CNC多工位自動上卸料機械臂設計
2019-09-27 05:05:26毛潤華何獻章張曉宇李金桐
制造業自動化 2019年9期
關鍵詞:機械
侯 勇,毛潤華,何獻章,張曉宇,李金桐
HOU Yong,MAO Run-hua,HE Xian-zhang,ZHANG Xiao-yu,LI Jin-tong
(天津科技大學,天津 300222)
0 引言
機械臂在實現工業自動化生產中擔任著重要角色,其功能是協同其他設備完成工件不同工藝之間的傳遞和機床的自動上卸料。傳統的機械臂常采用一工位一機械臂配置,這樣機床在加工時,機械臂會處于等待狀態,造成資源浪費。而且,傳統機械臂的控制通常是利用繼電器、計時器、接觸器等控制器件來實現的,存在著控制精度不高、效率低下、穩定性差、智能性不高、實時控制困難等缺陷。
本文設計了一種多工位高效自動上卸料機械臂,采用一機械臂多工位的模式,以較少的資源達到較高的效率。系統以機械臂PLC為主站,利用DeviceNet現場總線網絡與從站進行實時數據交換,從而完成對機械臂運行狀態和位置進行綜合控制,同時對各個從站的工作狀態反饋回主站,確保整個機械臂生產線的協調、高效和穩定。
1 系統總體結構設計
1.1 機械臂生產線布局
如圖1所示,本文自動上卸料生產線的主體結構布局示意圖以四工位為例,由機床、上料器、下料器、中間傳遞和機械臂組成。生產線中,機床1和機床2對放,機床3和機床4對放,布局上更加緊湊和節約場地,使機械臂和機床之間更加快速高效地自動上卸料。
1.2 生產線網絡布局

圖1 生產線布局示意圖
DeviceNet是一種基于CAN技術的網絡解決方案,具有開放的網絡標準,而且結構簡單成本較低,傳輸率為125Kbit/s至500Kbit/s,每個網絡的最大節點數為64個,位于DeviceNet網絡上的設備可以自由連接或斷開,而不會影響網上的其他設備的正常工作,在工業控制中有著廣泛的應用[1~3]。
為了保障生產線上各臺設備在機械臂統一控制下協調工作,提高生產效率,實現多工位上卸料,現場總線網絡選用臺達系列工控產品搭建,網絡連接圖如圖2所示。其中,以機械臂PLC(DVP28SV11T2)和DVPDNET-SL為主站(站號00);上料器1、下料器1、工件傳遞1和RTU-DNET為從站1(站號01);上料器2、下料器2、工件傳遞2和RTU-DNET為從站2(站號02)。
1.3 機械臂工作流程

圖2 生產線網絡示意圖
機床1、機床2、上料1、下料1、工件傳遞1和機械臂完成一個加工流程,工作流程如下:機械臂在機床1等待,當機床1加工完成,機械臂從機床1取下加工好的工件,移放到工件傳遞1上,接著到上料1夾取工件放到機床1,然后到機床2處等待,當機床2加工完成后,取下機床2的加工件放到下料1,最后從工件傳遞1上夾取工件到機床2,完成一個零件的加工。機床3、機床4、上料2、下料2、工件傳遞2和機械臂完成另一個零件加工流程,流程同上。
2 機械臂組成與控制要求
2.1 機械臂結構
多工位自動上卸料機械臂控制系統采用了閉環伺服電機作為動力,以齒輪帶動齒條傳動機械臂的幾個軸往返移動,實現機械臂在多工位之間平穩、精確地移動。
本文的機械臂采用了四軸聯動的結構,圖3為系統結構的3D示意圖。其中,X軸和Z軸分別實現機械臂的左右和上下移動,Y1軸和Y2軸實現縱向前后伸縮;Y1、Y2軸上配有氣動手爪通過前后伸縮,結合X軸和Z軸左右和上下移動,來夾取工件,配合機床、上下料器和傳遞機構完成生產線的自動化生產。

