基于約束理論的生產(chǎn)線瓶頸識別及改善
2019-10-24 08:17:46陳兆璋徐克林
精密制造與自動化 2019年3期
關(guān)鍵詞:生產(chǎn)
陳兆璋 徐克林
(同濟(jì)大學(xué) 機(jī)械與能源工程學(xué)院 上海 201804)
近年來,電梯行業(yè)競爭日趨激烈,原材料價格不斷上漲,制造成本日益增加。如何運(yùn)用科學(xué)有效的方法,減少生產(chǎn)過程中各種浪費(fèi),減少在制品庫存,合理配置各類生產(chǎn)要素,從而提高產(chǎn)品的質(zhì)量和生產(chǎn)效率,成為企業(yè)迫在眉睫的重要課題。
N公司生產(chǎn)的某軸類部件是企業(yè)近年來在電梯生產(chǎn)中的重要部件,隨著訂單量的持續(xù)增長,制造成本的日益增加,產(chǎn)能已經(jīng)無法滿足客戶的需求。本文通過引入約束理論,對軸類生產(chǎn)線進(jìn)行綜合分析,識別系統(tǒng)瓶頸,挖瓶頸產(chǎn)能,非瓶頸遷就瓶頸,改善瓶頸工位。
約束理論是由高德拉特博士首先提出,用來指導(dǎo)如何集中有限資源,將其用于整個生產(chǎn)系統(tǒng)中最關(guān)鍵的環(huán)節(jié),以便獲得最大的收益的一種管理理論。
1 軸類部件生產(chǎn)線現(xiàn)狀
從生產(chǎn)工藝流程來看,該部件加工工藝主要由車削端面、車削外圓、滾齒加工、磨削外圓、磨齒加工、銑削鍵槽、鉆裝配孔等工位構(gòu)成。每個工位又由多個作業(yè)工序組成,每個工位的作業(yè)任務(wù)由一個或幾個操作工人來完成。軸類部件的加工工位的具體情況見表1。

表1 軸類部件的加工工位情況
目前,軸類部件每日需求量為18件/日,已基本接近產(chǎn)能飽和。隨著訂單的快速增長,預(yù)計在2019年需求將達(dá)到26件/日,公司生產(chǎn)線產(chǎn)能明顯不足,存在明顯的瓶頸工位。
2 軸類部件生產(chǎn)線制造能力分析
采用設(shè)備全局設(shè)備效率OEE(Overall Equipment Effectiveness)來研究生產(chǎn)線制造能力。
已知,全局設(shè)備效率OEE=時間開動率×性能開動率×一次性合格率。
經(jīng)計算,各工位的OEE見表2。

表2 軸類部件各工位OEE
3 識別生產(chǎn)線瓶頸工位
約束理論認(rèn)為,對生產(chǎn)系統(tǒng)來說,整個系統(tǒng)中最薄弱的環(huán)節(jié)就是關(guān)鍵制約因素,也就是瓶頸工位。瓶頸工位的產(chǎn)出量對于整個生產(chǎn)線的產(chǎn)出起到了決定性作用。所以改善前首先要找出系統(tǒng)瓶頸,根據(jù)生產(chǎn)線數(shù)據(jù)的采集和分析,結(jié)合生產(chǎn)實(shí)際,接下來將從工位的有效輸出角度進(jìn)行計算分析,識別確定齒輪軸生產(chǎn)線的瓶頸工位。
為了更好描述第i工位在后道工位加工質(zhì)量影響之后的有效輸出,基于OEE的概念,定義瓶頸指標(biāo):

對串聯(lián)生產(chǎn)系統(tǒng):

