銅包鋁線的工藝性能研究
2019-10-20 09:26:42戴雅康
新材料產業 2019年8期
銅包鋁線是線纜行業貫徹“以鋁節銅”方針,創建資源節約型社會戰略目標的重要材料。要使銅包鋁線真正發揮“以鋁節銅”的效果,首先必須生產出滿足《銅包鋁線》(GB/T 29197—2012)國家標準中所規定的力學性能、電學性能及其他物理化學性能的產品。如果所生產的銅包鋁線其銅層與鋁芯不能牢回結合,極易剝離或斷裂,各項性能指標不能滿足標準的要求,不僅浪費了寶貴的銅、鋁金屬材料,而且使用中極易造成安全事故,那還奢談什么“以鋁節銅”。
我國銅包鋁線的生產已有二十多年歷史。多年來有關企業、院校及科研機構對銅包鋁線的基礎理論及生產工藝進行了深入研究和探討,為提高銅包鋁線的質量奠定了理論基礎。本文通過分析這些研究成果,將其分別歸納到銅包鋁線各項生產工序的操作工藝中,以便操作人員在銅包鋁線基礎理論的指導下,熟練掌握每個生產工序的工藝性能,以獲得整體質量優良的產品。
1 銅包鋁線工藝性能的概念
銅包鋁線與其他金屬材料一樣,在加工成型的各個生產工序中應具備的適應加工的性能,稱為工藝性能。
銅包鋁線的生產方法有多種。我國大多數企采用包覆焊接法生產方式。其生產工藝流程及各工序的工藝性能如表1所列。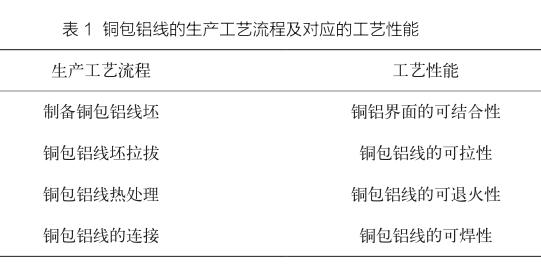
2 銅包鋁線坯制備過程中的工藝性能——銅鋁界面的可結合性
2.1 可結合性的意義
為了保證銅包鋁線能夠順利進行后續加工并在使用過程中具有良好特性,必須使銅、鋁界面上原子結合在一起,形成一個整體。這是對銅包鋁線質量最基本的要求。這種特性在物理上稱為“冶金結合”,在工藝性能上稱為“可結合性”。
研究表明,影響銅鋁界面可結合性的關鍵因素,是銅帶與鋁桿表面在大氣中產生的氧化膜。特別是鋁極易氧化,其表面在室溫下形成的三氧化二鋁(Al2O3)薄膜,硬度高達1 800HV,是純鋁的80多倍[1]。因此在包覆焊接工序中,必須清除銅帶與鋁桿表面的氧化物,以消除可結合性的障礙。
銅帶與鋁桿表面氧化物清除的程度與銅包鋁線包覆焊接生產線結構及其操作方法有關。在我國自行設計的包覆焊接生產線上,將經過拉拔整徑的鋁桿,通過扒皮模扒去表面的氧化層,與經過清洗和刷洗的銅帶一起進入氬氣保護的包覆焊接裝置中。在該裝置中銅帶圍繞鋁桿被多對輥輪軋制成封閉的圓管狀,然后用氬弧焊將圓管的縱縫連續焊接,形成線坯。并將線坯在氬氣保護下進行縮徑,以防線坯纏盤后界面上的金屬再次遭受氧化。為銅包鋁線的可結合性創造了條件。
2.2 拉拔過程中銅鋁界面結合的機理
