小分子醇對廢舊PU硬泡回收再利用的影響研究
2019-10-28 07:16:18顧曉華呂士偉張曉華羅鴻翔
中國塑料 2019年10期
顧曉華,呂士偉,張曉華,羅鴻翔
(1.齊齊哈爾大學,黑龍江 齊齊哈爾161006;2.大慶油田慶升實業公司,黑龍江 大慶163712)
0 前言
PU材料是在聚酯/聚醚的多元醇中加入一些催化劑和異氰酸酯發生的一系列聚合反應生成的一種高分子聚合物[1]。PU材料可以生產出線形和體形2種不同結構的高分子聚合物。因為生產PU泡沫原材料的不同以及配比的多樣性,PU材料可以采用不同的配比方法生產出3種不同的泡沫,分別為軟質、半硬質和硬質PU泡沫[2],其中硬質PU泡沫在應用領域方面占據了大部分的市場。廢舊PU的再回收是有關環境、資源的一個重要問題。隨著全球PU生產規模的擴大,在PU的生產和使用過程中會產生大量的PU廢棄物,它很難被微生物降解,對自然環境造成了巨大的負擔[3]。雖然目前國內關于硬質PU泡沫回收的研究報告較多,但尚未形成工業循環利用基地,只有部分企業從事硬質PU泡沫的回收利用研究[4]。因此,本文對廢舊硬質PU的回收再利用進行探索,以廢舊硬質PU為原料,采用雙組分不同比例的小分子醇對硬質PU泡沫進行降解回收[5],并探索出對廢舊硬質PU泡沫降解的最佳組合和最佳生產工藝。從而制備出再生硬質PU泡沫,并對其進行測試與表征。
1 實驗部分
1.1 主要原料
廢舊硬質PU泡沫,龍江保溫材料公司;
聚醚多元醇,4110,分析純,天津市凱通化學試劑有限公司;
乙二醇,分析純,天津市化學試劑一廠;
氫氧化鈉,堿性催化劑,600 mgKOH/g,天津市天力化學試劑有限公司;
硅油穩定劑,0.960~0.980 g/cm3,廣州飛瑞化工有限公司;
錫溶液,90 %,北京中諾泰安科技有限公司;
發泡劑,141b,深圳市華昌化工有限公司;
異氰酸酯(PAPI),22A-75PX,武漢福德化工有限公司。
1.2 主要設備及儀器
分析天平,JA3003C,賽多利斯科學儀器(北京)有限公司;
懸臂式恒速強力電動攪拌機,TJ-1200W,常州華奧儀器制造有限公司;
電熱套,ZNHW-200,上海勒頓實業有限公司;
數顯鼓風干燥箱,WX881,吳江市威信電熱設備有限公司;
偏光電子顯微鏡,KYKY-EM3900,上海蔡康光學儀器廠;
旋轉黏度計,NDJ-5,上海平軒科學儀器有限公司;
導熱系數測定儀,DZDR-S,上海精密科學儀器有限公司;
熱失重分析儀,TGA-101,南京大展機電技術研究所;
傅里葉變換紅外光譜儀,IR-960,天津瑞岸科技有限公司;
游標卡尺,GB/T 1214.2—1996,無錫工量具有限公司;
一次性塑料杯,350 mL,脫普日用化學品(中國)有限公司。
1.3 樣品制備
將廢舊硬質PU泡沫塑料進行粉碎加工至5~10 mm,取100 g樣品置于三頸燒瓶中,分別加入9個降解梯度的聚醚多元醇4110與乙二醇,比例分別為A1(60∶20)、A2(50∶30)、A3(55∶25)、A4(35∶45)、A5(45∶35)、A6(40∶40)、A7(30∶50)、A8(25∶55)、A9(20∶60),之后將其置于調溫電熱套中以160 ℃反應攪拌5 h,冷卻至室溫置于塑料杯中得到降解產物;接下來取一定量的降解產物,依次加入泡沫穩定劑、催化劑、發泡劑后,攪拌均勻,再按一定比例加入黑料快速攪拌,靜置放置使其自然發泡[6]。
