門蓋包邊后防止內外板相對錯動技術研究
2019-10-21 09:29:23祁玉新譚野
汽車實用技術 2019年12期
祁玉新 譚野
摘 要:隨著人們對整車外觀質量的要求日益提高,如何控制白車身裝配的尺寸精度變得越發重要。文章對四門兩蓋在車身車間內轉運、存儲和裝配過程中可能產生的內外板相對錯動影響匹配質量的問題進行了原因分析,并對目前常見的幾種防止內外板相對錯動技術進行了詳細的介紹,為消除內外板錯動問題、提升整車外表面質量提供參考。
關鍵字:外觀質量;尺寸精度;防止錯動
中圖分類號:U466 ?文獻標識碼:A? 文章編號:1671-7988(2019)12-158-04
Abstract: With people's requirements on the appearance quality of the vehicle are increasing day by day, how to control the dimensional precision of matching is more important. This paper analyzes the movement problems between the inner and outerpanel that may occur during the transportation, storage and assembly of the closures on the bodyshop, it also introduced several anti-channeling technologies in detail. It provides a reference for eliminating the movement problem between internal and external plate to improve the external surface quality of the vehicle.
Keywords: appearance quality; dimensional precision; anti – channeling
1 引言
車身車間制造一輛完整的白車身需要經過裝配、焊接、涂膠、輸送和表面調整等一系列復雜的工藝流程,四門兩蓋作為白車身的重要組成部分,外表面質量及與車身其他部位的尺寸配合程度直接影響整車外觀質量。四門兩蓋的自動化生產流程大致如下:裝配內板及小件→焊接→涂折邊膠及減震膠→內外板合裝→包邊壓合→下線。包邊壓合過程中為保證外板棱線及圓角質量,需要在內外板之間預留1.5~2mm的間隙用來布置外板定位。而門蓋總成在進入涂裝車間之前折邊膠處于未固化狀態,對內外板的連接作用很小,內外板之間主要靠外板包邊的力進行弱性連接。這導致門蓋總成在存儲、轉運和白車身裝配調整過程中,在扭轉力和切向力的作用下,門蓋內外板之間易出現錯動。尤其對于前蓋,由于涉及行人保護法規要求,前蓋前部經常采用水滴包邊的結構形式,包邊有效接觸面積減少,導致內外板壓緊力減小,在調整、轉運過程中更容易發生內外板錯動。
