簡述傳統汽車陰極電泳工藝及調試要點
2019-10-21 09:29:23徐紅璘范夢真
汽車實用技術 2019年12期
徐紅璘 范夢真
摘 要:文章通過對傳統汽車陰極電泳工藝以及不同輸送系統的簡要描述,結合多年的調試經驗,簡要分析了陰極電泳工藝調試前,容易被忽略的重要環節,以便大家在項目中更有效地解決問題。
關鍵詞:陰極電泳工藝;輸送系統;烘干;工藝調試
中圖分類號:U466? 文獻標識碼:A? 文章編號:1671-7988(2019)12-176-03
Abstract: In this paper, the traditional automotive E-coat process and different conveyor systems will be discussed. The key points missed in the normal commissioning list will be analyzed base on the experience.
Keywords: Traditional Automotive E-coat Process; Conveyor Systems; Drying; Processes Commissioning
前言
從上世紀70年代開始,陰極電泳逐漸成為傳統汽車涂裝工藝必不可少的環節,并隨著規模化生產的批量應用,陰極電泳工藝日趨成熟;
隨著輸送技術的不斷發展,電泳工藝也隨之不斷優化以配合不同輸送技術的特點而得到最理想的防腐性能及車身表面外觀。
盡管國內的專業技術人員在這些年的實際應用中積累了豐富的經驗,作者發現有些在工藝調試前必須經過的環節還是被很多人忽略了,造成后期工藝調試及生產過程中出現的問題不容易被發現和解決。本文將根據多年來對各種不同輸送技術對電泳工藝的認識以及調試時所取得的經驗做簡單說明,供汽車陰極電泳線的規劃設計和調試人員參考。
