CKA6136型數控車床自動上下料機構改造
2019-10-15 03:59:14鄧順濤
紡織器材 2019年5期
鄧順濤
(無錫宏大紡織機械專件有限公司,江蘇 無錫 214161)
0 引言
數控車床以其優越良好的使用性能深受用戶喜愛,通過對機床的定置優化以及加工工序的合理安排,對于加工周期較長(2 min以上)的零件,可輕松實現1人同時操作2臺或2臺以上車床,節約人工成本。對于加工周期較短(30 s以內)的零件,如果無合理的輔助性自動上、下料機構則很難實現1人操作2臺甚至多臺設備。
1 自動上下料機構方案設計
CKA6136型數控車床采用GSK980TDb數控系統、DA98B全數字式交流伺服系統,可實現兩軸聯動,完成各種插補功能,采用內置PLC,通過軟件實現對繼電器、接觸器的控制,完成各種機床動作[1]。機床M功能拓展空間大,為設計輔助性自動上、下料機構提供理論依據。筆者公司用該數控車床加工圖1所示工件,在車R1.5 mm倒角及5×5°圓錐面工序和車?8 mm小外圓時,以端面為基準保證12.8 mm尺寸,同時車螺紋M8-6h,保證螺紋長度6.5 mm(見圖2)時技術難以保證。零件長度為120 mm~210 mm,直徑為10 mm~15 mm,為解決存在問題,對該車床自動上、下料機構進行改造。
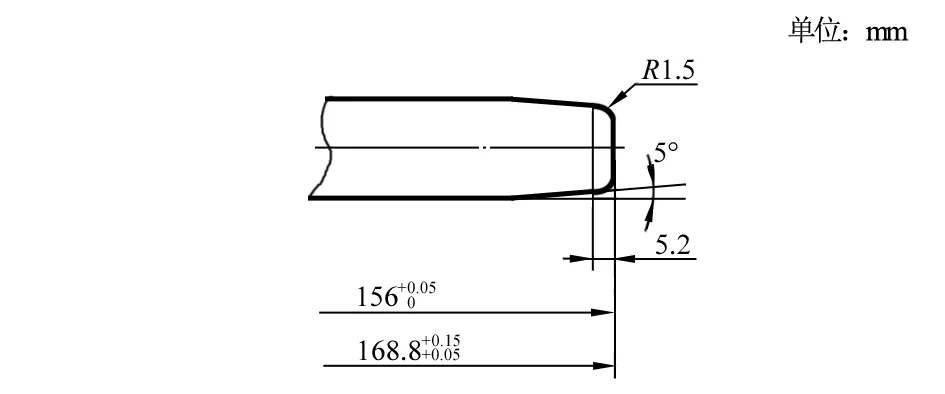
圖1 車R倒角和圓錐面

