某輕卡橋殼制動(dòng)氣室支架底座焊接處撕裂分析及改進(jìn)
2019-10-08 08:48:51楊小見張碩猛耿廣銳孫磊寧忠翼
汽車科技 2019年4期
楊小見 張碩猛 耿廣銳 孫磊 寧忠翼
摘? 要:某輕卡在道路試驗(yàn)過程中出現(xiàn)后橋橋殼左側(cè)制動(dòng)氣室支架焊接處撕裂拔起的危險(xiǎn)情況,本文通過焊接失效分析得到焊接處撕裂原因,預(yù)測(cè)了撕裂起源位置,并通過有限元分析模擬輕卡后橋橋殼制動(dòng)氣室支架底座焊接處強(qiáng)度載荷工況,并對(duì)其氣室支架底座結(jié)構(gòu)及焊接方式進(jìn)行改進(jìn)設(shè)計(jì),降低了各工況下橋殼的最大應(yīng)力值,使其滿足設(shè)計(jì)要求,規(guī)避風(fēng)險(xiǎn)。
關(guān)鍵詞:輕卡;橋殼;撕裂;氣室支架底座;CAE分析
中圖分類號(hào):U466? ? 文獻(xiàn)標(biāo)識(shí)碼:A? ? 文章編號(hào):1005-2550(2019)04-0082-04
Abstract: During the road test of a light truck,the dangerous situation of tearing and pulling out at the welding place of the brake chamber bracket on the left side of the rear axle bridge shell.In this paper, the causes of tearing at welded joints are obtained by welding failure analysis, the origin of tearing is predicted, and the strength load condition of the brake chamber bracket is simulated by finite element analysis.The structure and welding method of the brake chamber bracket are improved and designed to reduce the maximum of the axle bridge shell each working condition stress value, and to meet the design requirements and avoid risks.