銅包鋁線坯在拉拔過程中銅層與鋁芯界面的原子在拉拔模法向壓力作用下,相互擠壓而緊密接觸。當兩者的間距達到原子間引力所能作用的范圍時,便依靠鍵合力而牢固結合在一起。這是一種理想的結合過程。實際上銅和鋁表面的氧化物雖然在包覆焊接過程中進行了清理,但不可能十分徹底,并有可能還會產生一層新的氧化膜。銅、鋁界面上的這些硬脆氧化膜將成為拉拔時金屬原子直接接觸和結合的障礙。
丹麥學者N.Bay[2]認為,這種硬脆的氧化膜在拉拔壓力作用下會形成無污染的高真空裂口,將基體中純凈的活性金屬擠入裂口中,與對方基體金屬接觸,通過金屬鍵促使界面上金屬原子相結合。
圖1所示為拉拔面縮率ε約30%時,界面金屬尚未完全結合時銅層與鋁芯剝離面的掃描電鏡形貌。其表面的白色撕裂棱,顯示了界面上硬脆的金屬化物表面產生裂口及基體中純凈的銅或鋁分別擠入裂口中的形貌。隨著拉拔變形量的增加,界面上裂口增多,形成大量鍵合點,使界面牢固結合。這種“裂口機制”揭示了銅、鋁界面雖然存在硬脆的氧化膜,但在拉拔過程中仍具有可結合性的本質。
但是,如果銅、鋁表面產生嚴重的氧化現象,例如,包覆了鋁芯的銅管在用氬弧焊焊接其縱縫的過程中,若氬氣供應量不足,或滲入了空氣,則在高溫下銅、鋁表面極易氧化形成較厚的氧化膜,其厚度可達數微米,致使“裂口機制”難以發揮作用,拉拔截面縮減率再大,界面也結合不了,從而造成廢品。
2.3 衡量銅鋁界面可結合性的指標及可結合性的試驗方法
用該工藝制備的銅包鋁線坯,銅鋁界面的可結合性必須在下一道拉拔工序中,通過對銅包鋁線坯縮徑后,用下列簡易試驗方法來鑒別。截取一小段銅包鋁線用手或手鉗將其進行反復彎曲折斷,觀察斷口宏觀形貌。如果銅層緊密包覆鋁芯,如圖2(a)所示,表明結合良好;如果斷口上銅層支開,如圖2(b)所示,則表明未實現結合。
銅鋁界面可結合性的指標,可用線材結合時橫截面面積的縮減率ε數值來衡量。例如,用智能型包覆焊接生產線生產的直徑14mm線坯,拉拔至直徑10mm時,銅鋁界面就結合了,可以計算出其線坯的橫截面積縮減率為50%。
但若使用焊管機改裝的包覆焊接生產線生產直徑10mm線坯時,由于對銅帶和鋁桿表面的氧化物難以徹底清理,并在包覆后銅鋁界面還會再次遭受氧化,致使銅包鋁線的臨界縮減率ε必須達到80%以上,界面才能良好結合。
3 銅包鋁線坯拉拔工序中的工藝性能——銅包鋁線的可拉性
3.1可拉性的意義
銅包鋁線坯拉拔工序的主要任務是獲得所需直徑的產品。但是銅包鋁線與其它金屬線材一樣,拉拔時產生斷線,特別是在高速拉線機或多頭拉線機上拉拔線徑較小的細線或細微線時產生斷線,不僅影響機組的生產效率,失去多頭拉拔的優勢,并造成大量的亂絲、廢品,令人苦不堪言。為此人們對銅包鋁線的拉拔工藝性能,提出了“可拉性”的要求。