針對以上問題,解決門蓋包邊壓合后的內外板錯動已成為提升整車外表面尺寸匹配的關鍵問題。本文將總結目前整車廠所采用的幾種常見的防止門蓋包邊后內外板位置相對錯動的工藝,并對這些工藝的優缺點進行闡述。
2 常見的防錯動技術
各整車廠對于防止門蓋包邊壓合后的內外板相對錯動的工藝,主要集中在提高內外板局部或整體的連接強度的方向。例如在局部翻邊處增加焊接,使用特殊折邊膠,對折邊膠進行預固化處理等方法。
2.1 局部增加焊接
為了保證焊接不破壞門蓋外表面,在包邊翻邊結合處增加的焊接常用方式為單邊電阻點焊、阿普拉斯焊及電弧焊。
2.1.1 單邊電阻點焊
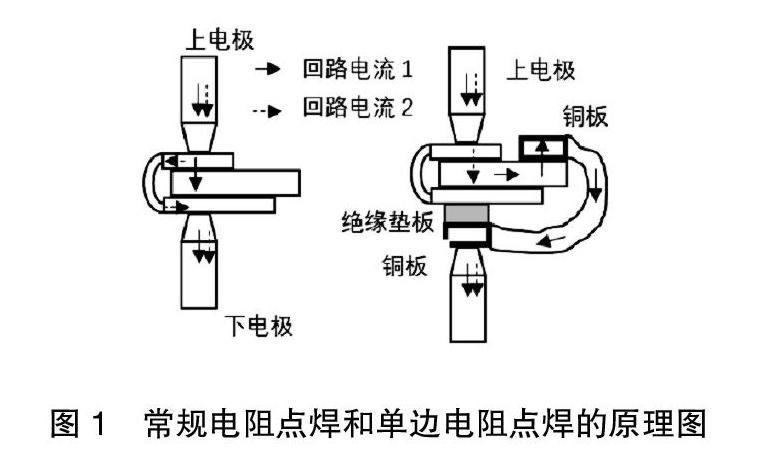
單邊電阻點焊是常規電阻點焊的一種演化形式,兩者都是通過電流流經電阻產生的熱量使其在內外板間形成熔核,冷卻后形成焊點。不同的是,單邊電阻點焊的電極在工件的同一側或者只有一個有效的壓力電極,另一側通過接地銅電纜的方式進行饋電,形成電流回路[1]。普通的壓力電阻點焊和單邊電阻點焊的原理對比圖如圖1所示。
對于門蓋內外板包邊處若使用普通的壓力電阻點焊,會由于電流的分流導致真正用于在內外板之間形成熔核的回路電流較小,無法形成可靠焊核。同時由于焊接電極壓力直接作用于外板上,會形成破壞外表面的焊接壓痕,嚴重影響零件表面質量。
單邊電阻點焊在避免普通電阻點焊在形成焊核時對門蓋外表面破壞的同時將門蓋內板與折邊后的外板內側連接在一起,起到固定住內外板防止錯動的作用。
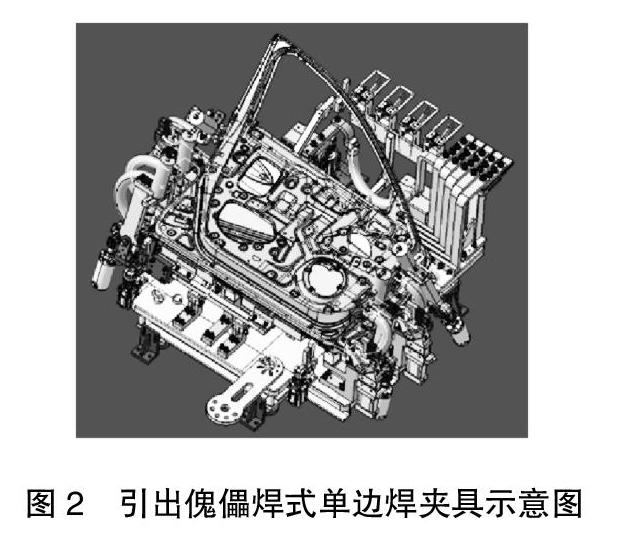
實際應用中,為了防止焊接過程中電極桿與焊接面不垂直,焊接壓力過大等對門蓋外表面造成的缺陷影響,并考慮到需有足夠的焊接空間,手工焊接經常采用引出傀儡焊式的特殊單邊電阻點焊形式,引出傀儡焊式單邊焊需要特定的夾具,如圖2所示。
引出傀儡焊式單邊電阻點焊的特點是每一個焊點對應一個固定的小焊鉗,內板側通過接地的銅電纜引出與外板側的引出電纜組成上下銅排,每一個銅排對應一個焊點,使用普通的手工電阻點焊設備就可以完成焊接工作。由于引出傀儡焊式單邊焊每一個焊點的電極壓力都是由固定在夾具上的氣缸單獨供給,壓力比較穩定,效果較好[2]。
機器人自動焊接工位,一般直接采用單邊焊槍來完成焊接。單邊焊槍的電極桿均在工件的同一側,同時在焊點對應的工件底面設置仿形絕緣支撐。焊接時,一個電極頭接觸外板,另一個電極接觸內板并利用緩沖接觸彈簧來避免干涉,兩電極接觸區域盡量保持平行。單邊焊槍焊接示意圖如圖3所示。
單邊電阻點焊具有焊接效率高、尺寸穩定效果好、對零件的外表面質量影響較小等優點,但是其投資較高,需要單獨的焊接工裝,調試時間長,電極磨損較快,與其他車型的共線性較差。較適用于低自動化率工廠或單車型獨立區域。
