真絲面料產品色牢度分析及改善方案
2019-10-24 11:20:38周伏生黃亞茹
染整技術 2019年9期
關鍵詞:工藝
周伏生,黃亞茹
[利郎(中國)有限公司,福建泉州 362200]
桑蠶絲是蛋白質纖維,在高溫條件下發生變性,使得無規卷曲態的絲蛋白分子內氫鍵轉變成分子間氫鍵,導致結晶度發生變化,進而影響到纖維染色時對染料的吸附能力,尤其是染深色、黑色時,多余的染料無法在上染時間內全部進入纖維內部,造成染料分子堆積在纖維表面,形成浮色,影響織物色牢度。
真絲傳統染色方法采用弱酸性染料或中性染料,弱酸性染料或中性染料上染蠶絲時主要靠離子鍵、范德華力和氫鍵的作用固著在織物上,因此染色后織物的各項色牢度較差[1-2]。活性染料是唯一能與真絲纖維發生共價鍵結合的反應性染料。二氟一氯嘧啶型、二氯均三嗪型、乙烯砜型等活性染料對真絲織物具有較好的染色性能,可以改善真絲織物色牢度較差的問題[3-4]。在弱堿性條件下,真絲纖維中的酪氨酸、絲氨酸的氫離子化,使纖維上氨基氮原子生成孤對電子,可以與活性染料發生共價鍵結合[5-7]。
本實驗選用具有較高反應性的雙活性基團活性染料(含兩個乙烯砜基團)和中性染料對蠶絲織物進行深色染色,研究活性染料染色工藝和中性染料染色工藝對真絲織物表觀得色量、色牢度、耐光汗復合色牢度、拉伸斷裂強力和紕裂程度的影響,提出了真絲深色織物服用性能的改善方案。
1 實驗
1.1 材料
織物:真絲織物(72 g/m2,市售)。試劑:無水碳酸鈉、元明粉,均為分析純;釋酸劑PS-35、防皺劑ALBAFLUID C、皂洗劑 ALBATEX DS、潤濕劑 ALBAFLOW CIR、固色劑ALBAFIX ECO、固色劑ERIONAL FRN,均為工業級;活性黑S.BLACK.G(雙活性基)、中性蘭納灑脫BLACK PA(工業級,美國亨斯曼公司)。
1.2 儀器
ECO-24 全能型試色機(廈門瑞比精密機械有限公司),Datacolor 600 測色配色儀(美國Datacolor 公司),Datacolor Autolab TF 自動滴液機[德塔顏色商貿(上海)有限公司],SW-24E耐洗色牢度試驗機、YG(B)026H-500 織物強力機、Y(B)902 耐汗漬色牢度烘箱、耐光曬儀(溫州大榮紡織儀器有限公司)。
1.3 方法
以現有酸性染料染色的黑色蠶絲面料為顏色標準樣,分別選用活性染料、中性染料進行染色,以達到對比樣的染色深度和良好的染色牢度。
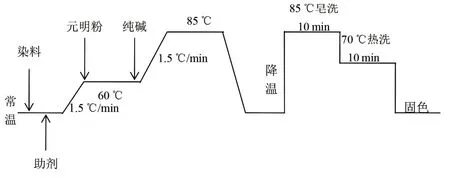
1.3.1 活性染料染色工藝
活性染料染色配方:S.BLACK.G 黑 9%(omf),防皺劑ALBAFLUID C 1 g/L,潤濕劑ALBAFLOW CIR 1 g/L,元明粉50 g/L,純堿4~5 g/L,85 ℃,50 min,浴比1∶20。
活性染料染色工藝曲線如下:
1.3.2 中性染料染色工藝
中性染料染色配方:蘭納灑脫BLACK PA 8%(omf),釋酸劑PS-35 0.7 g/L,防皺劑ALBAFLUID C 1 g/L,潤濕劑ALBAFLOW CIR 0.8 g/L,pH 5~6 g/L,浴比1∶20。
中性染料染色工藝曲線如下:
1.4 測試與表征
1.4.1 織物表觀得色量
在D65光源10°視角下,采用Datacolor 測色配色儀測試織物的K/S值以及ΔL、Δa、Δb、ΔE值,變/褪色色卡級數。
1.4.2 斷裂強力
參照GB/T 3923.2—2013《紡織品織物拉伸性能第2 部分:斷裂強力和斷裂伸長率的測定抓樣法》測試織物的斷裂強力。
1.4.3 紕裂程度
參照GB/T 13772.2—2008《紡織品機織物接縫處紗線抗滑移的測定第2 部分:定負荷法》測試織物中接縫處抗滑移性。
1.4.4 色牢度
參照GB/T 5713—2013《紡織品色牢度試驗耐水色牢度》測試耐水色牢度;參照GB/T 3922—2013《紡織品色牢度試驗耐汗漬色牢度》測試耐汗漬色牢度;參照GB/T 3921—2008《紡織品色牢度試驗耐皂洗色牢度》測試耐皂洗色牢度;參照GB/T 8427—2008《紡織品色牢度試驗耐人造光色牢度:氙弧》方法3 測試耐光色牢度;參照GB/T 14576—2009《紡織品色牢度試驗耐光、汗復合色牢度》測試耐光、汗復合色牢度。
2 結果與分析
2.1 織物表觀得色量
由1 可知,采用活性染料染色工藝的顏色亮度和飽和度差值比中性染料染色工藝小,表明活性染色工藝顏色更接近原樣。其中,活性染色工藝的K/S值比中性染色工藝大,表明活性染色工藝顏色偏深。