圖3 機械臂3D圖
2.2 機械臂控制要求
為實現機械臂多工位和高效自動上卸料的工作目的,以及分析機械臂和中間工藝變換裝置之間的工作過程,對機械臂的控制提出如下要求:
1)能夠實現機械臂的整體(Z)上下移動和位置保持;
2)機械臂的左右移動(X)和Y1、Y2軸的前后伸縮;
3)機械臂能夠多軸聯動;
4)能夠人為設定X、Y1、Y2、Z原點位置,且電機位置不因斷電而遺失;
5)X、Y1、Y2、Z軸有正反行程極限位置保護;
6)主站與各從站之間能實時通信;
7)能實時顯示機械臂關鍵參數,部分參數能作相應的修改。
3 機械臂控制系統設計
3.1 控制系統的組成
電氣設備控制系統中,中央控制單元是至關重要的,通過上述的系統控制要求分析,本文選用了抗干擾能力強的可編程控制器PLC為控制核心,設計了多工位自動上卸料機械臂的控制系統[4~6]。
機械臂控制系統主要由以下模塊組成:PLC控制器、通信模塊、伺服控制器、伺服電機、I/O接線端子、信號傳送線纜、按鈕開關、傳感器和人機界面等。
主站控制器(PLC)與從站控制器通過通信模塊之間進行數據交換,發出控制信號,控制電磁閥和伺服驅動器等執行機構,使機械臂在多工位之間按預定程序運動,同時通過相應的傳感器的反饋信號監測和判斷機械臂的運行情況,并通過信號燈和人機界面顯示給用戶。
3.2 I/O點及分配
根據對控制系統的功能分析,機械臂PLC的I/O點位分配如表1所示。
3.3 控制系統主要器件選型
基于以上I/O分配表點位圖和對設備功能擴充升級的考慮,預留出20%的備用I/O口,主機選擇便于擴展的臺達DVP28SV11T2(輸入16點、輸出12點),輸入擴展模塊選擇臺達DVP16SM11N(16點),輸出擴展模塊選擇臺達DVP16SN11T(16點)。
要使機械臂能夠在多個工位之間自動上卸料,主站(機械臂)與從站(上下料器和中間傳遞)之間的實時通信是關鍵所在,通信模塊選擇臺達DVPDNET-SL和RTU-DNET與PLC組成DeviceNet通信網絡。
為了達到更高的可控性和智能性,加入人機交互,人機界面選擇臺達DOP-B10S411。
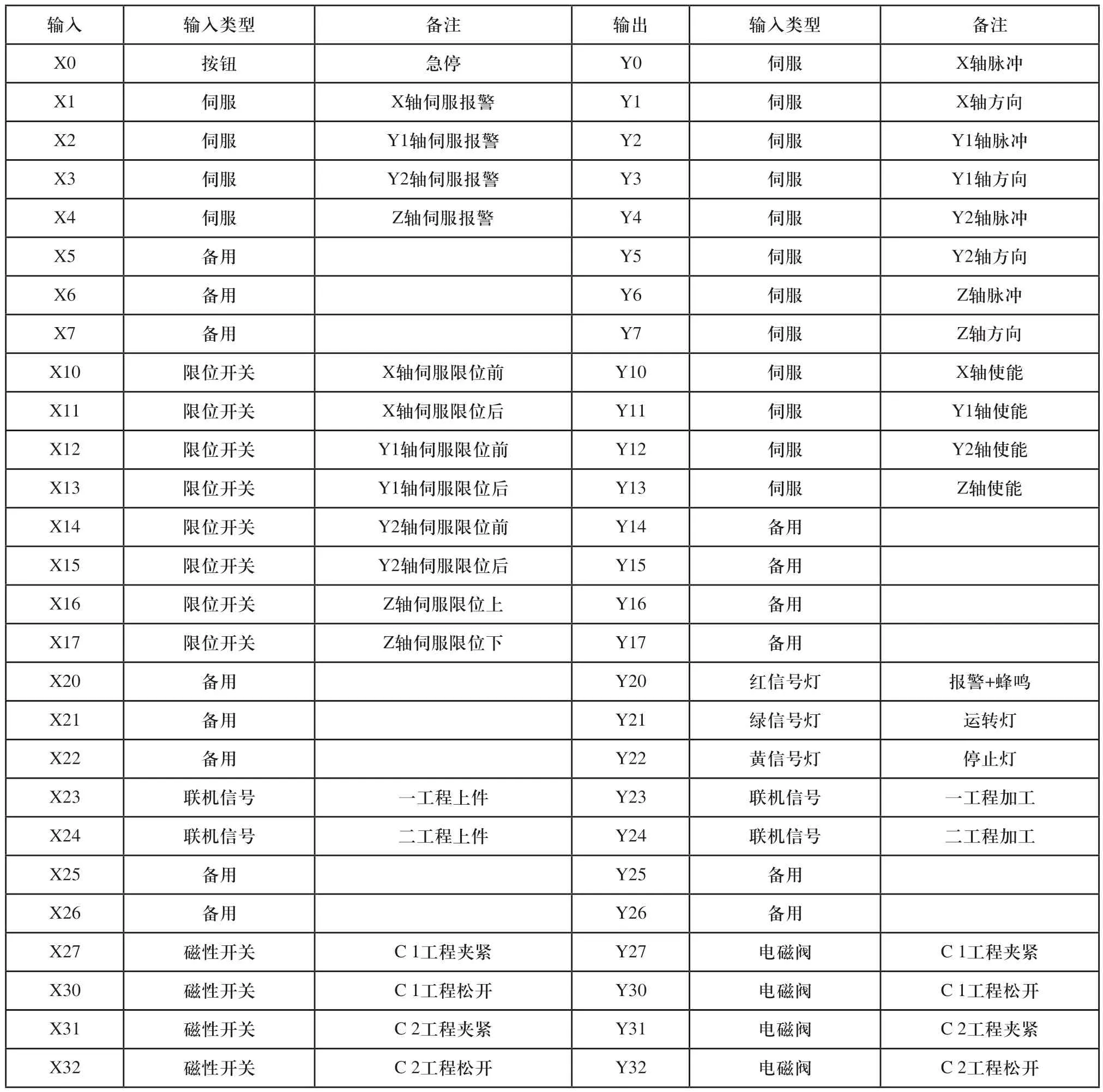
表1 機械臂I/O點分配表
機械臂的位置精度是靠電機來實現和決定的,根據設計中提出的控制要求,選擇有全閉環和絕對值編程的電機和伺服編碼器(能夠人為設定X、Y1、Y2、Z原點位置,且電機位置不因斷電而遺失),伺服驅動器和電機型號為臺達ASD-A2-0421-LN/ECMC-CW0604RS(Y1)、臺達ASD-A2-0421-LN/ECMC-CW0604RS(Y2)、臺達ASD-A2-0721-LN/ECMC-CW0807RS(X)、臺達ASD-A2-0721-LN/ECMCCW080SS(Z軸帶抱閘,位置保持)。
4 控制系統程序設計
4.1 PLC程序設計
程序設計[7]是控制系統的核心部分,根據生產流程和工藝要求,系統控制程序分為手動程序、自動程序。并且,為了提高設備運行的安全性和穩定性還需加入相應的互鎖、自鎖和報警程序。在要求平穩度和定位精度高的環節加上適當延時以提高設備的穩定性;為了提高設備的可操作性和智能性,對各個位置的傳感器進行邏輯處理,對不符合加工要求的情況給出相應的報警信息,對緊急報警進行停機處理,而對較緩和的報警,在執行完當前動作后暫停等待,等問題處理完以后可繼續運行。
以機床1(一工程)和機床2(二工程)為例,其程序流程如圖4所示,機床3和機床4程序流程同機床1和機床2相同。

