梳麻機用金屬針布齒條的研發和應用
2019-10-15 03:59:14陳玉峰周茂榕
紡織器材 2019年5期
陳玉峰,周茂榕
(1.光山白鯊針布有限公司,河南 光山 465450;2.無錫市蘭翔膠業有限公司,江蘇 無錫 214231)
0 引言
常見的麻纖維有苧麻、亞麻、漢(大)麻、黃麻和洋麻等。苧麻纖維脫膠后多呈單纖維狀態進行紡紗,而亞麻、漢麻、黃麻和洋麻等單纖維很短,無法采用單纖維紡紗,是以束纖維進行紡紗;一般紡純麻紗難度大而與其他纖維混紡可改變其服用性能。隨市場需求和短紡技術的應用,目前麻紡出現分離精細化、設備棉型化、工藝棉型化、混紡常態化、紗線細號化的特點;生產過程中苧麻纖維棉型化,漢(大)麻、亞麻精細化都需要經過梳理工序,從而實現麻纖維分裂度和纖維細化分離度的提高,這對金屬針布齒條的設計和應用提出更高的要求。
1 麻纖維梳理問題
用于紡紗的麻纖維多屬于工藝纖維(除苧麻外),要求在盡量不損傷纖維的情況下進行梳理,排除短粗纖維,提高纖維長度整齊度,減小纖維線密度離散度,以利于紡紗過程的順利進行、提高成紗質量。
梳麻過程中,存在以下問題:① 束纖維多,并絲長麻多,梳理不充分;② 纖維損傷大,短絨多,落麻多;③ 針布嵌雜,生產中脫網、纏繞;④ 針布受加濕給油影響而耐磨性差、使用周期短;⑤ 針布適紡范圍小,梳理粗放,投入大。
2 梳麻機用針布問題與解決措施
2.1 束纖維梳理不充分
提高麻纖維紡紗分裂度和纖維細化分離度,宜用小齒頂寬、穿刺能力強的金屬針布齒條,并提高其齒尖硬度以延長使用壽命。具體思路:錫林金屬針布齒條齒頂寬由0.08 mm減為0.06 mm;回轉蓋板彈性針布梳針齒頂寬由0.05 mm減為0.04 mm;刺輥金屬針布齒條齒頂寬由0.27 mm減為0.18 mm;道夫金屬針布齒條齒頂寬由0.14 mm減為0.10 mm;通過減小齒條的齒頂寬,金屬針布齒條的穿刺能力、抓取能力和轉移能力得到提高,有利于麻纖維的梳理和分離。
2.2 針布嵌雜損傷纖維
由于麻纖維的長度和線密度差異大、纖維粗硬,在梳理過程中齒尖梳理負荷變化大,因此混紡時易造成對纖維的切割損傷;而脫膠后的殘膠、木質等易造成針布嵌雜,使纖維在梳理過程中揉搓,產生麻粒;針布嵌雜損傷纖維的原因主要與齒條表面粗糙度值大、齒距過大等因素有關。
金屬針布嵌雜損傷纖維解決措施:① 金屬針布齒條表面粗糙度Ra值由0.12μm降為0.08μm,以降低摩擦因數,減少嵌雜;② 縱向齒距由1.3 mm增為不小于1.5 mm,弧形齒的齒條基部寬由0.6 mm減為0.5 mm或0.4 mm,以減少嵌雜;③ 回轉蓋板彈性針布采用小前角(由18°減小為12°~14°),以加強纖維的轉移。
2.3 梳理不充分麻纖維網質量差,成紗麻粒多
影響針布梳理性能的重要參數有工作角、齒深和齒密。對麻纖維而言,金屬針布齒條工作角大,握持、抓取纖維和梳理能力越強,反之,握持能力差,梳理作用減弱,但轉移能力增大。齒密大,使每根纖維接觸到的作用齒數增加,有利于纖維梳理,然而使轉移能力較差;齒深大,可增加容纖量和刺入麻層的深度,有利于均勻混和;齒深小,纖維易浮于齒尖,梳理充分、轉移良好,齒部強度可相應提高。
麻纖維梳理不充分會出現麻網質量差和成紗麻粒多等問題,主要是因為麻紡金屬針布配置不當、梳理排雜不充分導致,應采用大齒密金屬針布提高梳理質量。如將錫林金屬針布齒條由AC2525×01660型改為AC2030×01550型,即齒密由720齒/(25.4 mm)2增大到860齒/(25.4 mm)2;回轉蓋板針布由MCB32型改為MCB48型,針密由320針/(25.4 mm)2增加到480針/(25.4 mm)2等。
2.4 彈性蓋板針布落麻多
彈性蓋板針布的主要功能是抓取、握持纖維并除雜,而錫林金屬針布的主要功能是對纖維進行梳理。影響彈性蓋板針布落棉的主要因素有梳針分布型式、植角及梳針的截面形狀[1]。梳理中出現彈性蓋板針布落麻多的問題,是由于植角小而對束纖維控制能力強、釋放不充分、易充塞針隙造成的;梳針分布型式造成針布橫向控制過強而增加落麻。
解決措施:① 彈性蓋板針布在梳理過程中,因為梳針不斷受到脈沖梳理力作用而產生彎曲變形,為增強梳針的抗彎能力或減輕彈性蓋板針布梳針負荷、減少蓋板針布充塞,宜采用較小的針高;② 適當增大彈性蓋板針布梳針的有效截面尺寸,能明顯增大縱橫向慣性距,提高梳針抗彎性能;③ 彈性蓋板針布橫向針尖距偏小對梳理質量有利;④ 適當增大梳針前角,提高纖維的釋放能力,利于減少蓋板落麻和嵌雜;⑤ 采用勻密型植針型式和斜紋植針型式的針布,使控制和釋放纖維相結合,以降低落麻和嵌雜。如采用針高為7.5 mm,前角為16°,橫向針尖距不大于0.60 mm的彈性蓋板針布,有利于梳理和纖維的轉移;采用大齒密的MCB系列彈性蓋板針布,可降低落麻約6%。
2.5 金屬針布磨礪周期短
梳理過程中,纖維運動的方式主要有3種:切向運動、沿針運動和繞針運動。切向運動完成梳理的單纖維化,沿針運動完成纖維的分離和轉移,繞針運動表示針面對纖維的控制。3種運動過程中,纖維與金屬針布齒條發生摩擦、剝取、梳理和轉移,從而產生各種磨損,使金屬針布齒條由鋒利衰退為鈍化,最后失去梳理功能。梳麻機用金屬針布不耐磨的原因主要是因為麻纖維中的木質素,加油劑后摩擦因數大、梳理力大,犁耕、切割磨損加劇及束纖維梳理導致第2點磨損加劇。
解決措施:① 金屬針布齒條表面強化處理技術,解決加濕腐蝕金屬針布的問題;② 表面粗糙度Ra值小、錐齒化處理使齒條棱角圓滑,利于保護纖維、降低短絨率;③ 齒尖硬度達1200 HV±30 HV,1、2點磨損減少,使用壽命長,見圖1。

