裝配式疊合板工廠化高效生產(chǎn)技術(shù)研究與應(yīng)用
2019-10-08 02:08:14馬祥飛蔣小東
城市建筑空間 2019年8期
馬祥飛,吳 勇,蔣小東
(廣東中建新型建筑構(gòu)件有限公司,廣東 東莞 523000)
0 引言
疊合板是裝配式建筑的主要構(gòu)件之一,因疊合板需求量較大,可減少現(xiàn)場模板使用量,預(yù)制構(gòu)件在工廠生產(chǎn)過程中,疊合板生產(chǎn)工藝的優(yōu)化和質(zhì)量控制措施將直接影響現(xiàn)場安裝進度和總施工工期[1]。
目前疊合板在工廠化生產(chǎn)過程中已經(jīng)有一套完整的工藝流程,但由于生產(chǎn)環(huán)節(jié)較多,包括鋼筋籠綁扎、模具拼裝、粗糙面處理、存放轉(zhuǎn)運等環(huán)節(jié),進行批量化生產(chǎn)時任何一個環(huán)節(jié)滯后都會影響整個生產(chǎn)過程。
1 工藝原理
裝配式疊合板的生產(chǎn)工序包括鋼筋籠綁扎、疊合板模具快速拼裝、免預(yù)養(yǎng)拉毛、養(yǎng)護窯儲存、疊合板立體存放等工序。
在疊合板鋼筋網(wǎng)片制作時,對于間距符合標(biāo)準模數(shù)的產(chǎn)品使用網(wǎng)片鋼筋自動焊接技術(shù)進行焊接,對不規(guī)則間距的鋼筋網(wǎng)片使用不規(guī)則網(wǎng)片鋼筋快速綁扎技術(shù)進行鋼筋籠綁扎;在疊合板裝模時采用疊合板模具快速拼裝技術(shù),在模具圍邊4個內(nèi)角指定位置焊接4個直角定位器,快速精準地拼裝疊合板模具,采用密封性好的防漏膠條防止鋼筋上浮和漏漿;在疊合板澆筑時,通過優(yōu)化混凝土配合比,降低混凝土黏度、保持混凝土良好的觸變性能,不影響澆筑速度,使用一種疊合板簡易拉毛裝置進行拉毛操作,使疊合板達到振搗后即刻拉毛的效果,形成疊合板免預(yù)養(yǎng)快速拉毛技術(shù);在拉毛完成后采用流動模臺放置在立體式養(yǎng)護窯中儲存養(yǎng)護,使其強度不小于15MPa的脫模條件,同時產(chǎn)能擴大近2倍;構(gòu)件脫模后進行轉(zhuǎn)運、存放及運輸?shù)冗^程,使用一種疊合板轉(zhuǎn)運存放運輸一體架,將原本一塊塊吊裝的疊合板,整體一摞快速吊裝,轉(zhuǎn)運、裝車效率提高數(shù)倍。
2 工藝流程
裝配式疊合板高效生產(chǎn)施工工藝流程:鋼筋籠綁扎→清理模臺(流水線移動模臺)→快速拼裝模具→噴涂脫模劑→吊裝鋼筋籠→安裝預(yù)埋件、密封膠條等并隱蔽驗收→澆筑混凝土→免預(yù)養(yǎng)拉毛→養(yǎng)護窯存放自然養(yǎng)護→打印編好后產(chǎn)品脫模→疊合板立體存放。
3 操作要點
3.1 鋼筋籠綁扎
在綁扎鋼筋籠時,使用一種用于疊合板制作的鋼筋位置固定簡易裝置,如圖1所示,工人將所需綁扎的鋼筋放置于預(yù)留的鋼筋卡槽內(nèi),即可完成鋼筋定位,無需進行反復(fù)測量和復(fù)核,提高了定位準確性,滿足同一型號批量生產(chǎn)的疊合板鋼筋籠的綁扎;綁扎過程中不易出現(xiàn)鋼筋移位情況,側(cè)面外伸鋼筋長度易控制,有利于質(zhì)量控制;使用該裝置可使綁扎完1個疊合板鋼筋網(wǎng)由原先的45~50min縮短至20min左右,提高了工作效率,且可多次重復(fù)利用,實用性強。