所謂“可拉性”最直觀的意義就是拉拔不同線徑銅包鋁線時的斷線率。
線材拉拔時斷線率的指標,文獻[3]推薦采用平均每次斷線所拉拔的線材重量來表示。對于拉拔銅線來說,國際上有一個評定辦法。例如,拉拔直徑0.1mm銅線時,平均每次斷線拉拔銅線的重量為50~80kg。由于技術的進步,比較先進的水平已達到150k g。但目前尚未見到評定銅包鋁線可拉性好壞的具體指標。
3.2 拉拔工序中提高銅包鋁線可拉性的工藝要點
3.2.1 加強對原材料質量檢驗
生產銅包鋁線的原材料——銅帶和鋁桿的質量是工序之首、問題之源。必須根據GB/T 26015—2010《覆合用銅帶》標準及GB/T 3954—2014《電工圓鋁桿》標準,把住原村料的進廠檢驗和中間檢驗兩個關口,剔除性能不合格及含有冶金缺陷的原材料。每次斷線后應對斷口形貌進行分析,找出斷線原因,積累資料。
3.2.2 重視拉拔工序的檢查
除拉線設備和拉線工藝影響“可拉性”外,還應重視拉線模材料、幾何形狀和尺寸精度的問題。模子制造尺寸及其測量工具精度不夠,將直接影響合理配模而導致斷線,這對拉拔細線尤為重要。潤滑劑及其過濾方法、控溫和細菌性腐敗也影響斷線的幾率,必須經常檢查與控制。
3.2.3 關注退火工藝的影響
在拉拔工序中,特別要關心退火工藝對銅包鋁線的材質及性能的影響。尤其是拉拔線徑在2.5mm以下的細線及細微線時更為重要,對提高可拉性,克服斷線率將起關鍵性的作用。這也是拉線工序中必須掌握的一個工藝要點。
4 銅包鋁線退火工序中的工藝性能——銅包鋁線的可退火性
4.1 拉拔后的銅包鋁線在退火工序中組織結構的變化
4.1.1 純銅和純鋁金相組織和性能的變化
銅包鋁線中純銅和純鋁的晶體結構是由很多等軸晶粒構成的。在拉拔過程中,隨著線材面縮率的增大,晶粒形狀將逐漸變成纖維狀,如圖3(a)所示。同時線材的性能也將發生變化:強度、硬度提高,塑性降低,產生“加工硬化”現象。當硬化到一定程度時,就難以繼續拉拔,必須進行退火處理。在退火加熱和緩慢冷卻過程中,通過回復和再結晶使纖維狀組織逐漸恢復到原先的晶粒形狀,如圖3(b)所示,以降低強度、提高塑性,便于繼續拉拔。
4.1.2 銅、鋁界面形成擴散層及金屬間化合物。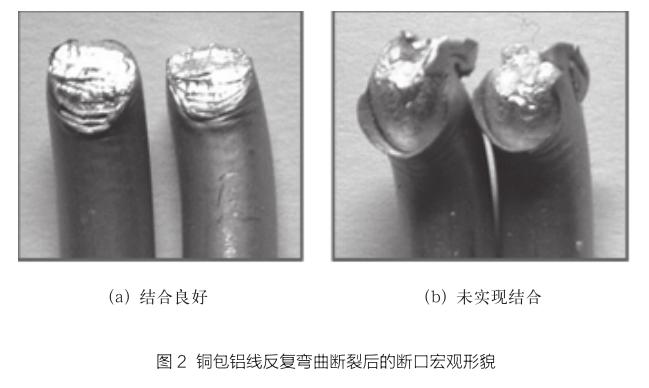
前已述及,銅層和鋁芯界面上的原子在線坯拉拔過程中已經實現了機械結合。在退火加熱過程中原子的動能增加,使銅和鋁原子相互散擴,在界面上形成了擴散層。并在擴散層中生成既硬又脆的金屬間化合物,使銅包鋁線的伸長率急劇降低,對力學性能及拉拔工藝將產生不良影響。