某輕型載貨車在壞路試驗(yàn)中行駛4282km時(shí),后橋橋殼左側(cè)制動(dòng)氣室支架焊接處撕裂拔起,如圖1所示。由于此斷口被反復(fù)擠壓、磨光,無法從原斷裂面上檢查其裂紋起源的位置,故取右側(cè)氣室的支架座部位進(jìn)行滲透探傷檢查[1]。雖然肉眼未見右側(cè)氣室支架底座開裂,但通過滲透探傷檢查發(fā)現(xiàn)氣室支架底座三個(gè)角處的焊縫邊緣已產(chǎn)生顯微裂紋,未裂穿橋殼,從而初步判斷左側(cè)底座開裂的初始裂紋也在四角焊縫的邊緣,又通過建立有限元仿真模型[2],進(jìn)一步說明了該橋殼撕裂是由于橋殼焊接處應(yīng)力集中導(dǎo)致的。為了規(guī)避該風(fēng)險(xiǎn),通過驗(yàn)證后的有限元模型,進(jìn)行CAE分析優(yōu)化,經(jīng)過一系列方案對(duì)比后,降低了焊接處的最大應(yīng)力,使其低于屈服極限,具有一定的安全系數(shù)[3,4]。
1? ? 撕裂原因分析
1.1? ?材料分析
橋殼材料為DQK510,支架底座材料ZG270-480H,化學(xué)成分符合標(biāo)準(zhǔn)要求。支架底座四個(gè)角焊縫的硬度分布正常,金相組織正常。
1.2? ?焊接失效分析
右側(cè)支架底座與橋殼連接處未被撕裂,但其四個(gè)角焊縫的橋殼側(cè)焊址邊緣有三個(gè)也產(chǎn)生了顯微裂紋,如圖2所示:
支架底座裂紋最先產(chǎn)生在四個(gè)角焊縫焊趾邊緣,起始裂紋產(chǎn)生的原因是由于焊接時(shí)存在焊趾角過陡情況(要求大于90度),有較大的應(yīng)力集中,導(dǎo)致容易產(chǎn)生疲勞裂紋。同時(shí),支架座四周焊縫本身受力較大。
橋殼側(cè)焊縫組織為正常的柱狀晶組織,熱影響區(qū)組織為珠光體,鐵素體和粒狀貝氏體,焊趾角過大,有較大的應(yīng)力集中,產(chǎn)生了裂紋,如圖3所示:
2? ? 有限元建模分析
2.1? ?建立分析模型
利用Optistruct進(jìn)行強(qiáng)度分析,由于氣室支架底座與橋殼焊接,故不考慮接觸問題。焊接處單元采用三棱柱單元模擬,橋殼和氣室支架底座模型如圖4所示。左圖為氣室支架底座結(jié)構(gòu)及四角焊接方式-拐角焊,右圖中的中心藍(lán)色圓弧線及四個(gè)角的藍(lán)線為焊縫。
2.1.1 約束狀態(tài)
約束橋殼模型中輪胎中心位置處下半周的節(jié)點(diǎn)全部自由度,如圖5所示:
2.1.2 載荷工況
垂直載荷:F,根據(jù)后橋單邊承載2000kg的滿載工況,在兩邊板托面各施加重力加速度為3g的垂直向下的等效力,F(xiàn)=2000X9.8X3=58800N,如圖5所示。
振動(dòng)載荷:F1,F(xiàn)2,由于車輛在行駛的過程中,氣室總成會(huì)隨后橋振動(dòng),對(duì)氣室支架施加上下方向50g、前后方向33g的重力加速度等效力。根據(jù)氣室總成質(zhì)量6.1kg,在氣室質(zhì)量中心對(duì)氣室支架施加上下方向的力,F(xiàn)1=6.1X9.8X50=2989N;前后方向的力,F(xiàn)2=6.1X9.8X33=1972.7N,如圖5所示。
