16MnR鋼埋弧焊終端裂紋的成因及防止措施
2019-10-21 05:59:56徐慧波
中文信息 2019年10期


摘 要:針對(duì)16MnR鋼制壓力容器筒體縱焊縫自動(dòng)埋弧焊時(shí)焊縫終端易形成裂紋的問(wèn)題,分析其產(chǎn)生原因,并采用改進(jìn)熄弧板等措施,最終取得了防止裂紋的滿(mǎn)意效果。
關(guān)鍵詞:16MnR鋼 埋弧焊 裂紋 熄弧板
中圖分類(lèi)號(hào):TG40文獻(xiàn)標(biāo)識(shí)碼:A文章編號(hào):1003-9082(2019)10-0228-02
前言
16MnR鋼是一種具有較高強(qiáng)度和韌性以及良好焊接性的低合金鋼,目前被廣泛應(yīng)用于壓力容器、船體、鍋爐等焊接結(jié)構(gòu)的制造。其中壓力容器筒體的主對(duì)接焊縫主要采用自動(dòng)埋弧焊這種效率高、勞動(dòng)條件相對(duì)較好的焊接方法。但在對(duì)中板(δ≥20mm)16MnR鋼制壓力容器的焊接過(guò)程中發(fā)現(xiàn)其筒體縱焊縫終端經(jīng)常出現(xiàn)較短的裂紋,對(duì)此一直沒(méi)能有一個(gè)較好的解決辦法,只能通過(guò)返修來(lái)解決,甚至因幾次返修不合格而只能報(bào)廢,延長(zhǎng)了產(chǎn)品的生產(chǎn)周期,增加了產(chǎn)品的制造成本。所以,分析此裂紋的形成原因并尋求出相應(yīng)措施具有十分現(xiàn)實(shí)的意義。
一、裂紋特點(diǎn)
1.裂紋所處位置及形狀
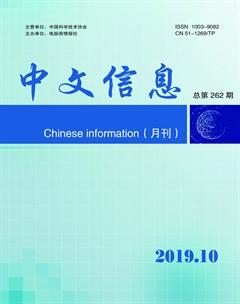
裂紋位于筒體縱縫的末端,在進(jìn)行焊縫返修時(shí)發(fā)現(xiàn),該裂紋位于第一道焊縫的根部,有時(shí)也擴(kuò)展到焊縫的表面。從X射線底片上觀察,一般出現(xiàn)在靠近熄弧板的焊縫終端0~150mm范圍內(nèi),較細(xì)、呈淺黑色且長(zhǎng)度較短,位置如圖1所示。
2.裂紋的影響因素
隨著母材板厚增加,焊縫終端產(chǎn)生裂紋的幾率增大;在其它焊接規(guī)范參數(shù)一定的情況下,焊接電流越大,焊接速度越小,產(chǎn)生裂紋的幾率也越大。且在焊接其它低合金鋼(δ≥20mm)時(shí),也發(fā)現(xiàn)有類(lèi)似現(xiàn)象。
二、終端裂紋產(chǎn)生原因分析
1.鋼材的焊接性分析
16MnR鋼是我國(guó)壓力容器行業(yè)使用最廣泛的一種低合金高強(qiáng)度鋼,其焊接工藝成熟。根據(jù)國(guó)際焊接學(xué)會(huì)(IIW)推薦的碳當(dāng)量公式計(jì)算:
CE(IIW)= C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
其碳當(dāng)量值小于0.5%,可見(jiàn)裂紋敏感性小,焊接性好,并且我們對(duì)多種厚度規(guī)格的16MnR鋼板的埋弧焊工藝作過(guò)焊接工藝評(píng)定,試板從未出現(xiàn)過(guò)裂紋,且拉伸、彎曲等力學(xué)性能試驗(yàn)均符合GB150-1989《鋼制壓力容器》的技術(shù)標(biāo)準(zhǔn),證明其焊接工藝合理。
在產(chǎn)品制造中采用的原材料16MnR鋼板及埋弧焊用焊絲H10Mn2和焊劑HJ431的化學(xué)成分均符合相應(yīng)標(biāo)準(zhǔn)的要求,見(jiàn)表1。
綜上所述,母材的焊接性、工藝規(guī)范及焊接材料均不是導(dǎo)致裂紋產(chǎn)生的原因。