圖1 不規(guī)則網(wǎng)片鋼筋快速綁扎裝置
3.2 模具清理
1)用大刀鏟或小刀鏟清理流水線大模臺及鋼模具上的混凝土,其余地方用拖把或掃把清掃干凈。
2)所有模具拼接處均用刮板清理干凈,并用風(fēng)管吹干凈,保證無雜物殘留;清理模具各基準面邊沿,利于抹面時保證收面平整[2]。
3)清理模具工裝,保證工裝無混凝土殘渣;清理模具外腔,并涂油保養(yǎng)。
3.3 快速拼裝模具
疊合板模具快速拼裝系統(tǒng)的工藝是在模具進場安裝時,按照設(shè)計安裝調(diào)試好疊合板邊板尺寸、位置、對角線,用強力磁座固定;在疊合板模具圍邊4個內(nèi)角指定位置焊接4個直角定位器,厚3mm、腰長20mm的等腰三角形小鋼片,如圖2所示,產(chǎn)業(yè)工人在拼裝模具時只需要按照按照4個直角定位器作為圍邊參照標(biāo)準快速、高效完成疊合板模具邊板拼裝。
3.4 噴涂脫模劑
為提高工作效率,使用前將水性脫模劑按說明書要求兌水?dāng)嚢杈鶆颍褂脟婌F器站在模臺外用噴桿進行噴灑,噴涂效率高,效果好。

圖2 疊合板模具直角定位器
3.5 吊裝鋼筋籠
采用行車吊放疊合板鋼筋籠,在鋼筋網(wǎng)下部安裝保護層厚度控制墊塊,墊塊間距不超過500mm,放置完成后檢查鋼筋間距均勻、無偏差后,將鋼筋籠放入模具中。
3.6 安裝預(yù)埋件、密封膠條等并隱蔽驗收
1)安裝線盒、線管、預(yù)埋吊環(huán)、預(yù)留孔洞等預(yù)埋件。
2)安裝外露鋼筋處密封膠條,防止?jié)仓駬v后漏漿。
3)隱蔽驗收,驗收合格后方可下料。
3.7 澆筑混凝土
1)驅(qū)動裝置將完成隱蔽驗收的模臺驅(qū)動至振動臺并鎖緊底模,中央控制室控制攪拌站開始拌制混凝土,完成拌制后下料至混凝土運輸小車,小車通過空中軌道運行至布料機上方并向布料機投料;布料機移動至基準點開始布料,布料完成后振動臺開始振動約20s,至混凝土攤平、表面無明顯氣泡溢出時停止工作。
2)澆筑過程中盡量避開預(yù)埋件位置。
3)控制混凝土澆筑厚度,如有特殊情況(如坍落度過小、局部堆積過高等)時進行人工攤鋪。
4)清理散落在模具和地面上的混凝土,保持該工位清潔。
3.8 免預(yù)養(yǎng)快速拉毛
傳統(tǒng)疊合板生產(chǎn)工藝中,經(jīng)振搗密實后的混凝土一般需進行1.5h左右的預(yù)養(yǎng),待混凝土臨近初凝前再進行拉毛,這要求預(yù)養(yǎng)工位較多,占用場地面積較大,影響疊合板生產(chǎn)效率。
疊合板免預(yù)養(yǎng)快速拉毛工藝的關(guān)鍵技術(shù)主要有2點。
1)優(yōu)化混凝土配合比,使混凝土黏度小、觸變性能良好,坍落度控制在80~100mm。混凝土黏度小,可保證在低坍落度時,布料機也能快速布料,且拉毛時阻力較小,易于拉毛;觸變性能良好,可保證低坍落度混凝土在振動力作用下快速攤平、密實;低坍落度保證了混凝土振動密實后立即拉毛的料漿不會回流,確保了粗糙面的程度符合要求。