分析工況由垂直載荷和振動(dòng)載荷綜合,
工況1:F+F1+F2,即后橋垂直載荷與氣室總成向上向前振動(dòng)載荷力向量的合成。
工況2:F+F1-F2,即后橋垂直載荷與氣室總成向上向后振動(dòng)載荷力向量的合成。
工況3:F-F1+F2,即后橋垂直載荷與氣室總成向下向前振動(dòng)載荷力向量的合成。
工況4:F-F1-F2,即后橋垂直載荷與氣室總成向下向后振動(dòng)載荷力向量的合成。
2.2? ?強(qiáng)度分析結(jié)果
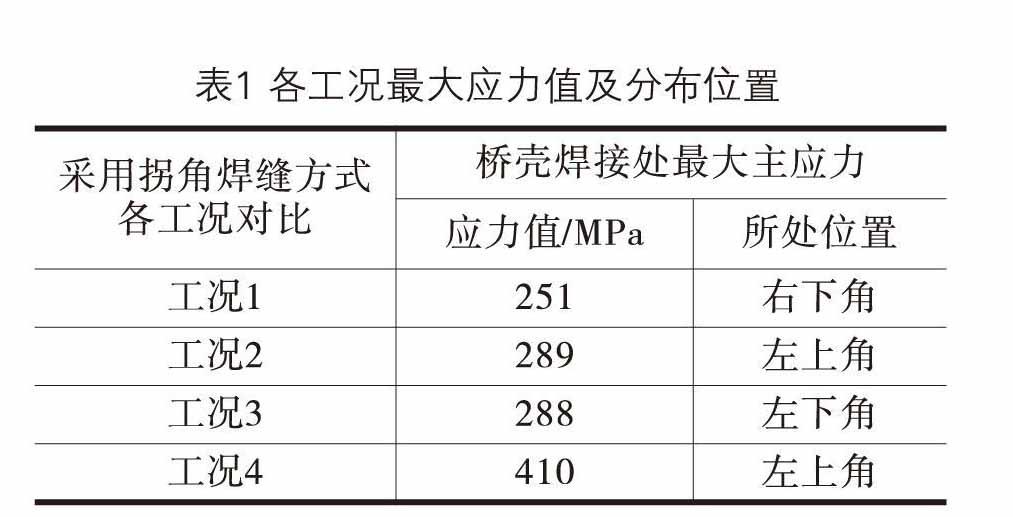
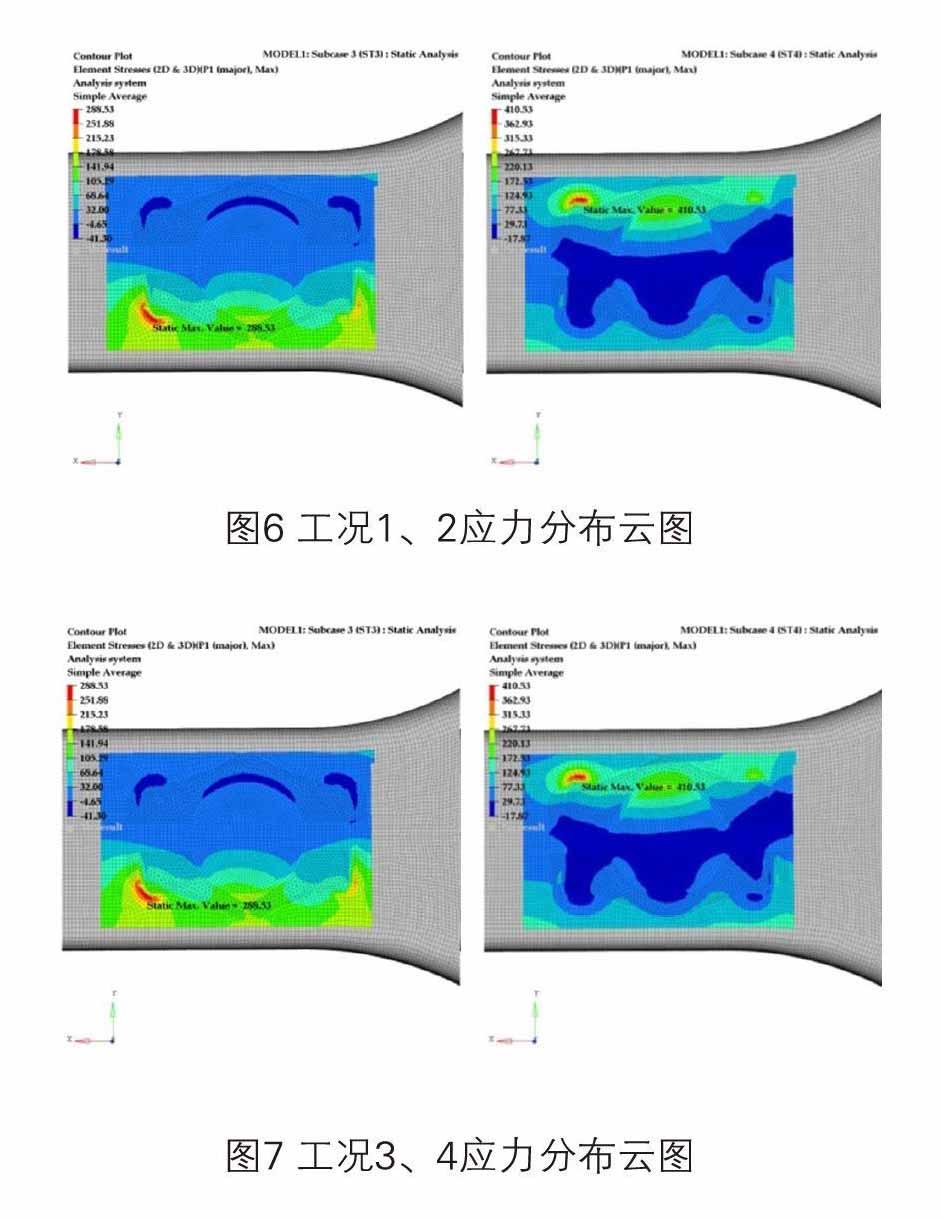
以橋殼左側(cè)為例分析,對(duì)上述模型進(jìn)行CAE分析,對(duì)于上述四種工況,橋殼與氣室支架底座焊接處的應(yīng)力分析結(jié)果顯示最大應(yīng)力處于焊接拐角,如圖6,圖7所示,具體最大應(yīng)力值詳見表1。
可見工況4時(shí),橋殼焊接處左上角最大主應(yīng)力確實(shí)在四角焊縫邊緣,達(dá)到410MPa,已超過橋殼材料的屈服強(qiáng)度355Mpa,存在損傷風(fēng)險(xiǎn)。
3? ? 改進(jìn)分析
3.1? ?氣室支架底座及焊接方式改進(jìn)
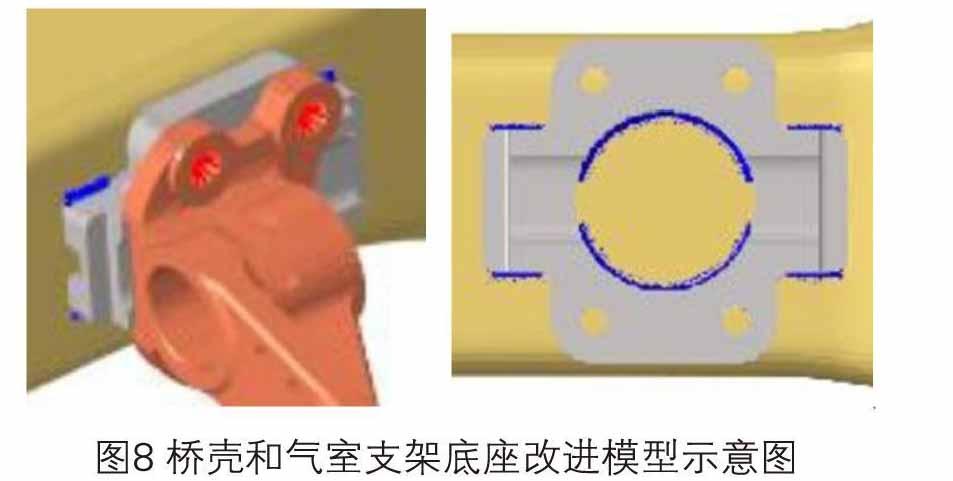
由分析得到的應(yīng)力分布,可以看出拐角焊縫存在約束度過大的現(xiàn)象,將會(huì)增加焊接處出現(xiàn)撕裂的可能性;且由于橋殼厚度為6mm,氣室支架底座的底部較橋殼厚,與橋殼相比其剛性較大,也更容易產(chǎn)生層狀撕裂[1]。由此,設(shè)計(jì)優(yōu)化應(yīng)減少拐角處的焊接強(qiáng)度,其一為減少長度,即僅焊接一條邊緣,為一直焊縫;其二為加長氣室支架底座的長度,即加長了直焊縫的長度;其三為降低了氣室支架底座邊緣的厚度,即降低了底座與橋殼焊接處的剛度,使應(yīng)力分布均勻,能有效降低橋殼焊接處的最大應(yīng)力[5-7]。
改進(jìn)后的橋殼和氣室支架底座模型如圖8所示:左圖所示為氣室支座底座左右橫向加長,并呈階梯結(jié)構(gòu);右圖所示為焊接方式采用橫向直焊縫(邊焊),取消拐角焊縫,中心藍(lán)色圓弧焊縫結(jié)構(gòu)不變。
3.2? ?改進(jìn)方案分析結(jié)果
對(duì)新氣室支架底座結(jié)構(gòu)和橋殼焊接方式進(jìn)行分析,針對(duì)四種工況橋殼與氣室支架底座焊接處的應(yīng)力分析結(jié)果,如圖9,10所示,具體最大應(yīng)力值見下表2:
可見工況4橋殼焊接處左上角最大主應(yīng)力,降到340MPa,小于橋殼的屈服強(qiáng)度355Mpa,滿足設(shè)計(jì)要求。
