提高某型號附件機匣精密孔合格率
2019-10-12 02:19:16劉寧
四川水泥 2019年8期
劉 寧
(中國航發(fā)南方工業(yè)有限公司 412002)
1 概述
某型號附件機匣機加組件,是某型號發(fā)動機上重要的機匣之一,前端面連接進氣機匣,后端面連接壓氣機匣,是發(fā)動機上安裝附件和傳動的重要機匣。為保證傳動部位的精準與平穩(wěn),附件機匣上3 處安裝軸承的孔,不但孔徑要控制在0.016的公差范圍內(nèi),圓柱度控制在0.008 之內(nèi),且孔的位置度也要控制在0.03 以內(nèi)[1]。
因機匣測量基準與被測要素距離比較遠,基準面大,基準外圓大,在測量過程中有誤差放大的效應(yīng),因此,從加工某型號附件機匣首件開始,到目前工加工了4 件,合格率為0%,且超差程度較大。軸承安裝孔壁上各加工了2 處槽,槽深2mm,而總的壁厚因毛坯不均勻,薄處開完槽后僅剩3.5mm。針對鎂合金孔超差采用的鑲套補救方法,補救后壁厚小于3mm,對軸承孔的強度有影響,且孔內(nèi)開完槽后,鑲的襯套強度也大大減弱,補救難度和風(fēng)險極大[2]。
對于附件機匣軸承安裝孔位置度超差超過0.06,則無法接收使用。若無法穩(wěn)定加工質(zhì)量,會嚴重影響零件交付,制約科研生產(chǎn)任務(wù),因此提高軸承安裝孔位置度是滿足交付任務(wù)亟待解決的首要問題。
2 統(tǒng)計數(shù)據(jù)與原因分析
2.1 數(shù)據(jù)統(tǒng)計
表1 為4 件附件機匣精密孔加工后的實際計量值。從表中發(fā)現(xiàn),4 件零件對應(yīng)的5 個技術(shù)條(圖1 和圖2 紅色標記處)件全部超差,超差量在一倍以上[3]。
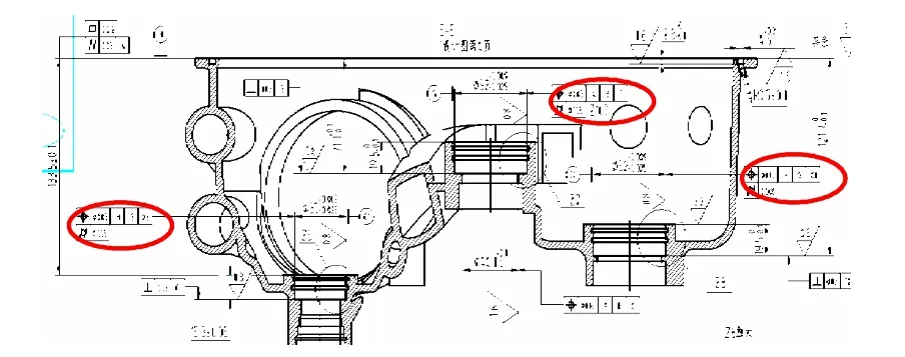
圖1 軸承安裝孔加工示意圖
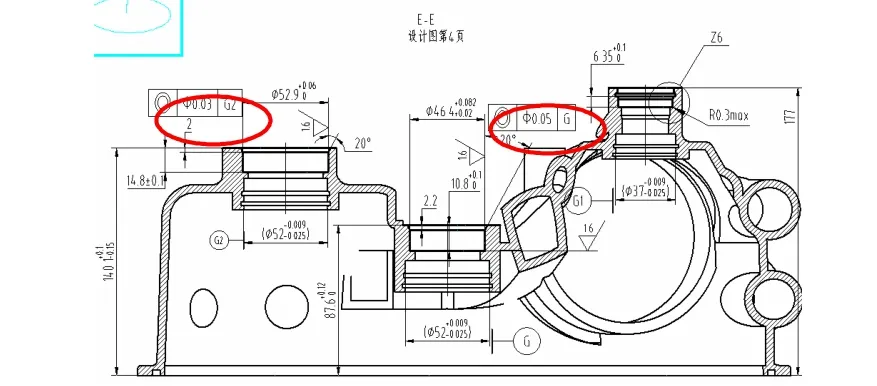
圖2 加工精密孔示意圖

表 1 附件機匣精密孔的加工情況統(tǒng)計表
2.2 零件加工工藝路線分析
1.數(shù)控立車:
使用拼裝夾具,將夾具支靠面車到跳動在0.01 以內(nèi),以D 基準面進行支靠,壓緊3 處工藝凸臺。加工A 基準面及B 基準外圓,并將A 基準面上的工藝凸臺車掉。
2.數(shù)控立車:
使用專用夾具支靠A 基準面,用工藝螺紋進行固定。加工D 基準面及其余內(nèi)容,并將工藝凸臺車掉。
3.數(shù)控立式加工:
使用拼裝夾具,使用2 根壓桿壓A 基準面,加工3 處精密孔,H 基準面。4.數(shù)控立式加工:
找正B1 外圓定中心,找正G 基準孔定角向,加工所有內(nèi)容。
以上藝路線中加工完基準面,角向基準孔以及中心基準后,最后加工精密孔,且角向孔與精密軸承孔為一次加工完成,更容易保證位精密孔置度合格,因此,工藝路線無問題。