1 傳統汽車陰極電泳工藝歷史及輸送技術
1.1 傳統汽車陰極電泳工藝發展歷程
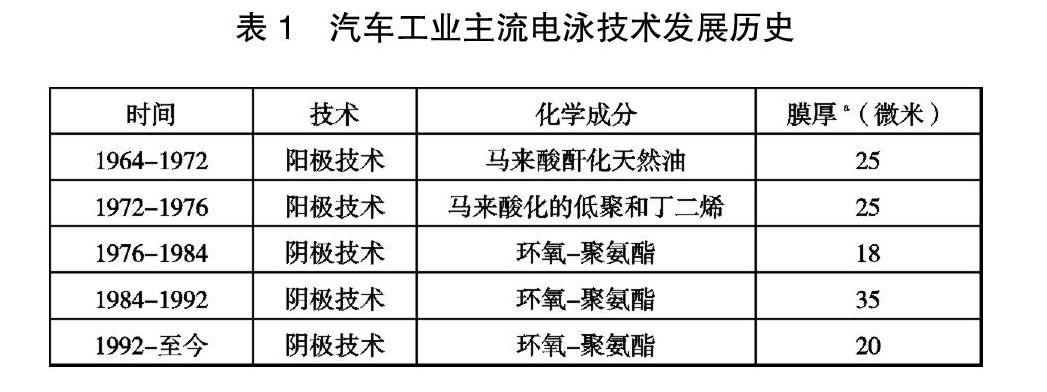
福特汽車在20世紀60年代中期在美國最先開始使用電泳(陽極電泳)工藝,據PPG和DURR公司資料介紹第一個用于車輪涂裝的電泳槽建于1961年,第一條用于汽車車身的電泳線建于1963年,當時采用的是陽極電泳工藝技術。隨著陰極電泳技術的不斷開發及改進,特別是對汽車防腐能力的有效提升,使得汽車電泳工藝逐步得到廣泛應用。
下表中列出了電泳技術的主要發展歷史,資料來源:《汽車涂料與涂裝》。
國內最早的陰極電泳涂裝生產線建于20世紀80年代。
1.2 與陰極電泳工藝有關的輸送技術
由于前處理和電泳工藝都有浸漬工藝要求,因此與之配套的輸送系統通常采用懸掛輸送技術。
目前在傳統汽車涂裝車間廣泛應用的懸掛輸送技術主要有:積放鏈懸掛式輸送系統(車身入槽角度在30-35度)、雙擺桿輸送系統(車身入槽角度通常為45度)。對于產能低,工件外形尺寸大的生產線,也有一些其他的輸送方式,因篇幅關系這里不進行介紹。
2001年DURR公司買下了ABB公司的-RoDip–in 技術,并與BMW合作完成了第一條應用于轎車生產的前處理電泳線,由于此技術可允許車身垂直入槽,并在槽中翻轉,于是翻轉輸送技術在全球逐步得到廣泛關注和應用。國內第一條采用DoDip翻轉輸送技術的前處理電泳生產線建于2002年。
Eisenmann公司在2000年推出了更具柔性的varioshuttle 可翻轉輸送技術(此技術車身可以任意角度入槽,即可選擇翻轉也可選擇不翻),國內最早使用該技術的生產線建于2004年。