2 結果與討論
2.1 小分子醇降解廢舊硬質PU機理
PU全稱為聚氨基甲酸酯,是主鏈上含有—NH—COO—的大分子有機高分子化合物的統稱,醇解法是化學法的一種,制備出的小分子多元醇混合物可用于新材料的制備,實現廢舊PU材料的循環再利用,并且用降解產物制備的PU制品在性能上與新原料制備的差別不大甚至有所增強。
在醇解劑和催化劑的共同作用下,PU中的氨基甲酸酯鍵發生斷裂,被比較短的醇鏈所取代,同時生成長鏈的多元醇以及芳香族的化合物,并且不會像水解過程那樣放出CO2氣體,主要反應機理如下:
氨基甲酸酯鍵的斷裂反應:

(1)
因為有大量的基團參與降解反應,反應種類和類型眾多,在醇解的過程中一般伴隨著副反應的產生,最主要的副反應是脲基斷裂生成氨基和多元醇,主要反應機理如下:
脲基的斷裂反應:
(2)
PU降解也有另一種新機理,過程反應機理如下:
(1)氨基甲酸酯鍵斷裂反應:
(3)
(2)產生CO2的反應:

(4)
(3)7脲基甲酸酯的斷裂反應:
(5)
醇解法回收廢舊硬質PU材料還有一個難點急需突破,調整最佳比例的降解配方對降解產物的性能有重要影響,只有獲得最佳配方才能夠回收更多高質量的小分子多元醇,PU醇解可以回收大部分的硬質PU材料。
2.2 聚醚多元醇4110與乙二醇雙組分降解發泡
將采用不同降解比例的聚醚多元醇4110與乙二醇雙組分進行共混降解,并對以上9個降解梯度獲得的降解發泡產物進行黏度、壓縮強度、吸水率和導熱系數測試,其結果如表1所示。
表1 雙組分降解產物的黏度、壓縮強度、吸水率和導熱系數

Tab.1 Viscosity, compressive strength, water absorption and thermal conductivity of two-component degradation product
2.2.1雙組分不同降解產物的黏度和制備泡沫的壓縮強度
由表1數據可得到圖1,由圖可知利用聚醚多元醇4110和乙二醇對廢舊硬質PU泡沫進行降解的過程中,隨著降解梯度的變化再生硬泡的抗壓強度也不斷變化,在整個抗壓強度變化過程中,從A1到A2抗壓強度增大,且增加到最大值,從A2以后抗壓強度逐漸下降,所以當雙組分為A2比例時泡沫抗壓強度最大為133.3 kPa,有很好的抗壓性能,制備的泡沫能夠完全滿足國家標準。
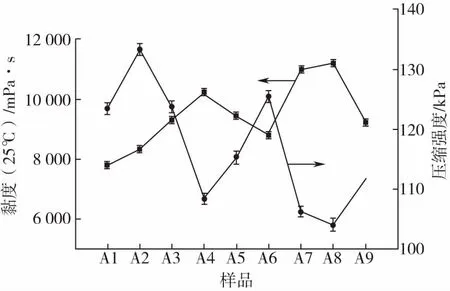
圖1 雙組分降解產物黏度及泡沫樣品強度的變化Fig.1 Viscosity of two-component degradation products and changes in foam sample strength
從圖中可以看出A1比例時黏度最小為7 800 mPa·s,25 ℃,但是強度不是最高的,當A2比例時黏度為8 329 mPa·s,25 ℃,強度最高為133.3 kPa,而比例為A8時強度最小為103.9 kPa,總體來說,加入聚醚多元醇4110乙二醇進行降解,制備的降解料的黏度和強度會發生變化,綜合來看最優的比例為A2,此時黏度低強度高且均達到國家標準。