具體優(yōu)化配合比的方法是:使用級配良好的河砂代替機制砂、降黏型聚羧酸減水劑取代普通減水劑、一級粉煤灰等措施。實際使用的典型混凝土配合比如表1所示。
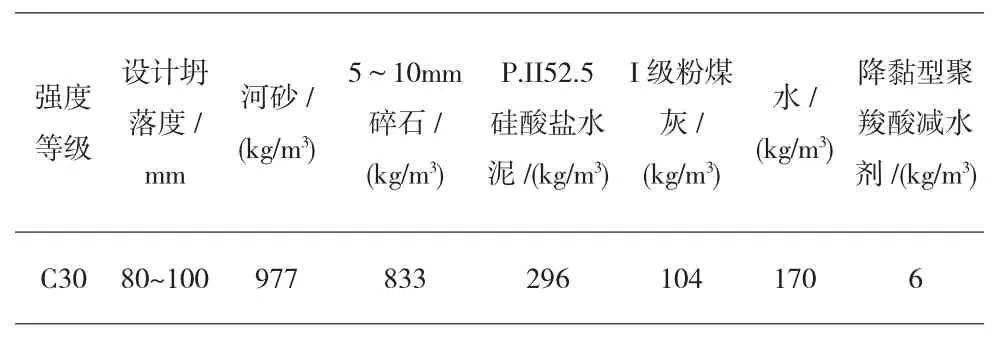
表1 疊合板免預(yù)養(yǎng)快速拉毛混凝土配合比
2)改進拉毛工具,將拉毛工具齒距控制在約12mm,約為碎石最大公稱直徑的1.2倍,保證在拉毛過程中,最大粒徑的石子能順利通過齒距而不會被帶出混凝土表面,且在每個齒距間的混凝土表面形成凹凸不平的粗糙面。單個操作人員即可站在操作臺下進行操作,無需他人協(xié)同操作,可避免因踩踏桁架筋,生產(chǎn)完成后的疊合板出現(xiàn)裂縫的現(xiàn)象;設(shè)計多根拉齒,可保證疊合板拉毛深度和拉毛間距達到設(shè)計值,無需根據(jù)工人經(jīng)驗進行拉毛,將拉毛工作進行量化,并控制拉毛深度一次到位,簡單、精準,產(chǎn)品美觀度高,可保證施工效率及施工質(zhì)量。
3.9 養(yǎng)護窯存放自然養(yǎng)護
在拉毛完成后采用養(yǎng)護窯養(yǎng)護法進行運轉(zhuǎn)存放和養(yǎng)護,使其強度快速達到不小于15MPa的脫模條件[3]。
結(jié)合廣東省氣候條件,只需要在冬天使用蒸汽養(yǎng)護。由于養(yǎng)護窯是全封閉保溫構(gòu)造,養(yǎng)護窯不僅可起到存放產(chǎn)品,加快車間生產(chǎn)模臺流轉(zhuǎn)的作用,還可起到保溫養(yǎng)護的作用,通過將澆筑后的模臺存放在養(yǎng)護窯內(nèi),利用混凝土硬化過程中釋放的熱量可將窯內(nèi)溫度維持在40℃以上,有利混凝土強度的上升。冬季施工期間構(gòu)件進入養(yǎng)護窯前需覆蓋塑料薄膜,防止出養(yǎng)護窯后溫差驟降引起構(gòu)件表面出現(xiàn)溫度裂縫。
3.10 打印編號后產(chǎn)品脫模
疊合板強度不小于15MPa后可進行拆模工序,先在產(chǎn)品上打印產(chǎn)品編號等標(biāo)識。拆卸下來的所有工裝、螺栓及其他零件等必須放到指定位置,然后拆除產(chǎn)品邊模。模具拆除完畢后,將模具周圍的衛(wèi)生打掃干凈[4]。
3.11 疊合板立體存放
疊合板存放、裝車時,傳統(tǒng)方法是一塊塊起吊,效率非常低。為提高疊合板存放裝車效率,應(yīng)用了疊合板立體存放技術(shù),如圖3所示,一次可存放多塊疊合板,大大提高了存放及運輸效率。

圖3 疊合板立體存放
4 質(zhì)量措施
1)嚴格按照設(shè)計圖紙及標(biāo)準規(guī)范確定的各項質(zhì)量控制標(biāo)準控制質(zhì)量,并做到重要項項項必檢,次要項重點抽檢。在澆筑前做好各隱蔽項目的檢查并記錄在案;在出貨前認真做好各項防護措施的確認。
2)車間施工 由專職質(zhì)檢員檢查監(jiān)控,質(zhì)量管理領(lǐng)導(dǎo)小組負責(zé)定期或不定期對現(xiàn)場進行質(zhì)量抽檢。
3)在施工前對所有的車間管理人員和施工班組進行質(zhì)量技術(shù)交底。
