梁場采用全自動數(shù)控鋼筋調(diào)直切斷機加工鋼筋帶來的價值
2019-10-21 01:32:25侯軍平
科學導報·科學工程與電力 2019年17期
侯軍平


【摘 ?要】在工程建設(shè)中,為了提高施工質(zhì)量、提升施工效率和節(jié)約成本,工藝改革勢在必行。以合安鐵路3標廬江制梁場900噸箱梁預制中,采用對焊機對焊長度12m的Φ12螺紋鋼筋加工超長縱向鋼筋和采用全自動數(shù)控鋼筋調(diào)直切斷機調(diào)直Φ12盤螺鋼筋加工超長縱向鋼筋。從工藝、勞務輸出、生產(chǎn)效率、電費、施工質(zhì)量、經(jīng)濟性等方面進行比較,分析了先進工藝帶來的價值和意義。
【關(guān)鍵詞】梁場;預制箱梁;鋼筋加工;盤螺調(diào)直;工藝改革
由于市場勞務人員的減少,勞務工資大幅上漲,施工質(zhì)量標準化管理的提升,原材價格的巨額上漲,先進的工藝漸漸取代落后的工藝顯得尤為重要。現(xiàn)以廬江制梁場32m箱梁預制中加工超長Φ12鋼筋,采用新工藝并進行了論述。
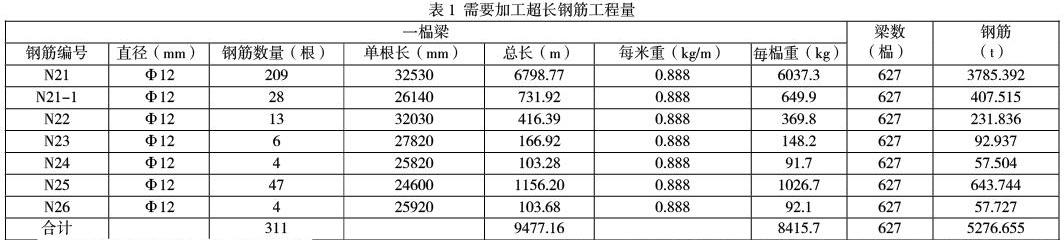
1、廬江制梁場箱梁預制超長鋼筋加工工程量
鋼筋加工尺寸及工程量見表1。
2、兩種縱向超長鋼筋加工工作原理介紹
(1)Φ12鋼筋閃光對焊介紹
Φ12鋼筋閃光對焊是:先將兩個鋼筋端頭相對擺放,由鉗口固定;接通電源使其鋼筋頭端面逐漸靠近,使兩接頭端面輕微接觸,此時電流通過時接觸點利用電阻熱加熱這些接觸點,使鋼筋頭端面的金屬觸接點加熱熔化,由于電流大,產(chǎn)生熱量多,端部形成液體金屬蒸發(fā)、噴射;隨著動夾鉗的緩慢推進,鋼筋端部不斷產(chǎn)生蒸發(fā)與噴射,在蒸氣壓力和電磁力的作用下,液態(tài)金屬微粒不斷從兩接頭中間噴出來形成閃光;由于噴射出的高溫金屬蒸氣和金屬微粒在空氣中燃燒生成四氧化三鐵,使端頭接口及周圍氣體介質(zhì)中的氧氣含量減少,接頭處氧化能力降低,從而提高了對焊接頭的質(zhì)量;在閃光過程中必須保證不發(fā)生斷路和短路現(xiàn)象,使接頭閃光穩(wěn)定而且強烈。斷路會使接頭處無法連續(xù)燃燒鐵微粒降低接頭處氧氣量,減弱了接頭處的保護作用,接頭易被氧化形成質(zhì)量問題,閃光越強烈,焊接處的自保護作用越好。短路會使對焊接頭過燒,導致接頭報廢。隨著接頭逐漸縮短,端頭溫度逐漸升高,噴射的速度也將加快,動夾鉗的推進速度也必須逐漸加大,此時接頭整個端面形成一層液體金屬層,并在一定長度上使金屬達到塑性變形溫度。此時,放開電源按鈕,停止閃光,立即對接頭施加足夠的頂鍛壓力,密封接頭端面的間隙和液體金屬爆破后留下的火口,同時擠出端面的液態(tài)金屬及氧化物夾雜物,使?jié)崈舻乃苄越饘倬o密接觸融接,完成對焊。
(2)Φ12盤螺調(diào)直介紹
全自動數(shù)控鋼筋調(diào)直切斷機在微電腦控制系統(tǒng)上輸入鋼筋尺寸和根數(shù);將盤螺安裝到釋線架上,擺放在鋼筋調(diào)直切斷機前端約8~10米處(如圖1所示),確保鋼筋調(diào)直過程中有足夠的松弛度;將鋼筋