2.2.2雙組分不同降解產物制備的泡沫的吸水率
由表1數據可得到如圖2所示,圖中表明了不同比例的聚醚多元醇4110與乙二醇降解產物制備的泡沫與吸水率的關系,由圖中的數據可知降解產物制備出的泡沫的吸水率都符合國家標準,隨著比例的改變,其降解產物的泡沫吸水率也逐漸改變,其中只有A2、A5、A6的吸水率呈下降趨勢,說明三者的保溫、隔熱性能呈上升趨勢。而吸水率越低則表明泡沫的泡孔結構越完整,其泡孔的均勻程度也越高,同時泡沫的閉孔率也更高,鎖住了更多的氣體。在泡沫的隔熱性能上更加突出,保溫性能更加的優良[7]。但是A5、A6較A2的壓縮強度低,綜合得出當聚醚多元醇4110和乙二醇為A2比例時能表現出更加優越的綜合性能。
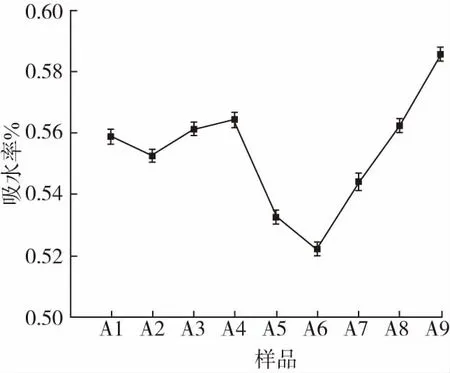
圖2 雙組分不同降解產物制備的泡沫與吸水率的關系 Fig.2 Relationship between foam and water absorption of two different degradation products
2.2.3降解產物的導熱系數分析
對不同比例降解料制備泡沫的導熱系數進行比較,以聚醚多元醇4110與乙二醇降解料制備泡沫為測試樣,如表1所示,可以看出,比例為A2的雙組分降解料制備出的泡沫的導熱系數最小為0.015 19,說明這個比例的降解料對制備泡沫的導熱系數效果最好[8]。
2.3 雙組分醇解劑對泡沫泡孔結構的影響
通過對泡沫的觀察和按壓大致選擇出整個體系當中性能較為優良的硬質泡沫,并將泡沫切成薄片試樣,利用偏光顯微鏡選取視野清晰且泡孔完好規整的區域進行觀察,如圖3所示。
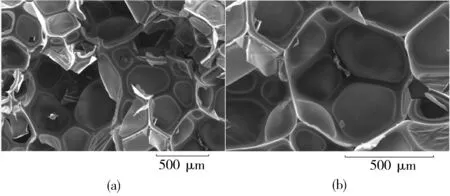
聚醚多元醇4110:乙二醇(a)55∶25 (b)50∶30圖3 聚醚多元醇4110與乙二醇制備的泡沫的偏光顯微鏡照片Fig.3 Foam polarization of polyether polyol 4110 and ethylene glycol
如圖3所示,聚醚多元醇4110:乙二醇為50∶30時,泡孔完好、形狀規整,整個視野當中泡孔尺寸比較均一,說明泡沫的起發過程比較平穩。孔壁厚比較均勻,骨架幾何構型較好,說明泡沫的交聯程度很好,能夠為泡沫體提供更好的抗壓強度,在具有相同強度的同時能夠更加的節省原料。同時,在視野中能夠發現泡孔完整率很高,泡孔的閉合程度較高,膜的形成比較好,說明泡沫整體的閉孔率相對較高,而閉孔率對于PU泡沫的隔熱、保溫性能具有十分重要的意義[9],從圖中可以大致分析出,該系列的泡沫都具有很好的保溫性能和隔熱性能[10]。而聚醚多元醇4110∶乙二醇為50∶30時,泡孔結構不規律,不完整,骨架纖細、交聯性不好,強度不高,閉合程度不好,膜的形成也不好。因此聚醚多元醇4110與乙二醇比例為50∶30時為最佳配方。
2.4 紅外光譜分析