圖1 普通金屬針布齒條與表面強化金屬針布齒條的金相組織對比
2.6 適紡范圍小的金屬針布配置思路
梳麻用金屬針布配置中,針布選型不當會造成其磨損加劇,如麻紡金屬針布加工纖維的含雜大、化學成分多、助劑中的硬性顆粒大,從而對纖維的磨損較大,針布易磨損。
針布配置要做到3個配合:① 錫林金屬針布和刺輥金屬針布的轉移配合,要減少損傷;② 錫林金屬針布和回轉蓋板彈性針布的梳理配合,應梳理充分、不嵌雜、不產生靜電;③ 錫林金屬針布和道夫金屬針布的凝聚配合,轉移率應適當以減少落網、控制結粒增長。因此,錫林金屬針布應摩擦因數小、針高適度、角度合理、齒密適度,如AC2030×01550型;彈性蓋板針布梳針要分布合理,掌握好各種纖維的落棉和梳理度,確保釋放和轉移兼顧,如MCB48型、MCH52型或BNT52型;道夫金屬針布齒密適度,應不嵌雜、不纏繞且兼顧轉移,如AD4030×01890型或AD4030×02090型;刺輥金屬針布齒密應不小于36齒/(25.4 mm)2,并兼顧纖維損傷和開松效果。
3 麻紡金屬針布的研發及應用
3.1 亞麻聯梳機纖維細化分離嵌雜的解決措施
開松效果好則梳理效果和可紡性好。亞麻聯梳機應用大齒形金屬型針布實現對長麻纖維的細化分離,但易嵌雜、麻結多、并絲多且長;為此,將金屬針布齒條齒形由直齒型改為弧齒型,減少了嵌雜,齒頂寬減小為0.21 mm,提高了穿刺能力,主錫林金屬針布齒條由AT5010×05030V型改為AT5013×05030VA型,提高了細化梳理效果,如圖2所示。
3.2 降低CJ/H 45/55 18.5 tex漢麻嵌雜的措施
經過脫膠后的漢麻纖維仍含有少量的殘膠、果膠、半纖維素和木質素等,必須進行加濕給油、分梳整理才能清除麻結、提高可紡性能[2]。整理過程中,如果預整理梳理的金屬針布配置不當則會造成大量的嵌雜而影響成紗質量。

圖2 亞麻聯梳機用金屬針布齒條
在用FA224型梳棉機,平均長度為28.3 mm、短絨率為21%的漢麻纖維紡CJ/H 45/55 18.5 tex紗流程中,預整理梳棉機生產線上金屬針布出現麻結、韌皮纖維嵌雜等問題。其原因主要是由于配置針布時過于注重梳理整理效果,而忽視其嵌雜問題,應將錫林金屬針布縱向齒距加大以緩和對纖維的控制,減少嵌雜概率;回轉蓋板針布選用MCB勻密系列;道夫金屬針布減小齒密;刺輥金屬針布增大齒密,以增強開松效果,具體的針布配置見表1。