圖2 車小外圓和螺紋
分別采用4個汽缸[2]即卸料夾緊汽缸(HYC 25)、頂料汽缸(QGBX-ML-MS1-25-300,防轉)、卸料汽缸(QGBX-ML-MS1-25-300)、單料汽缸(QGSL-00-20-15-AL-72RH-D)和電磁閥(3KA320-08-M1L-DC24)、匯流板(M3KA320-08-M1-L-5-DC24-S2)、螺紋直通(APC08-01)、空氣過濾器、壓力繼電器加上自主設計的定位支承零部件(Z192),配合車床自身的x向、z向運動,按設計動作流程完成對零件的自動加工以及上、下料動作;將該過程的每個動作轉換為車床程序指令,由程序控制完成;車床小拖板距卡盤中心高度設計基準為71.5 mm。
2 自動上下料機構動作流程設計
自動上、下料機構動作流程:單料汽缸放料→車床托板x、z向進給頂料位→頂料汽缸頂料→車床卡盤夾緊→頂料汽缸收回→單料汽缸單料放入→車床刀1進給、工作→車床刀1退刀到上料位→車床刀2進給、工作→車床刀2退刀到卸料位→卸料汽缸進給到位→卸料夾緊汽缸夾緊→車床卡盤松開→卸料汽缸退位→卸料夾緊汽缸松開→單料汽缸放料,共計15工步。
3 自動上下料機構模擬設計
該機構的電器部分通過對GSK980TDb數控系統及車床電氣原理的分析得出可行結論。拓展M指令對照表詳見表1[3](5個兩位五通電磁換向閥工作系統原理圖,此處不贅述)。
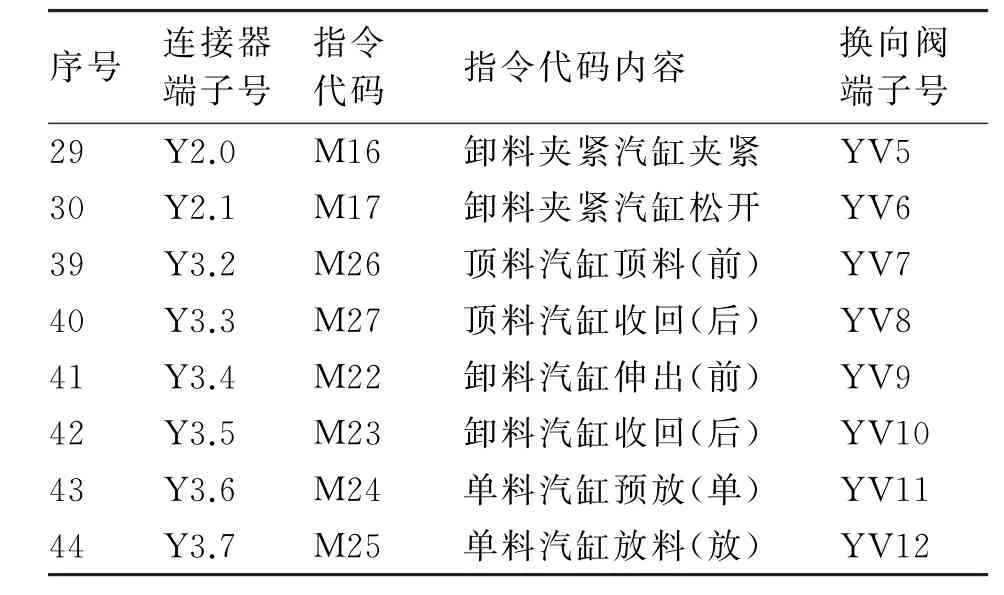
表1 GSK980TDb數控系統M指令拓展對照
機械零件設計部分通過Solid Works軟件進行三維制圖、模擬以及可行性論證,三維總裝示意見圖3[4]。特別說明:機構各動作的銜接還需合理利用數控車床延時指令。
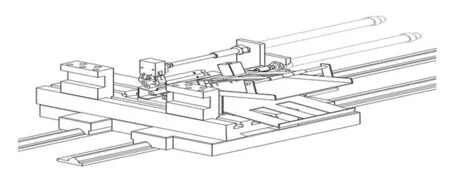
圖3 自動上下料機構機械部分三維總裝模擬示意
4 自動上下料機構零件設計
考慮知識產權保護,筆者只介紹自動上、下料機構的裝配圖(見圖4),其由汽缸QGS-L-00-20-15-AL-72RH-D和電磁閥3KA320-08-M1L-DC24配合零部件通過M24和M25指令控制完成單料預放、放料動作,設計原理詳見圖5,實體零件裝配詳見圖6[4]。

圖4 自動上下料機構裝配示意
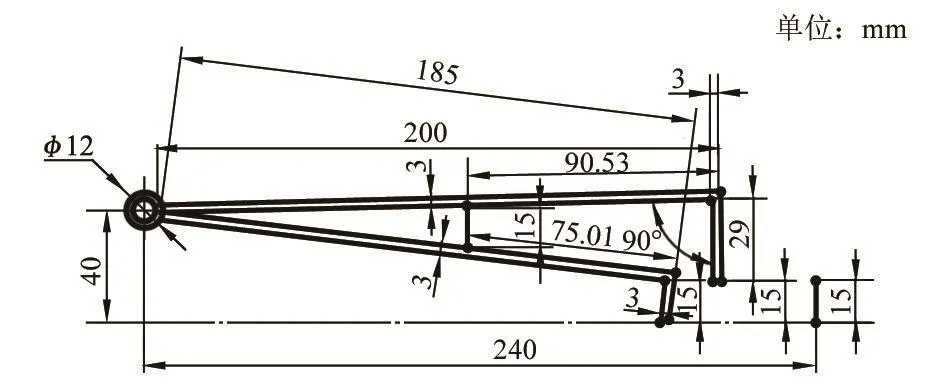
圖5 自動上下料機構單料放入原理示意

圖6 自動上下料機構單料放入零件裝配示意
5 自動上下料機構的應用
綜合安全穩定、產質量等因素,CKA6136/750型數控車床全自動上、下料機構設計順利通過驗收并投入使用。車R1.5 mm倒角及5×5°圓錐面用時為27.5 s/件,可一次性上料24件(直徑為15 mm);雖然比單人單臺耗時(16.5 s/件)有所增加,但1人可同時操作4臺以上設備,大幅節約人工成本,降低勞動難度,提高了生產效率;該自動上、下料機構簡單,技術含量適中,可拓展性強。
6 結語
改進的CKA6136/750型數控車床全自動上、下料機構,通過M指令及其延時功能替代了到位信號反饋——感應開關,簡化了線路、精簡了機構,雖然時間控制不夠精準,但對于短周期零件加工而言,1人可同時操作4臺以上設備,可切實提高生產效率、節約人工成本。今后,應不斷探索,并在設計同類車床的自動上、下料機構中對運用M指令的時間控制逐步優化,以實現精準控制。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
制造技術與機床(2019年12期)2020-01-06 03:17:48
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
制造技術與機床(2017年4期)2017-06-22 11:18:05
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
制造技術與機床(2015年10期)2015-04-09 07:05:42