針織機用針壓扁圓絲計算的再思考
2019-10-15 03:59:12于世旺
紡織器材 2019年5期
于世旺
(江蘇泰縣針織器材廠,江蘇 姜堰 225500)
0 引言
在《針織機用針壓扁圓絲計算的思考》[1]一文中,筆者推導出壓扁圓絲的計算公式,并建議建立計算表以簡化壓扁圓絲的計算,但是,建立計算表的工作量大,而且不同程度地影響計算結果的精準度。所以,筆者再次介紹壓扁圓絲計算的方法,只要記住幾個計算公式,借助計算器就能精準地計算各種類型的壓扁圓絲。
1 壓扁圓絲計算
壓扁圓絲共有3個原始參數:壓扁前原料圓絲直徑,經壓扁的扁絲厚度和寬度。只要知道其中的任意2個參數,即可計算出另一個參數[2-4]。
1.1 求直徑d
已知扁絲厚度a、寬度b,求壓扁前原料圓絲的直徑d,如圖1所示。
1.1.1 計算公式
在文獻[1]中,圓絲直徑d的計算公式(3)為:
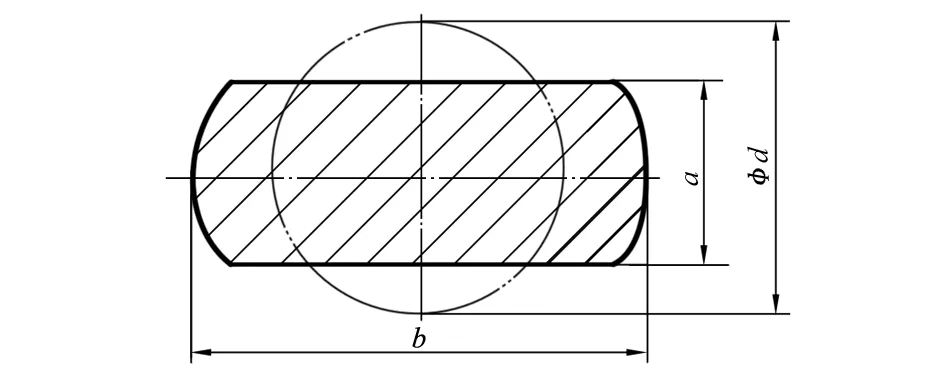
圖1 圓鋼絲壓扁

式中i=b/a。
1.1.2 示 例
a) 已知:a=0.97 mm,b=1.73 mm,求所需原料鋼絲直徑d。
解:將a,b及i=b/a=1.783 505 155代入公式(1),得:d=1.411 501 915 mm≈1.412 mm。
b) 已知:a=0.13 mm,b=0.68 mm,求所需鋼絲的直徑d。
解:將a,b及i=b/a=5.230 769 231代入公式(1),得:d=0.344 172 965 mm≈0.334 mm。
1.2 求寬度b
已知原料圓絲直徑d、扁絲厚度a,求扁絲寬度b。
1.2.1 推導計算公式
根據文獻[1]中的計算公式(4),將
j=改寫成以i為未知數、j為已知數的方程,得:

由求根公式得:

因i≥1,故取“+”號。
1.2.2 示 例
a) 已知:原料圓絲直徑d為1.50 mm,壓針腳厚度a為0.39 mm,求壓針腳寬度b。
解:將j=d/a=3.846 153 846代入公式(2),得:i=11.636 757 75。

b) 已知:原料圓絲直徑d為0.334 mm,扁絲厚度a=0.13 mm,求扁絲寬度b。
解:將j=d/a=2.569 230 769代入公式(2),得:i=5.225 440 113。

1.3 求厚度a
已知原料圓絲直徑d、扁絲寬度b,求扁絲厚度a。
1.3.1 推導計算公式
根據文獻中的計算公式(5),將
k=改寫成以i為未知數、k為已知數的方程式,得:

可用C-86ES型計算器解此一元三次方程,從而獲得i值;再用a=b/i,算得壓扁件的厚度a。
1.3.2 示 例
已知原料圓絲直徑d為1.412 mm,扁絲寬度b為1.73 mm,求扁絲厚度a。
解:將k=d/b=0.816 184 971代入公式(3),得方程:
2.092 796 787i3-4i2+(4-π)=0,得:
i1=-0.419 497 380 1(不合題意,因為i≥1)
i2=1.782 176 714
i3=0.548 638 585 7(不合題意,因為i≥1)
a=b/i2=0.970 723 041 mm≈0.97 mm
2 評價
2.1 精準度較高
采用此方法,計算壓扁圓絲的精準度較高,具體可達到的精準程度,從上述的示例中清晰可見。
2.2 適應范圍廣
就計算公式本身而言,不受壓扁程度的限制,如上述示例中的寬厚比i已達到11以上,符合制針業的生產實際。
2.3 數學運算可復制
整個運算過程可復制是本算法的突出特點。
3 展望
經多年對針織機用針壓扁圓絲工藝的潛心研究與總結,通過“去粗取精,去偽存真,由此及彼,由表及里”的不斷發展與改進,以《針織機用針壓扁圓絲計算的思考》和本文獻給行業同仁,為激烈的市場競爭注入活力,取得更大的技術進步。該精準的計算方法,成功地運用數學知識,日臻完善,現已應用多年,準確無誤。今日寫成,以饗讀者。