式中: Pi為瓶頸指標(biāo);OEEi為全局設(shè)備效率;R為理論加工速率;為第i工位之后所有工位一次性合格率乘積;n為設(shè)備臺數(shù); ti為理論加工周期。
瓶頸指標(biāo)Pi的最小值就是瓶頸工位,因?yàn)樵撟钚≈稻褪钦麄€串聯(lián)生產(chǎn)系統(tǒng)的有效輸出,符合約束理論關(guān)于系統(tǒng)的強(qiáng)度取決于最弱的工位。因此使用瓶頸指標(biāo)Pi來識別瓶頸工位。
經(jīng)計算,高速側(cè)齒輪軸各工位瓶頸指標(biāo)見表3所示。
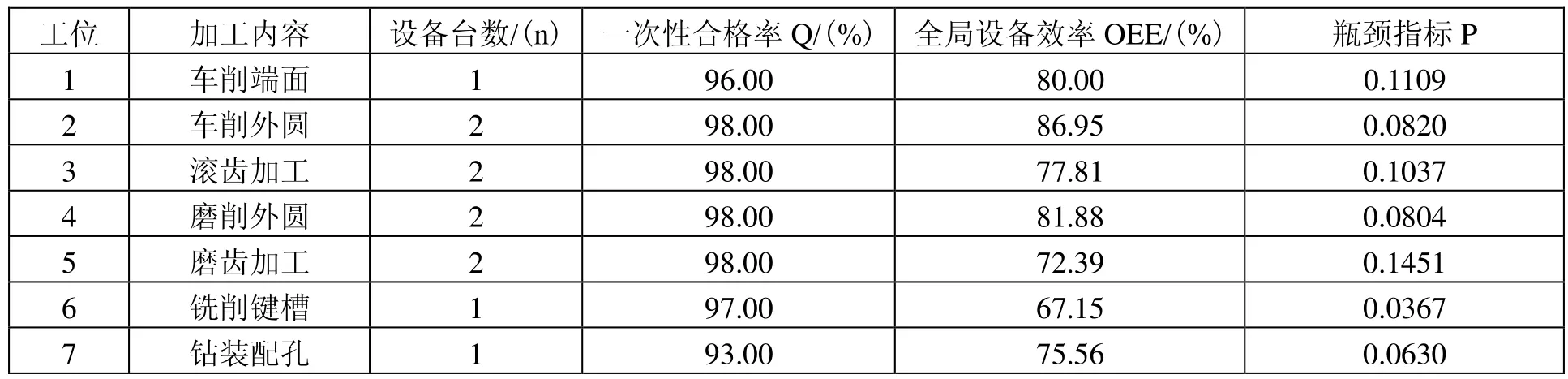
表3 軸類部件各工位瓶頸指標(biāo)
根據(jù)瓶頸指標(biāo)含義可知,Pi的最小值所在工位即為瓶頸工位,瓶頸指標(biāo)Pi的最小值是0.0367,所對應(yīng)的工位6銑削鍵槽明顯是瓶頸工位。
此外,2019年預(yù)計客戶需求將達(dá)到每天26件。經(jīng)過計算,銑鍵槽工位每天最多只能產(chǎn)出19件,無法滿足客戶需求,再次驗(yàn)證了工位6銑削鍵槽是該生產(chǎn)線的瓶頸工位。
綜上所述,識別確定瓶頸是工位6銑削鍵槽后,可運(yùn)用約束理論的系統(tǒng)思路來分步驟解決瓶頸工位問題,完成對瓶頸工位和生產(chǎn)系統(tǒng)的持續(xù)改進(jìn),有效提高生產(chǎn)線的產(chǎn)能。
4 非瓶頸工位安排遷就瓶頸工位
經(jīng)計算,工位5磨齒加工每天產(chǎn)能77件。經(jīng)預(yù)測估算,將來每天需求將達(dá)到26件。因此工位5的產(chǎn)能不僅遠(yuǎn)超瓶頸工位6的需求,且兩倍于目標(biāo)需求26件。基于約束理論的DBR方法,對瓶頸工位6銑削鍵槽之前的工位,采用“鼓”和“繩子”進(jìn)行拉動式生產(chǎn)。即以銑削鍵槽工位為“鼓點(diǎn)”進(jìn)行生產(chǎn)計劃安排,用拉動式生產(chǎn)就像用一根看不見的“繩子”把之前工位與瓶頸工位串聯(lián)起來。
所以,將工位5磨齒加工的2臺設(shè)備減少為1臺,使銑削鍵槽工位前的工位更均衡地生產(chǎn),既滿足瓶頸需求,又減少不必要的在制品庫存,還能節(jié)省出1臺機(jī)加工設(shè)備完成生產(chǎn)任務(wù)。
5 改善瓶頸工位
改善前臺面空間使用情況如圖1所示。臺面空間利用率低,設(shè)備利用率低。