圖4 程序流程圖
4.2 人機界面設計
觸摸屏界面采用臺達DOPSoft 2.00.07.02軟件開發。為使設備具有實時可控性和智能性,人機交互界面設有手動操作(便于檢修和調試)、自動操作、報警信息、傳感器狀態燈、伺服電機當前位置和參數設定等功能和信息模塊,更好地實現人機交互和信息顯示。圖5為觸摸屏手動界面、自動界面和參數設定界面。
5 結語

圖5 觸摸屏界面
DeviceNet網絡的搭建,能實現主站(機械臂)和各從站之間進行實時數據交換,該網絡在機械臂自動上卸料生產線上的成功應用,有效地解決傳統機械臂效率低、控制實時性較差和應用于多工位困難的問題。機械臂控制系統通過對伺服電機閉環控制,實現了對機械臂平移運動和多軸聯動的精確位置控制,配合傳感器和其他裝置,實現了多工位的自動高效上卸料。通過觸摸屏的人機交互,能夠方便地修改參數和了解設備的運行狀態,體現了設備的智能性和實時可控性。經實際生產表明,自動上卸料機械臂采用多工位的工作模式,能夠提高生產效率、產品質量以及生產過程的安全性、可控性和智能性,具有良好的實用價值和應用前景。

圖6 現場運行圖
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09