穿過調(diào)直筒的調(diào)直輪,對稱的多套曲線調(diào)直輪在調(diào)直筒的旋轉(zhuǎn)下螺旋狀擠壓彎曲的鋼筋,使鋼筋被壓直,即所供彎曲線材在雙曲線的作用下,較完全的消除了彎曲應力,即被完成調(diào)直(利用調(diào)直輪支架上螺絲左右的旋轉(zhuǎn)可調(diào)整線材的順直度);在主動箱的后面裝配鏈輪及鏈條帶動被動箱,由被動箱完成調(diào)直前后的整個牽引送料工作;當調(diào)直后的鋼筋達到設(shè)定的長度時,由電機帶動液壓泵產(chǎn)生液壓動力帶動剪切機構(gòu)切斷鋼筋;在切斷過程中由于線材在持續(xù)前行,切斷時的瞬間阻力推動裝有剪切機構(gòu)的活動小車前行,形成跟刀運動,完成切斷后在活塞桿帶動下刀回位,線材阻力消除,然后活動小車被彈簧拉回并回到初始狀態(tài)。調(diào)直后的鋼筋落入受料架上,檢查鋼筋尺寸和調(diào)直質(zhì)量,進行調(diào)解,以確保鋼筋長度精度和調(diào)直質(zhì)量。然后開始大量加工。
3、鋼筋的選用
國家鐵路局發(fā)布的行業(yè)標準《高速鐵路預制后張法預應力混凝土簡支梁》TB/T3432-2016,第3.2.11條規(guī)定:建設(shè)高速鐵路預制后張法預應力混凝土簡支梁所使用的螺紋鋼,其性能除了必須符合《鋼筋混凝土用熱軋光圓鋼筋》GB1499.1、《鋼筋混凝土用熱軋帶肋鋼筋》GB1499.2的要求外,還必須符合鐵標TB/T3432-2016相應規(guī)定。
(1)Φ12鋼筋閃光對焊
市場上,Φ12線材鋼筋的長度一般為9m和12m。若選用9m鋼筋,一榀箱梁需要焊接鋼筋接頭約為9477.16÷9≈1053個左右;選用12m鋼筋,一榀箱梁需要焊接鋼筋接頭約為9477.16÷12≈790個。部分原材接頭呈馬蹄口,無法對焊需切除,根數(shù)越多,數(shù)量相對越大。因此閃光對焊選用符合鐵標TB/T3432-2016的12mΦ12線材。
(2)Φ12盤螺調(diào)直
盤螺運輸方便,并在施工中可避免造成鋼筋接頭浪費,市場上Φ12盤螺貨源充足,噸位多為2.2~2.5噸之間,梁場鋼筋調(diào)直數(shù)量多,為降低浪費,所需每捆長度越長越好。采購中發(fā)現(xiàn)多為2.305噸。因此盤螺調(diào)直選用符合鐵標TB/T3432-2016的大捆Φ12鋼筋。
4、一榀梁縱向超長鋼筋加工所需勞務技能要求、工作時長和工費支出
(1)Φ12鋼筋閃光對焊
需要獲得有效焊工證且技術(shù)熟練的電焊工2名,輪流擺料和對焊。一榀梁8.416噸,311根鋼筋,約790個接頭,焊接時長約為9~10個小時,計算時按照10小時計。目前市場上熟練有證電焊工對焊一榀梁工費最少為:300元×2人=600元。
(2)Φ12盤螺調(diào)直
需叉車配合將盤螺安裝在放線架上,普工1名,簡單培訓就可上崗。將鋼筋穿入調(diào)直機,約為7~8分鐘,調(diào)直一捆2.305噸盤螺約52分鐘,一榀梁需要調(diào)直鋼筋8.416噸,4小時內(nèi)可完成一榀梁縱向鋼筋加工任務。目前調(diào)直一榀梁縱向鋼筋工費:200元×1人=200元。