圖4是聚醚多元醇4110和乙二醇比例為B1(55∶25),B2(50∶30),B3(45∶35),B4(25∶55)時對廢舊硬質PU泡沫進行降解所得降解產物的紅外對比圖譜。從圖中可以看出,在3 000 cm-1的附近出現較強的吸收帶,為醇類羥基伸縮振動峰;在1 750 cm-1的附近出現比較強的吸收帶,這是苯類泛頻峰[11],因此可以看出降解`產物為芳香族多元醇與聚醚多元醇的混合產物。在不同比例雙組分小分子醇作為醇解劑對廢舊硬質PU泡沫的降解中,聚醚多元醇4110與乙二醇比例為B2時在1 100 cm-1的附近出現比較清晰的吸收帶,為聚醚型PU-C-O-C-基吸收帶[2]的特征峰,較其它比例相比要明顯,效果最好。
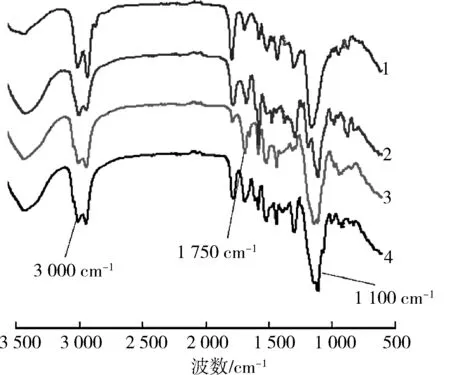
1—B1 2—B2 3—B3 4—B4圖4 雙組分降解產物的紅外圖譜Fig.4 Infrared spectrum of two-component degradation products
2.5 雙組分小分子醇降解產物制備熱失重分析
圖5是3組性能相對優良的降解產物的熱失重分析圖,曲線分別是以聚醚多元醇4110與乙二醇比例為B1(60∶20),B2(50∶30),B3(55∶25)時畫出的降解產物熱失重曲線。從圖中可以看出,3個不同配方的熱失重溫度大部分在230 ℃左右,不在發生分解是在580 ℃左右。在180 ℃與450 ℃之間時,曲線出現了比較明顯的差異,所以將這段放大進行著重的分析。

1—B1 2—B2 3—B3圖5 雙組分降解產物制備的泡沫的熱失重分析圖Fig.5 Thermogravimetric analysis of foam prepared by two-component degradation products
在第一處150~280 ℃附近的放大局部圖中,一開始出現失重的是B1和B2,B1的失重速率比較快,所以可以看出B1的分解反應比較快[13]。而B2的失重速率比較慢,所以B2降解料制備出的PU硬泡的化學鍵能比較大,不容易斷裂。由此可以看出B2降解料制備出的PU硬泡的熱力學性能更穩定。
在第二處350 ℃附近的放大局部圖中,分解出現在350 ℃,B2曲線與其他曲線相比出現了比較明顯的差異,B2曲線分解速率比較快,降解料的相對分子質量分布也比較均勻,為含有比較強化學鍵的多元醇[14],因此可以看出B2降解的效果是最好的,同時B2比例時制備出的泡沫強度也比別的高,所以可以說明這個雙組分體系制備出的泡沫的穩定性比較高。
3 結論
(1)成功利用雙組分的小分子醇進行降解得到降解產物并制備PU硬泡;
(2)聚醚多元醇4110與乙二醇比例為50∶30時制備的再生硬質泡沫性能最佳,此時抗壓強度為133.3 kPa、吸水率0.552 5 %、導熱系數為0.015 19 W/(m·K),此時泡孔的大小均勻、結構比較規則,泡沫孔壁也具有一定的厚度,生產出的泡沫樣品為最佳方案;
(3)從雙組分小分子醇交聯劑降解結果可以看出,廢舊PU硬質泡沫可以通過適當的進行調節不同比例,可以得到再生的多元醇,使用降解產物制得的硬泡,與實際產業化的生產相比,各項性能都符合國家標準,滿足實際生產的需求。