圖1 改善前臺面空間使用情況
對瓶頸工位的深入分析和研究,發(fā)現(xiàn)原有的通用夾具規(guī)格不合適。過長的鉗口,過大的鉗口開口和過小的V型槽口,使工件不能很好地定位在V型塊的中心線上。不合適的規(guī)格導(dǎo)致定位精度變差,要靠打表檢查平行度,裝夾效率低,平行度差。改善前的裝夾俯視圖如圖2所示。

圖2 改善前裝夾俯視圖
經(jīng)過分析研究,基本確定影響制約工位的要因是二次裝夾工藝效率低、夾具規(guī)格不合適和通用夾具空間使用率低。
針對要因研究制定改善措施。嘗試制定新的裝夾方案,設(shè)計制作符合要求的夾具,避免采用占機(jī)人工調(diào)整方案,以免占機(jī)時間太多,影響加工效率。經(jīng)過多次比較嘗試,不采用V型面定位壓板垂直力壓緊的夾具方案,使用膨脹塊壓緊的夾具方案。利用UG建模,改善后的夾具結(jié)構(gòu)如圖3所示。

圖3 改善后的夾具結(jié)構(gòu)圖
在新的裝夾方案中,螺栓的壓力使膨脹機(jī)構(gòu)張開,產(chǎn)生巨大的側(cè)向壓力和較小的向下分力,使軸緊固在兩側(cè)靠山上,一次完成定位和夾緊,操作簡單,定位精確。對比二次裝夾工藝,一次裝夾工藝可以在打表、清潔、自動換刀、過濾油霧等輔助操作上節(jié)省一半時間。
通過制定新的裝夾方案,實(shí)現(xiàn)以下目標(biāo):(1)減少裝夾次數(shù),盡可能做到在一次定位裝夾中可以加工出工件上全部或大部分加工表面,從而提高加工表面之間的相互位置精度,提升數(shù)控機(jī)床的效率。(2)針對原有加工臺面利用率較低的情況,將改良后的夾具數(shù)量增加一倍,實(shí)現(xiàn)同時加工4件工件的裝夾效果,提高設(shè)備利用率。
改善后,再通過數(shù)據(jù)來分析臺面空間使用情況:
四件工件投影面積=0.38×0.06×4=0.0912 m2
臺面實(shí)際使用面積=0.4×0.4=0.16 m2
可用臺面面積=0.55×0.45=0.2475 m2
臺面空間使用效率=0.16÷0.2475×100%=64.6%>45%
經(jīng)過數(shù)據(jù)分析可知,改善后的臺面空間使用效率大幅度提高,同時提高了瓶頸設(shè)備利用率。改善后臺面空間使用情況如圖4所示。

圖4 改善后臺面空間使用情況
6 結(jié)語
對于單件加工時間來說,改善前,加工不連續(xù),裝夾、換刀、濾油時間過長,占機(jī)調(diào)整時間長。改善后,裝夾一次完成,節(jié)省裝夾和打表矯正時間,新設(shè)計的專用夾具使4件工件可以同時加工,瓶頸設(shè)備利用率大幅提高。經(jīng)測算,平均單件加工時間從17 min降低為7 min,減少超過58%。每天理論最大產(chǎn)能超過46件,不再是整個生產(chǎn)系統(tǒng)的瓶頸。
本文以N公司軸類部件生產(chǎn)線為研究對象,把約束理論、DBR方法等理念和工具運(yùn)用到生產(chǎn)現(xiàn)場,分析確定瓶頸工位。針對瓶頸工位分析制定改善方案,通過要因確認(rèn)、改善加工工藝,提升瓶頸工位的最大產(chǎn)能和生產(chǎn)效率,使瓶頸工位不再是整個生產(chǎn)系統(tǒng)的瓶頸。有效提升軸類部件生產(chǎn)線的生產(chǎn)產(chǎn)能、制造效率、人員和設(shè)備利用率。因此,本次改善工作很成功,使用的理論和工具很有效,值得推廣。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費(fèi)導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