筆者曾用拉拔至直徑4.21mm的銅包鋁線在250~500℃范圍內進行退火試驗[4],退火溫度間格為50℃,退火保溫時間為30min。測定不同退火溫度下拉伸試樣的力學性能及界面化合物層厚度變化曲線,如圖4所示。由圖可見,銅包鋁線在250~300℃退火時,不僅力學性能較為理想,而且所形成的化合物層較薄,一般小于2μm,試樣拉拔過程中,銅包鋁線的銅層緊密包覆鋁芯,兩者同時形成縮頸而斷裂,其金相照片與拉伸試樣斷裂形貌示于圖5(a),表明小于2μm的化合物層對銅包鋁線的可拉性沒有不良影響。但當加熱溫度高于350以后,化合物層厚度迅速增加。當加熱至500℃時,界面化合物層厚度達到16μm。這種較厚的化合物層不僅使銅包鋁線的塑性大為降低,甚至破壞了界面的結合狀態,使銅層與鋁芯分離。試樣的金相照片及拉伸斷裂的宏觀形貌如圖5(b)所示。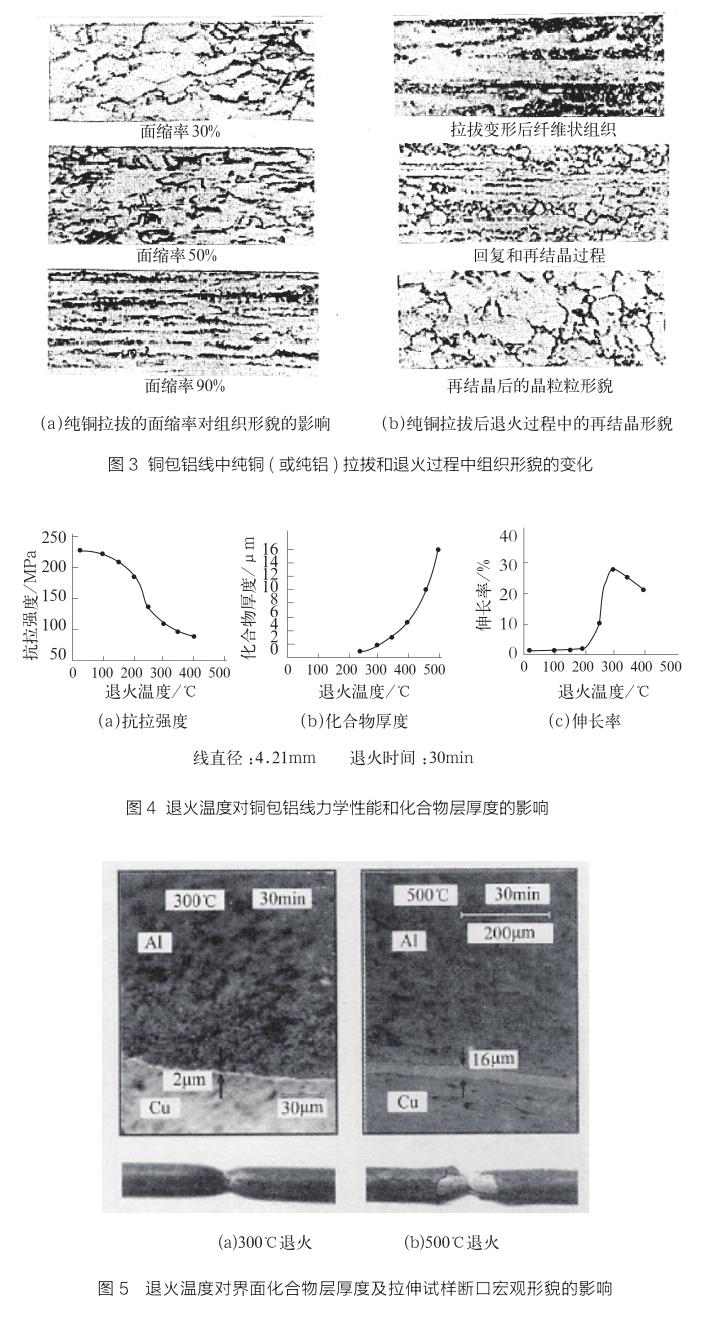
王秋娜等人用直徑0.26mm的冷拉拔銅包鋁細絲研究了退火時組織結構和性能的變化規律[5],認為退火溫度低于300℃、界面上擴散層厚度為2μm時,具有最高的伸長率。美國學者E . H u g和N . B e l l i d o認為銅包鋁細線中金屬間化合層總厚度小于2μm具有最佳力學性能[6];日本學者山口哲夫、高山輝之認為銅包鋁線中化合物層厚度在1~2μm以內,對使用性能幾乎沒有影響[7]。這些試驗都獲得了相同的結論。
4.3 銅包鋁線的可退火性
銅包鋁線的可退火性取決于線材的加工特性及退火的規范參數。
對于需要繼續拉拔的銅包鋁線,特別是細線和細微線,為了提高其可拉性必須在250~300℃溫度范圍內退火。以降低抗拉強度,提高伸長率,并使銅鋁界面具有較薄的金屬間化合層,對線材進一步拉拔變形沒有不利影響。
對于拉拔后的銅包鋁線作為最終產品時,可根據對產品強度和伸長率的使用要求,選擇合適的退火溫度。
5 銅包鋁線的焊接工藝——銅包鋁線的可焊性
在銅包鋁線的生產檢驗和使用過程中,往往要通過焊接工藝將接頭連接起來。金屬的焊接方法可分為熔化焊、壓力焊及釬焊3大類。對于銅包鋁線來說,熔化焊將使接頭熔化成銅鋁合金,失去銅層包覆鋁芯的特性,這是不可取的。在壓力焊中,若使用接觸對焊,由于鋁的熔點比銅低得多,在電阻加熱過程中,當銅層尚未軟化時鋁已熔化,在擠壓力作用下熔融的鋁液沖破薄銅層向四周噴射,不僅焊不成接頭,甚至會危害人身安全。采用冷壓焊則是最佳的連接方式。此外,銅包鋁線由于其表層同心地包覆了一層純銅,具有與純銅線一樣的可釬焊性。現將銅包鋁線冷壓焊及釬焊工藝及其可焊性介紹如下。