表1 解決麻纖維預整理針布嵌雜的針布配置
表1中,將錫林金屬針布齒條的齒距由1.5 mm加大為1.8 mm,齒密由860齒/(25.4 mm)2減小為716齒/(25.4 mm)2,可緩和對纖維的控制、減少嵌雜;回轉蓋板針布選用MCB勻密系列,提高對麻纖維的釋放能力、減少嵌雜;道夫金屬針布齒密由398齒/(25.4 mm)2減小為367齒/(25.4 mm)2,刺輥金屬針布齒密為71齒/(25.4 mm)2時開松效果較強,嵌雜問題得到緩解。
3.3 適度加密柔性梳理,穩定梳理質量
針對麻粘滌混紡結雜多的問題,采取適度加密的措施解決,即采用駝峰齒錫林金屬針布,實現合理加密、柔性梳理,提高梳理質量以及對麻結、麻粒的清除[3]。針布的加密配置見表2。
由表2可見,增加針布齒密能使纖維得到充分梳理,成紗質量明顯改善。

表2 針布的加密配置
3.4 采用表面強化金屬針布齒條,延長使用壽命
在FA204型梳棉機上,生產草木染棉/苧麻C/F 55/45混紡品種時,金屬針布不耐磨,采用表面強化金屬針布后,齒條的第2點磨損得到控制,使用壽命由10個月延長為22個月,具體針布配置見表3。
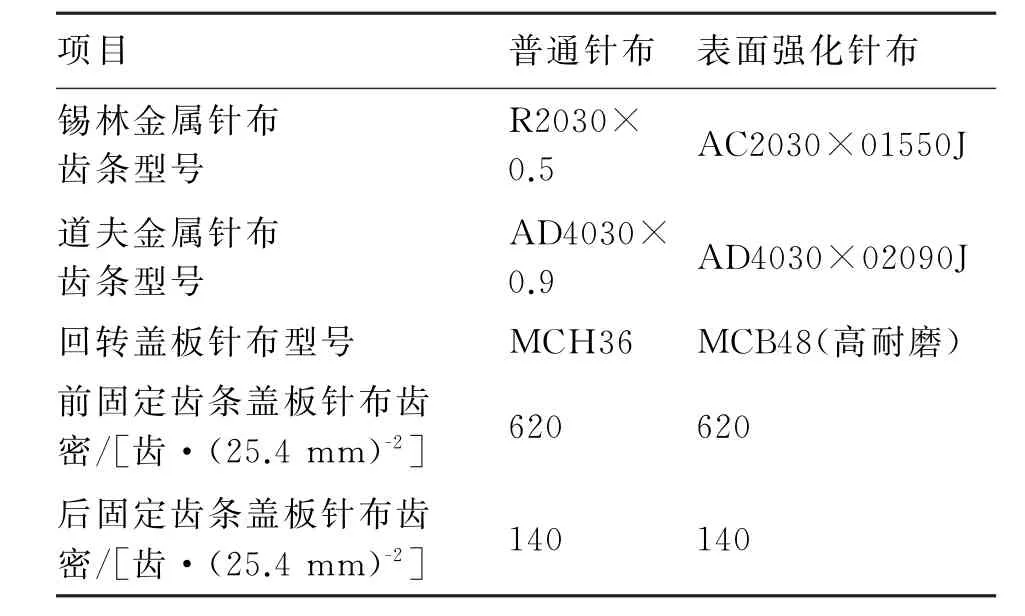
表3 普通針布與表面強化針布配置
3.5 合理針布配置,降低落麻
隨著混紡針布的發展,適應高速、高產、高質量、落麻少、兼顧轉移和分梳是目前麻紡針布配置的關鍵,同時應合理地選擇金屬針布的工作角、齒深和齒密。不同機型用麻紡針布配置見表4。
由表4可知,麻紡金屬針布配置和棉紡金屬針布配置的發展趨勢是總高、齒深和齒頂面越來越小,齒密和齒前角越來越大,以提高金屬針布的穿刺能力,增強分梳、加強轉移。道夫金屬針布齒密變化不大,齒型發展趨勢為基部側面帶橫紋以加強對短纖維的控制,降低落網、加強轉移以保證梳理質量;回轉蓋板針布的發展趨勢是針密由小到大,且向勻密和稀密兼顧方向發展,在保證落麻的基礎上加強梳理效果;刺輥金屬針布以預梳理為主,變化不大。隨著梳棉機產量越來越高,預梳理附加器材數量越來越多,金屬針布的齒密越來越大以加強對麻纖維的預梳理功能,提高梳理質量[4]。

表4 不同機型麻紡針布配置
4 結語
隨著市場需求和短紡技術的應用研究,麻紡應用出現了分離精細化、設備和工藝棉型化、混紡常態化、紗線細號化等特點。麻纖維梳理技術的發展帶來針布梳理過程中的5個問題,即梳理不充分、纖維損傷大、落麻多針布嵌雜、針布耐磨周期短和適紡范圍小。針對這些問題,應用梳棉金屬針布齒條的技術指導梳麻金屬針布齒條的研究和制造,采取小齒頂面、表面強化處理高硬度、大齒距、大齒密、柔性分梳及合理的針布配置,以解決麻纖維梳理短絨高、麻結多、針布不耐磨、適紡范圍小等問題,實現麻紡梳理質量的提升。