2.殘余應(yīng)力的影響
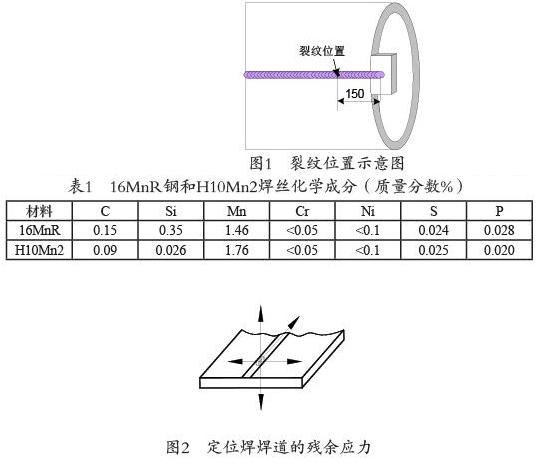
壓力容器筒體卷圓時(shí),在金屬內(nèi)部存在冷作殘余應(yīng)力,在焊接過(guò)程中,母材進(jìn)行再結(jié)晶時(shí),在焊接接頭區(qū)域內(nèi)產(chǎn)生新的焊接應(yīng)力。另外,筒節(jié)卷圓時(shí)受下料尺寸精度、卷板機(jī)精度和操作者技能的影響,縱縫接頭在組裝定位焊時(shí),存在著強(qiáng)行組裝現(xiàn)象,導(dǎo)致在定位焊焊道內(nèi)留下較大的拉伸和剪切應(yīng)力,如圖2所示。
3.焊接變形的影響
由于焊接接頭區(qū)域加熱和冷卻的不均勻性,使各部分金屬發(fā)生的相變過(guò)程不一樣,當(dāng)溫度恢復(fù)到原始的均勻狀態(tài)后,焊縫必然產(chǎn)生焊接殘余應(yīng)力和變形。同時(shí)在焊接時(shí),在長(zhǎng)度和厚度方向出現(xiàn)錯(cuò)邊變形,這種變形所產(chǎn)生的焊接殘余應(yīng)力疊加到一起,使定位焊焊道內(nèi)應(yīng)力更加復(fù)雜。而且筒體越長(zhǎng),熔池越接近終端時(shí),各種變形量越大,應(yīng)力和應(yīng)變的累計(jì)使終端的定位焊焊道應(yīng)力值迅速增加。
4.熄弧板的作用和影響
在鍋爐壓力容器的制造過(guò)程中,對(duì)于筒體的焊接,尤其是縱焊縫的焊接,都要有引弧板和熄弧板。其中,熄弧板有兩方面的作用:一是焊縫焊完后將整個(gè)熔池引到熄弧板上再結(jié)束焊接,可防止收弧處熔池金屬流失或留下弧坑,保證焊縫末端質(zhì)量;二是對(duì)焊縫末端起固定作用。當(dāng)焊接熔池進(jìn)行到焊縫終端,把最后一個(gè)定位焊道熔化時(shí),定位焊道被加熱到無(wú)強(qiáng)度狀態(tài),失去了對(duì)筒體縱焊縫的固定作用,此時(shí)熄弧板就替代了定位焊,并且應(yīng)有足夠的拘束力固定筒體,以阻止筒體縱縫終端變形。如圖3所示。
當(dāng)焊接電弧到達(dá)終端時(shí),最終定位焊焊道被加熱到塑性或熔化時(shí),原來(lái)所受拘束被釋放。焊縫在縱向A-A、橫向B-B、B?-B?方向產(chǎn)生熱膨脹變形,同時(shí)原來(lái)存在的剪切應(yīng)力τz和橫向的焊接殘余拉應(yīng)力σy引起厚度方向錯(cuò)邊和橫向變形。由于自動(dòng)埋弧焊焊接熱輸入大,焊接溫度場(chǎng)熔池的構(gòu)造很復(fù)雜,焊接熱變形大,有時(shí)終端定位焊道已完全熔化,已經(jīng)結(jié)晶的焊縫對(duì)前方熔池周?chē)木惺^薄弱,熄弧板接受的熱量較多,常常由于自身溫度過(guò)高而失去剛度,從而也失去了對(duì)焊縫終端的拘束作用。實(shí)際上形成了終端無(wú)拘束狀態(tài),此處集中的應(yīng)力進(jìn)而將未完全結(jié)晶的焊縫金屬或溫度未達(dá)到足夠高的焊縫金屬拉裂而形成較細(xì)、較短的裂紋,有時(shí)是數(shù)條裂紋。這就是筒體縱縫埋弧自動(dòng)焊產(chǎn)生終端裂紋的最主要原因。
三、預(yù)防終端裂紋的措施
從以上分析可以看出,終端裂紋產(chǎn)生的主要原因是:定位焊焊道被熔化;熄弧板又因受熱溫度過(guò)高失去剛度,從而形成焊縫終端無(wú)拘束狀態(tài)。因此,防止終端裂紋產(chǎn)生主要是應(yīng)加強(qiáng)焊縫終端的拘束固定作用,以減小應(yīng)力對(duì)焊縫金屬的拉裂作用。在生產(chǎn)中可采用以下兩條措施:
1.終端定位焊焊道放在焊縫后焊面,且其焊縫截面應(yīng)較厚,一般應(yīng)占板材厚度的1/3,且宜靠近向筒體焊縫的未端。這樣加強(qiáng)了定位焊焊道對(duì)焊縫末端的拘束作用。
2.改進(jìn)熄弧板,在普通熄弧板的兩側(cè)開(kāi)兩條對(duì)稱(chēng)的小槽,即彈性熄弧板,具體結(jié)構(gòu)如圖4所示。圖中的a 、b、L、B的尺寸分別為150mm、150mm、220mm、250mm,板材厚度為δ(筒體厚度)+4mm。該熄弧板的優(yōu)點(diǎn)是把熄弧功能和固定功能有機(jī)地分開(kāi)。熄弧板兩側(cè)的縫隙較有效地將熱隔離開(kāi),以保證起固定作用的部分有足夠的溫度繼續(xù)對(duì)焊縫終端固定,使工件未端在縱向、橫向引起的變形量都降低。
四、實(shí)驗(yàn)及結(jié)果分析
1.焊接模擬實(shí)驗(yàn)
一共對(duì)四種板厚分別為20 mm、22 mm、28 mm、30 mm的16MnR鋼焊接試板進(jìn)行模擬實(shí)際焊縫試驗(yàn)。焊接設(shè)備為MZ-1000型自動(dòng)埋弧焊機(jī),焊接材料為H10Mn2焊絲配合HJ431焊劑,焊前對(duì)焊劑進(jìn)行250℃×2h的烘烤。其中,厚度為20 mm、22 mm的板開(kāi)“Y”型坡口,厚度為28 mm、30mm的板開(kāi)“X”型坡口,采用雙面焊,實(shí)驗(yàn)參數(shù)見(jiàn)表2。
2.實(shí)驗(yàn)結(jié)果分析
對(duì)統(tǒng)計(jì)結(jié)果分析表明:
(1)隨著板厚的增加,結(jié)構(gòu)剛性增大,筒體末端裂紋出現(xiàn)的幾率也增大。
(2) 采取如前所述的改進(jìn)措施,增強(qiáng)對(duì)筒體縱縫末端的剛性固定作用,同時(shí)采用合理的焊接工藝參數(shù),控制第一道焊縫的焊接參數(shù),可以防止終端裂紋的出現(xiàn)。
結(jié)論
針對(duì)δ≥20mm的16MnR鋼或其他低合金鋼壓力容器筒體縱焊縫終端裂紋較多的情況,加大反面定位焊焊縫截面厚度;改進(jìn)普通熄弧板的尺寸和結(jié)構(gòu);控制第一道焊縫的焊接規(guī)范參數(shù),裂紋將顯著減少。同時(shí),還應(yīng)加強(qiáng)筒節(jié)制造全過(guò)程的質(zhì)量控制,如提高下料精度,提高筒節(jié)卷圓質(zhì)量,避免強(qiáng)行組裝以減小組裝應(yīng)力,減少第一道焊縫的焊接熱輸入,選用最佳的焊接工藝參數(shù),完全可以達(dá)到防止終端裂紋的目的。
參考文獻(xiàn)
[1]GB150-1998.鋼制壓力容器[S].北京:機(jī)械工業(yè)出版社.
[2]中國(guó)機(jī)械工程學(xué)會(huì)焊接學(xué)會(huì)編[S].焊接手冊(cè).北京:中國(guó)機(jī)械工業(yè)出版社.1992.11.
[3]雷世明.焊接方法與設(shè)備[M].北京:機(jī)械工業(yè)出版社.2005.5.
[4]張文鉞.焊接冶金與金屬焊接性[M].北京:中國(guó)機(jī)械工業(yè)出版社.1987.7.303-317.
作者簡(jiǎn)介:徐慧波(1969-),女,湖南岳陽(yáng)人,湖南省工業(yè)技師學(xué)院, 工程師,高級(jí)講師,主要研究方向:焊接工藝。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
設(shè)備管理與維修(2015年11期)2015-03-16 05:57:40