表1 不同染色工藝對織物的表觀得色量
2.2 織物色牢度
由表2知,采用活性染料對真絲染色后的耐水漬、耐堿汗、耐皂洗色牢度均在4級以上,達到服用要求;采用中性染料染色工藝染色的試樣,其耐水漬色牢度、耐堿汗色牢度的羊毛/錦綸/絲沾色不合格。這是因為真絲纖維中含有氨基、亞氨基和羥基等反應性基團,可與活性染料中的乙烯砜基團發生親核加成反應生成共價鍵。在堿性條件下,亞氨基和氨基的親核能力增強,活性染料和真絲纖維形成的共價鍵結合較多,色牢度較好[8-10]。中性染料通過離子鍵與纖維結合,因此耐皂洗色牢度低。同時,中性染料分子與錦綸纖維以及蛋白質纖維有一定的親和力[11-12],在水洗過程中未固著的中性染料會上染錦綸和蛋白質纖維,產 生真絲織物的羊毛、蠶絲和錦綸沾色等級低的結果。

表2 不同染色工藝對色牢度的影響
2.3 織物耐光和耐光汗、復合色牢度
由表3 可以看出,活性染料對真絲染色具有優良的耐光及耐光、汗色牢度。活性染料染色工藝對真絲染色后,得到了與中性染料同樣效果的色牢度等級。這是因為在弱堿性條件下,活性染料上的雙活性基團可以與真絲纖維上的羥基、氨基等產生更多的共價鍵結合,提升了染料-纖維共價鍵在光、汗條件下的水解穩定性,織物上的染料在光照條件下不易分解,耐光、汗色牢度得到提高。

表3 不同染色工藝對耐光、汗復合色牢度的影響
2.4 織物拉伸斷裂強力
由表4可知,經中性染色法和活性染色法染色后織物的強力出現了輕微的下降。這是因為在染色過程中絲素受酸堿和熱處理后會發生部分水解,真絲纖維會受到不同程度的損傷[13]。在拉伸過程中,耐拉伸程度降低,所以出現了強力下降的現象。

表4 不同染色工藝對織物拉伸斷裂強力的影響
2.5 織物紕裂程度
由表5 可知,真絲經中性染色法和活性染色法染色后,織物的紕裂程度基本不變,表明中性染色工藝和活性染色工藝對真絲織物的紕裂程度不會產生影響。

表5 不同染色工藝對織物紕裂程度的影響
3 結論
相比中性染色法,經雙活性基活性染料染色后的真絲織物得色較高,各項色牢度均達4級以上,對織物的拉伸斷裂強力、紕裂程度并未產生影響,滿足了服用要求,保證了產品質量。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