從以上得出,盤螺調(diào)直工人無技能要求,用工少,用時短,優(yōu)于閃光對焊。
5、施工質(zhì)量驗收及利弊分析
(1)Φ12對焊鋼筋接頭的檢驗
A、力學性能檢測
閃光對焊接頭的力學性能檢驗在同等級、同規(guī)格、同接頭形式和同一焊工完成的300個作為一批,不足300個也按一批計),每批中隨機切取6個試件,3個作拉伸試驗,3個作冷彎試驗。經(jīng)過20榀梁對焊接頭力學檢驗過程中發(fā)現(xiàn),5次在拉伸和冷彎試驗易出現(xiàn)不合格復檢合格現(xiàn)象。復檢不合格1次,全部報廢重新對焊進行檢驗合格。由于焊接質(zhì)量合格率較低,給工程質(zhì)量帶來巨大隱患。
B、外觀質(zhì)量檢查
容易出現(xiàn)燒傷、表面裂紋、彎折角大于2°、軸線偏移超1/10直徑或超1mm情況等不符合規(guī)范要求情況,需返工將接頭切除重新焊接合格。
實際施工中,監(jiān)督焊工在出現(xiàn)焊接外觀質(zhì)量問題時直接切除重新焊接,經(jīng)統(tǒng)計20榀梁重焊接頭數(shù)量42-74次/榀。經(jīng)料頭統(tǒng)計切除原材不直馬蹄口端頭平均每榀梁約96次。
由于工人焊接技術(shù)水平較低,外加質(zhì)量觀念不強,且為了快速完成任務,導致對焊接頭質(zhì)量合格率無法完全滿足施工要求,導致質(zhì)量可控性差,并將給工程質(zhì)量帶來巨大隱患。
C、長度
焊接長度由自備工裝精度確定,實際測量誤差不超過2mm。
(2)Φ12盤螺調(diào)直質(zhì)量檢驗
盤螺Φ12鋼筋調(diào)直后依然符合《高速鐵路預制后張法預應力混凝土簡支梁》TB/T3432-2016要求。
實際多次測量半成品鋼筋長度偏差不超±4mm,縱橫肋未受到破壞,經(jīng)多次取樣測量調(diào)直鋼筋,見表2,偏差均符合要求。經(jīng)過對采購鋼筋取樣測量,大多數(shù)鐵標盤螺均比理論重約1.6%~2%。
(3)Φ12對焊鋼筋和盤螺調(diào)直利弊分析
施工管理中要對閃光對焊接頭進行力學檢驗和外觀檢驗,增加管理成本。實際施工中閃光對焊容易出現(xiàn)不合格情況,返工率較高。調(diào)直機調(diào)直質(zhì)量穩(wěn)定、誤差小,若有微量不順直只需調(diào)整調(diào)直輪支架左右絲可解決,長度誤差在電腦上修正即可解決。
得出結(jié)論:盤螺調(diào)直施工質(zhì)量優(yōu)于閃光對焊。
6、材料節(jié)超分析
(1)Φ12鋼筋閃光對焊
施工過程中,接頭質(zhì)量問題返工,切除影響區(qū)鋼筋,每處約0.2m,由于焊工技術(shù)原因,返工接頭清點毎榀梁平均56處,合計浪費0.2×58=11.6m。
接頭檢驗以300個接頭為一批,一片梁3批,9根拉伸,9根彎曲,不考慮復檢,檢驗合計使用0.4×9+0.6×9=9m。
由于原材原因,部分接頭呈馬蹄口無法焊接順直需要切除,一榀梁浪費0.1m×96=9.6m。
合計材料浪費(11.6+9+9.6)*0.888=26.81kg。
(2)Φ12盤螺調(diào)直
鋼筋調(diào)直施工中出現(xiàn)最后一根長度不足,調(diào)直后加工成其他半成品鋼筋,無鋼筋頭浪費。
