口,在開模動作的驅動下完成側抽芯開模動作,旋轉動模(1)上的頂出系統和斜頂結構在下模板上安裝的液壓缸的作用下執行頂出動作,最終產品被頂出,后續兩副模具分別重復此注射工作過程完成連續注塑生產。模具的試模生產過程及完成產品實物圖如圖10所示。

圖10 模具生產過程及產品實物圖Fig.10 Mould production process and product
4 結論
(1)本產品模具采用水平對射注塑機,一出二左右對稱同時得到一副汽車擋風玻璃裝飾條,而且產品在同一模具里面得到,工藝參數相同,對稱產品的物料穩定性就大大提高,兩幅產品的質量誤差可以控制在2 g以內,能滿足客戶更高的工藝要求;
(2)本產品模具采用水平轉盤結構,相較于垂直轉盤,在相同拉桿內間距下,模具使用范圍更大,水平轉盤結構解決了垂直轉盤因模具自重而產生傾斜磨耗導致運轉不順等問題,保證模具開合模過程中的定位精度和運動平穩;
(3)本模具設計了一種斜楔彈簧側抽芯機構,依靠斜導柱上的缺口來實現硬膠注射時不進行側向抽芯,軟膠注射完成后進行側向抽芯動作,從而保證產品尺寸精度。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14