3.3? ?改進(jìn)前后對(duì)比
氣室支架底座結(jié)構(gòu)及焊接方式改進(jìn)前后,橋殼焊接處的最大應(yīng)力分布及各工況相應(yīng)最大值對(duì)比,見下表3:
表3 各工況最大應(yīng)力值及分布位置
可見四種工況中,橋殼在焊接段最大應(yīng)力點(diǎn)所處位置改進(jìn)前后基本相同;但各工況,橋殼焊接處所受最大應(yīng)力值都有不同程度減少,四角的橫向直焊縫相對(duì)拐角焊縫對(duì)橋殼應(yīng)力改善效果明顯。
3.4? ?實(shí)車及試驗(yàn)驗(yàn)證
采用改進(jìn)后的氣室支座底座結(jié)構(gòu)及焊接方式的后橋總成在已實(shí)車上應(yīng)用,目前未出現(xiàn)異常現(xiàn)象。同類型后橋已經(jīng)過3萬公里可靠性試驗(yàn),未出現(xiàn)異常失效現(xiàn)象。
4? ? 結(jié)論
(1)通過材料分析和焊接工藝預(yù)測(cè)了焊縫失效的原因;
(2)通過有限元分析,后橋橋殼在垂直載荷與向下向后振動(dòng)載荷作用的工況4中,原方案最大主應(yīng)力超過橋殼材料屈服極限,與焊縫失效分析的原因一致;
(3)去除了設(shè)計(jì)缺陷,優(yōu)化后的新方案小于橋殼材料屈服極限,新方案滿足強(qiáng)度要求。改進(jìn)后的新方案采用橫向直焊縫方式,其焊接處的橋殼各強(qiáng)度工況最大主應(yīng)力均較原方案拐角焊縫處的橋殼最大主應(yīng)力都小,說明新方案優(yōu)于原方案。
參考文獻(xiàn):
[1]史永吉,王輝,方興,等.鋼材層狀撕裂及抗層狀撕裂焊接接頭的設(shè)計(jì)[J].中國鐵道科學(xué),2005,(6):69-74.DOI:10.3321/j.issn:1001-4632.2005.06.014.
[2]李慧芳.裂紋擴(kuò)展的機(jī)理研究及管板開裂的數(shù)值模擬[D].北京化工大學(xué),2009.DOI:10.7666/d.y1673775.
[3]劉惟信.汽車設(shè)計(jì)[M].北京:清華大學(xué)出版社,2001.
[4]姚納新.焊接式后橋橋殼片成形存在的幾個(gè)問題及解決方法探討[A];制造業(yè)與未來中國——2002年中國機(jī)械工程學(xué)會(huì)年會(huì)論文集[C];2002年.
[5]姚哲皓,劉金等.驅(qū)動(dòng)橋殼優(yōu)化設(shè)計(jì)與分析[J].汽車科技,2017年第2期:23-26.
[6]劉為,薛克敏等.汽車驅(qū)動(dòng)橋殼的有限元分析和優(yōu)化[J].汽車工程,2012年第6期.
[7]蔡乙.寬體礦用自卸車驅(qū)動(dòng)后橋橋殼有限元分析[J].工業(yè)技術(shù),2014年第18期:69.