這里需要強調的是,雖然翻轉技術極大地解決了電泳車身長期存在的一些問題,并具有一定的投資和成本節約的優勢,但由于車身需要在充滿液體的槽中翻轉,因此對于車身本身的影響和變化會比較大,并不是所有的車身都適合使用這種輸送方式,在選用前必須經過測試驗證。
2 傳統汽車涂裝陰極電泳工藝
針對不同的輸送技術,所配套的陰極電泳工藝會有所不同,其中前兩種因都屬于車頂向上的正向行走,工藝方案差別不大;而對于翻轉輸送系統,通常會在最后增加一個空槽用于車身倒水。
2.1 陰極電泳工藝
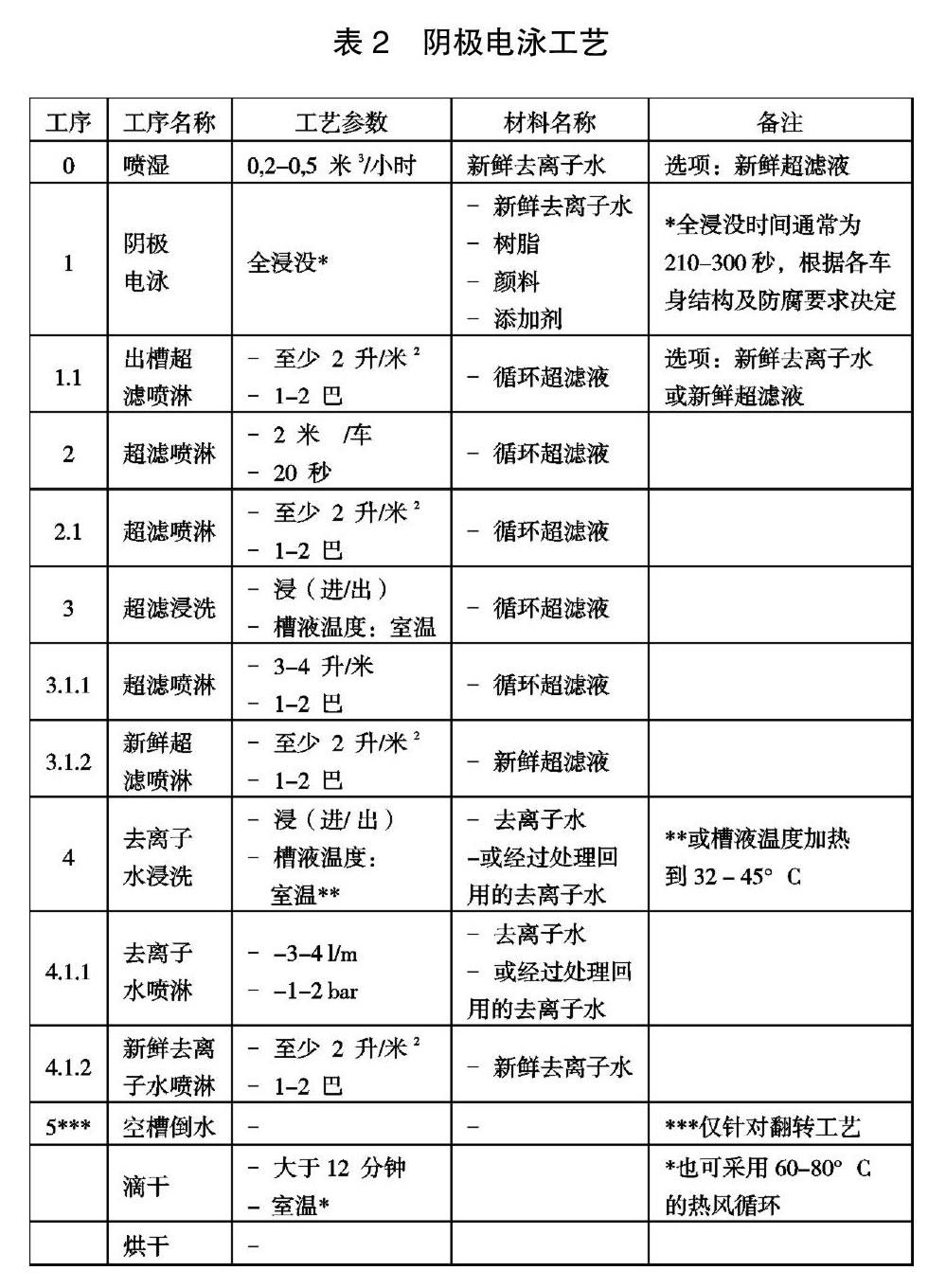
表2所列陰極電泳工藝可作為參考,各生產線需根據具體集團標準、車型要求及電泳材料的具體特征、前處理及中涂/面漆工藝來進行規劃。
注意:對于車身底部結構比較復雜,防腐蝕要求比較高的車身電泳涂裝,在使用翻轉輸送技術進行電泳時,車身底部在槽液下的浸沒深度至少需要400毫米。
部分電泳線針對具體車型的電泳滴漆等質量問題,會在滴干區設置人工檢查及壓縮空氣吹掃工位。
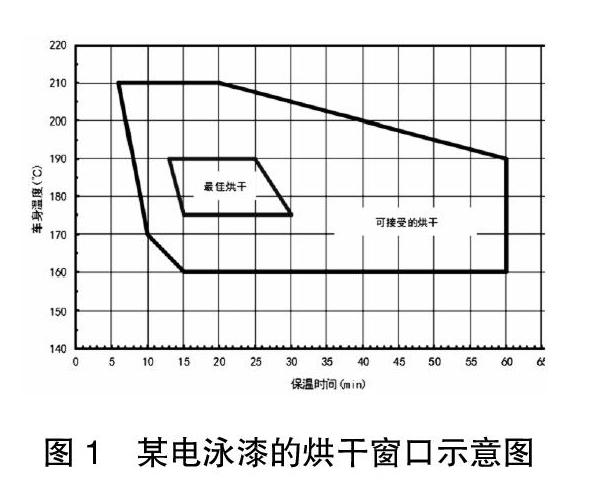
2.2 電泳烘干
根據電泳漆的水性特征,以及車身空腔結構的復雜性,通常電泳烘干會分為幾個階段:升溫、保溫、強冷(冷卻)。各區域的溫度時間安排,各有不同,常用的有:
工藝1: 升溫區:1)開始--90°C(車身溫度),5分鐘;
2)90--110°C(車身溫度),6分鐘;
3)--175°C(車身溫度),13分鐘。
保溫區:175--185°C(車身溫度),15分鐘。
注意:外表面最高溫度 不超過210°C,小于15分鐘。
內表面及空腔,大于160°C,15分鐘。
強冷區:要求到達下道工序時車身溫度低于40°C。
工藝2:升溫區:1)開始--80°C 6分鐘。
2)80--175°C(車身溫度),10分鐘。
保溫區:175°C(車身溫度),25分鐘
注意:外表面最高溫度 不超過204°C,小于10分鐘。