但在跟蹤數(shù)控加工工序,零件壓緊前端面有0.02~0.03 的跳動,壓緊后端面跳動有0.05 的變化,B 基準外圓整圈有0.02~0.03 跳動。加工時基準狀態(tài)與零件自由狀態(tài)相差比較大,這是造成圖1 中精密孔位置度的主要因素。其次,加工零件的機床FTV850-1200 加工精度也會影響位置度。
后續(xù)數(shù)控加工,在加工時由于角向要從G 基準孔轉(zhuǎn)換過來,但因上道工序加工G 基準孔及G1 基準孔本身位置度就已經(jīng)超差,加上零件壓緊變形,導(dǎo)致圖3所示中兩處同軸度也非常難合格。
2.3 超差原因分析及改進方案
通過以上工藝路線分析及現(xiàn)場跟蹤零件發(fā)現(xiàn)的問題,得出超差的主要原因在于零件變形及機床精度低兩個方面。
零件變形分析,零件變形分為加工變形及壓緊變形。加工變形可從減小切削力入手,加工H 基準面使用硬質(zhì)合金刀具,鏜孔先使用螺旋銑將孔余量去除,再分粗鏜與精鏜,并將鏜刀桿換成減震且長度縮短到與孔深相當(dāng),轉(zhuǎn)速提高,進給減小;壓緊變形可從壓緊方式及提高支靠面平面度出發(fā);因此,形成以下改進方案。
(1)數(shù)控立車加工增加A 基準平面度0.02 要求
(2)數(shù)控立車加工D 基準面增加0.02 平面度要求,增加與A 基準面平行度0.02 要求,且保留工藝凸臺
(3)數(shù)控加工使用可磨削支靠面,在3 個工藝臺上進行壓緊,并要求壓緊前后檢查A 基準面跳動應(yīng)不大于0.01。
(4)加工刀具,將原使用的普通Φ85T 型銑刀更換成合金Φ100T 型銑刀,增加刀桿的剛性,保證H 基準面與A 面的平行度及自身的平面度。
(5)程序中增加對G、G1、G2 基準孔螺旋銑去除余量
(6)增加粗鏜刀,并將精鏜刀的轉(zhuǎn)速提高,進給減小,減小加工變形。
(7)在加工Φ52.9 時找正G2 基準孔跳動在0.01 以內(nèi),加工Φ46.4 孔時找正基準孔G 跳動在0.01 以內(nèi),將G2 基準孔設(shè)置為G55,G 基準孔設(shè)置為G56 來進行加工。
(8)更換為高精度機床SIP5000 行加工
數(shù)控加工前,先將夾具支靠面銑平,保證跳動在0.01 以內(nèi),壓緊位置為數(shù)控立車保留的工藝臺,壓緊力均勻且支靠面配合較好,零件裝夾后檢查A 基準面跳動不大于0.01 可以達到,保證了加工時零件狀態(tài)與加工時的狀態(tài)一致。
后續(xù)加工圖3 內(nèi)容的工序,使用專用工裝,用50 個螺紋孔進行固定,可保證零件壓緊力均勻,有效控制零件變形。
3 結(jié)論
通過以上改進,附件機匣上安裝軸承的5 處精密孔已經(jīng)全部合格,但合格有60%是在邊緣處,后續(xù)還應(yīng)在加工參數(shù)及找正方法上進行改進,減小找正誤差,減小加工變形等,使加工更加穩(wěn)定。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