4)過程驗收 嚴格執(zhí)行“三檢制”[5]。在施工的全過程中的關(guān)鍵施工工序由施工班組進行初檢,初檢合格后由現(xiàn)場專職質(zhì)檢員進行復(fù)檢,復(fù)檢合格后由品質(zhì)部會同駐場監(jiān)理進行終檢,檢查合格并簽字認可后方可進入下一道施工工序。
5)模具進場 對模具的長度、寬度、截面尺寸、側(cè)向彎曲、翹曲、底模平整度、組裝縫隙、水平度等項目進行全面檢查,不合格項要求模具廠立即整改。
6)鋼筋綁扎工序 對鋼筋的直徑及數(shù)量、調(diào)直質(zhì)量、剪切質(zhì)量、長度、間距等項目進行全面核查。
7)模具安裝工序 對模具尺寸、清潔程度、脫模劑及緩凝劑、模具接縫、鋼筋隱蔽驗收、保護層厚度、吊裝埋件規(guī)格及加固措施、預(yù)留孔洞、水電預(yù)埋等項目進行全面檢查。
8)混凝土澆筑工序 對混凝土強度等級、澆筑體積、澆筑振搗時間、抹面、模具周邊余料等項目進行全面檢查。
9)拆模工序 對構(gòu)件自然養(yǎng)護方法、養(yǎng)護時間、同條件試塊抗壓強度、模具連接螺栓卸除、模具配件拆除并妥善擺放、脫模起吊時間等進行全面檢查。
10)成品檢查工序 對產(chǎn)品外觀、產(chǎn)品尺寸、鋼筋規(guī)格及尺寸、預(yù)埋件規(guī)格及位置、修補工序完成情況進行全面復(fù)核。
5 結(jié)語
通過對疊合板生產(chǎn)的各個環(huán)節(jié)進行研究,形成不規(guī)則網(wǎng)片鋼筋快速綁扎技術(shù)、模具快速拼裝技術(shù)、免預(yù)養(yǎng)拉毛技術(shù)、養(yǎng)護窯儲存與養(yǎng)護技術(shù)、疊合板立體存放技術(shù)等新技術(shù)。
通過技術(shù)改進與創(chuàng)新,提高了疊合板生產(chǎn)質(zhì)量及效率,規(guī)范了運輸操作與整體穩(wěn)定性,能有效確保構(gòu)件的質(zhì)量和構(gòu)件生產(chǎn)運輸效率,保證質(zhì)量、節(jié)約工期、加快工程的形象進度、節(jié)能環(huán)保,具有顯著的社會、經(jīng)濟和環(huán)保效益。該技術(shù)對于其他裝配式混凝土結(jié)構(gòu)工程項目具有良好的借鑒作用及廣闊的推廣應(yīng)用前景。
猜你喜歡
現(xiàn)代裝飾(2022年5期)2022-10-13 08:48:04
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:00
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
水利規(guī)劃與設(shè)計(2020年1期)2020-05-25 08:01:30
中國生殖健康(2019年2期)2019-08-23 08:12:08
小哥白尼(趣味科學(xué))(2019年3期)2019-06-17 11:57:44
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
汽車觀察(2016年3期)2016-02-28 13:16:26