得出結(jié)論:盤螺調(diào)直材料無損耗,優(yōu)于閃光對焊。
7、用電量及電費
工業(yè)電價按照1.2元/度計算。
(1)Φ12閃光對焊
使用UN-125對焊機,由于焊接為非連續(xù)焊接,熟練工焊接一個接頭約為10s,一榀梁用電量為790*10/3600*125=274度。新手焊工約15s,用電約790*15/3600*125=411.5度,電表記錄為406度。熟練閃光對焊電費1.2*274=328.8元,電表記錄為336度。新手焊工電費約1.2*411.5=493.8元。
(2)Φ12盤螺調(diào)直
使用4-14全自動數(shù)控鋼筋調(diào)直切斷機,功率為14.5KW,以一榀梁4小時算,用電量14.5*4=58度。鋼筋調(diào)直電費1.2*58=69.6元。
得出結(jié)論:盤螺調(diào)直耗電少,優(yōu)于閃光對焊。
8、鋼筋價格
對2017年12月-2019年6月鋼筋進貨價格流水查詢,鋼筋價格變動巨大,Φ12盤螺每噸比Φ12線材貴80~110元不等,平均約90元。計算時按照梁場2019年4月鋼筋采購價格平均值計算,Φ12盤螺4676元/噸,12mΦ12線材4586元/噸。
9、設(shè)備價格
本梁場對焊機為不同廠家的兩臺UN-125對焊機,為以往梁場舊設(shè)備,價格分別為:15000元和13000元。
4-14全自動數(shù)控鋼筋調(diào)直切斷機為新采購設(shè)備,價格:17000元/臺,共2臺。
10、經(jīng)濟價值計算
一榀梁縱向鋼筋加工成本計算見表3。
梁場盤螺調(diào)直節(jié)約成本為:(39813-39623)*627榀=119130元。
11、試驗總結(jié)及推廣
盤螺鋼筋方便拉運,施工使用無浪費,市場上貨源充足;盤螺調(diào)直極大改善了施工速度;盤螺調(diào)直大大改善了施工質(zhì)量;盤螺調(diào)直節(jié)約了電能,消除了損耗,減少社會資源浪費;勞務人員無特種作業(yè)要求限制,縮減勞務人員,改善了勞務人員不足情況。從以上數(shù)據(jù)分析可知,使用盤螺調(diào)直替代閃光對焊,有效降低項目施工成本和減少項目資金支出,給施工和管理帶來巨大收益。此工藝改革在我梁場可行有效,倡導同行學習和借鑒。
參考文獻:
[1]《高速鐵路橋涵工程施工質(zhì)量驗收標準》 ?TB10752-2018;
[2]《高速鐵路橋涵工程施工技術(shù)規(guī)程》 Q/CR9603-2015;
[3]《鐵路混凝土工程施工質(zhì)量驗收標準》TB10424-2018;
[4]《鐵路混凝土工程施工技術(shù)規(guī)程》Q/CR9207-2017;
[5]《高速鐵路預制后張法預應力混凝土簡支梁》TB/T3432-2016;
[6]《鋼筋混凝土用熱軋光圓鋼筋》GB1499.1;
[7]《鋼筋混凝土用熱軋帶肋鋼筋》GB1499.2;
作者簡介:
侯軍平(1984年8月16日),男,甘肅省渭源縣,漢族,本科畢業(yè),工程師,現(xiàn)從事工程技術(shù)管理。
(作者單位:中鐵十七局集團第三工程有限公司)