5.1 銅包鋁線冷壓焊工藝及其可冷壓焊性[8]
冷壓焊是將兩根線材的端頭分別夾持在冷壓焊機的左右鉗口中,在不加熱的情況下,借助于逐步施加的軸向壓力使線材產生塑性變形,將接頭表面的氧化膜及其雜質不斷向外部擠出,使潔凈的金屬在壓力下結合在一起,形成接頭。
冷壓焊時對接的金屬在軸向力作用下相互擠壓,在接頭的四周形成一圈飛邊,如圖6(a)所示。將這個飛邊請除后,可見到環繞接頭表面有寬度約為0.2~0.5mm的銅層被擠出的鋁隔斷,形成露鋁現象,如圖6(b)所示。為防止露鋁處產生電化學腐蝕,必須采用局部電鍍或防腐涂層將其覆蓋。
銅包鋁線材根據是否進行退火處理有軟態和硬態之分。
軟態銅包鋁線塑性較好,接頭金屬在壓力下易于產生塑性變形,連接相當牢固。但是焊接接頭及其附近的金屬由于“形變強化”而提高了強度和硬度。其硬度的變化如圖7中曲線①所示。接頭兩端強化區約為2mm。為防止線材的強化區在卷繞時產生裂紋,必須對冷壓焊接頭區域進行感加熱退火處理,使之達到與線材大體相同的硬度,如圖7中曲線②所示。因此軟態銅包鋁線有較好的可冷壓焊性,允許在產品上使用。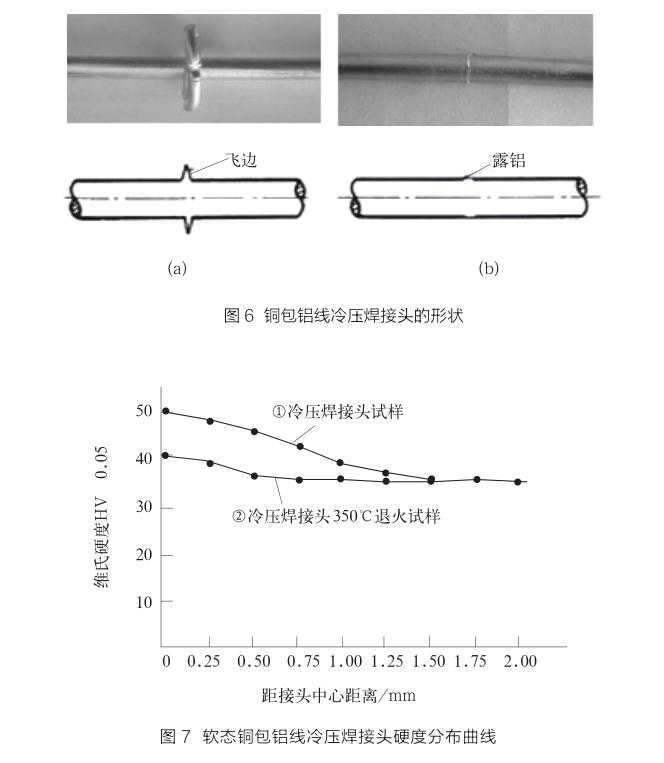
對于硬態銅包鋁線,由于線材的塑性較差,冷壓焊時金屬變形困難,致使接頭的抗拉強度比線材本身的低,其可冷壓焊性很差。因此,在《銅包鋁線》國家標準不允許硬態銅包鋁線進行冷壓焊連接。
5.2 銅包鋁線釬焊工藝及其可釬焊性[9]
銅包鋁線由于其表面同心地包覆了一層純銅,因此具有與純銅線一樣好的可釬焊性。釬焊時一般選用錫基合金為釬料,熔化的釬料潤濕固態銅層,冷凝后形成釬焊接頭。
在銅包鋁線釬焊過程中,銅層與液態釬料之間由于原子間的相互擴散而產生以下2種反應:①銅層在液態釬浴中不斷熔解,使釬料熔點升高、粘性增大,降低釬料的填縫能力,并使銅包鋁線的銅層逐漸減薄,甚至完全消失,而難以釬焊。②液態釬料中的組分(例如錫)向銅層中擴散,使銅層脆性增大。
由于銅包鋁線的銅層厚度為線徑的1.75~2.5%。對于常用于釬焊的銅包鋁細線或細微線,其銅層厚度僅為幾個微米。因此,上述兩種反應對銅包鋁線的釬焊過程有很大影響。
由以上分析可知,銅包鋁線雖然具有良好的可釬焊性,但最好采用軟釬焊,選用熔點較低的釬料,以降低釬焊溫度,并盡量縮短釬焊時間。
6 建議
銅包鋁線的結構看似簡單,但要生產出符合國家標準要的產品,從業內很多產品質量優良的企業來看,無不在理論上、設備上、工藝上狠下了一番功夫,積累了豐富經驗。為了提高銅包鋁線行業整體的質量水平,建立以質量為中心的品牌體系,特向業內同亊提出如下淺顯建議,供參考。
①“工欲善其事,必先利其器”,設備和工具是生產的手段,必須根據銅包鋁線特性及時進行更新,并添加一些先進的試驗儀器(如金相試驗設備),用以測試銅鋁界面擴散層的厚度。
②“功以才成,業由才廣”,人才是保證產品質量的基石。必須凝聚工程技術人員及工人的智慧攻克產品質量難關。特別要弘場大國工匠精神,鉆研生產技藝,掌握生產絕竅。
③“匠心獨具、得心應手”,企業應根據自身設備及工藝特點開展系列工藝試驗,使之成為本企業專用的“技術檔案”。例如,對于銅包鋁線的退火工藝曲線及化合物層厚度的變化規律,由于各企業所使用退火設備和測溫儀表不盡相同,有的企業還使用了先進的在線連續退火設備。因此要求退火工序的工藝人員應進行系統的試驗研究,測出本企業的退火工藝曲線,則在生產上的應用必將更為切合實際。
參考文獻
[1] 中村光雄.異種金屬の常溫圧接[J].溶接技術,1983(1);35—39.
[2] 丁旭光,張質良.雙金屬固相結合機理與研究趨勢[J].鍛壓技術,1997(4):32—34.
[3] 沈家剛.銅線生產中斷線原因、類型的分析和防范[J].電線電纜,2001(2):3—7.
[4] 戴雅康.銅包鋁線包覆焊接結合理論及生產設備研究[J]大連交通大學學報,2016(5):25—29.
[5] 王秋娜,劉新華,劉雪峰.冷拉拔銅包鋁細絲的退火工藝與組織性能的研究[J].材料工程,2008(7):30—35.
[6] HUG E,BELLIDO N.Brittleness study of intermetallic (Cu,Al)layers in Copper-clad aluminium thin wires[J].Materials Science and Engineering A,2011,521(22—23):7103—7106.
[7] 山口哲夫,高山輝之.[銅クラッドアルミ線の開発—第1報製造および基礎的特性—[J].藤倉電線技報,1972(47).
[8] 戴雅康,劉丕家,王玉凱.[冷壓焊接頭對銅包鋁線使用性能的影響[J].電線電纜,2009(1):6—9.
[9] 王洪麗.[銅包鋁線的釬焊[J].焊接技術,2013(7),23—25.
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
新聞傳播(2015年11期)2015-07-18 11:15:04
