基于UG的復(fù)雜型腔銑削加工與仿真
2019-09-27 05:04:58王戰(zhàn)中馬嘉恒馬琳博張明亮馬連春
制造業(yè)自動(dòng)化 2019年9期
關(guān)鍵詞:程序
王戰(zhàn)中 ,馬嘉恒,馬琳博,張明亮,馬連春
WANG Zhan-zhong1 ,MA Jia-heng1,MA Lin-bo2,ZHANG Ming-liang1,MA Lian-chun3
(1.石家莊鐵道大學(xué) 機(jī)械工程學(xué)院,石家莊 050043;2.鄭州鐵路利達(dá)實(shí)業(yè)有限公司,鄭州 450000;3.石家莊巨力科技股份有限公司,石家莊 051530)
0 引言
隨著高端制造業(yè)的不斷發(fā)展,各種復(fù)雜型腔的零件不斷應(yīng)用到產(chǎn)品設(shè)計(jì)與制造中。而對(duì)于復(fù)雜型腔零件的加工編程一般采用CAM軟件編程為主,并且隨著UG等具有強(qiáng)大功能的CAD/CAM軟件在生產(chǎn)實(shí)際中的應(yīng)用,進(jìn)一步提高了各種復(fù)雜型面的設(shè)計(jì)與加工能力。但由于零件形狀復(fù)雜,在加工當(dāng)中不可避免的會(huì)產(chǎn)生工件、刀具、工裝夾具、機(jī)床可能的干涉和碰撞[1]。為了避免發(fā)生碰撞、提升加工效率與安全性,先要設(shè)計(jì)正確的工裝夾具與加工工藝、正確無誤的編制數(shù)控加工程序;除此之外還要借助軟件仿真來模擬加工運(yùn)動(dòng),驗(yàn)證程序的正確性,防止干涉。
1 工藝分析
在此利用UG10.0對(duì)一種注塑模具凹模進(jìn)行工藝分析與數(shù)控編程,其模型如圖1所示。
該模型是由一款真實(shí)產(chǎn)品根據(jù)反向工程原理建立的自由曲面模型。根據(jù)現(xiàn)有實(shí)驗(yàn)設(shè)備并考慮加工成本,最終加工時(shí)選用某型號(hào)三軸加工中心進(jìn)行加工;據(jù)此編制加工工藝,工藝如表1所示。
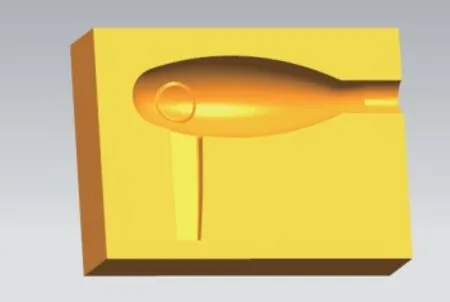
圖1 3D模型
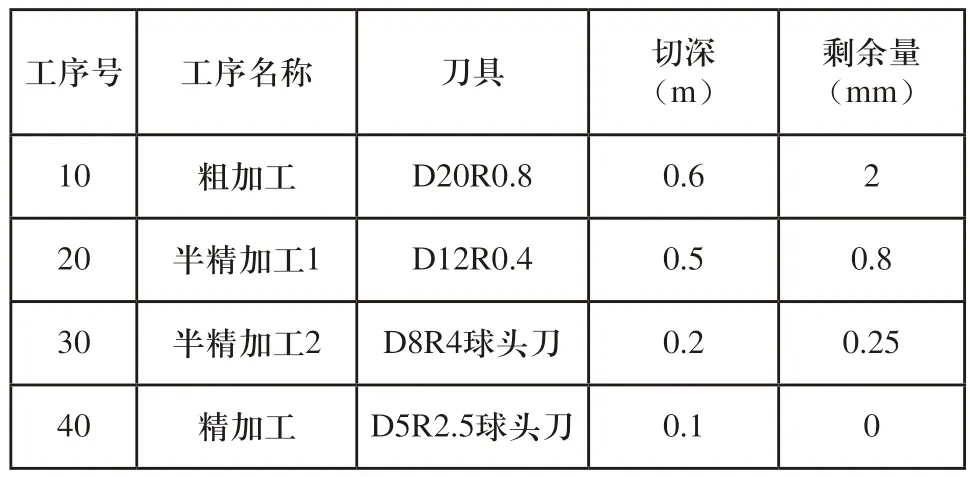
表1 加工工藝路線
在工件進(jìn)行數(shù)控加工的過程中,對(duì)加工效率和加工精確度影響最大的就是切削參數(shù)的設(shè)置。在對(duì)切削參數(shù)進(jìn)行設(shè)置時(shí),需對(duì)多種因素進(jìn)行綜合考慮[2]。進(jìn)行粗銑時(shí),在保證安全的前提下,應(yīng)盡可能的選擇大直徑的切削刀具以實(shí)現(xiàn)高效去除大量多余材料。半精銑是為精加工做準(zhǔn)備的,經(jīng)過半精銑的型腔剩余余量進(jìn)一步降低,確保精加工時(shí)刀具顫動(dòng)進(jìn)一步降低,提升加工質(zhì)量。精加工時(shí)應(yīng)使用高轉(zhuǎn)速、低吃刀量的加工工藝,利用球頭刀與成型刀等刀具加工最終成型表面。
2 數(shù)控加工分析
此工件加工的關(guān)鍵點(diǎn)在于凹模曲面的加工,曲面加工中,加工軌跡的選擇與刀具直徑的選擇是保證加工質(zhì)量與效率的關(guān)鍵,并決定著加工后曲面是否出現(xiàn)過切與欠切的缺陷。
2.1 曲面加工軌跡規(guī)劃
曲面加工中通常采用球頭刀進(jìn)行精加工。在刀具直徑確定的情況下,刀具軌跡是滿足加工平順的首要要求;數(shù)控的基本原理是通過插補(bǔ)來實(shí)現(xiàn)加工的,而插補(bǔ)只能以折線或圓弧形式連續(xù)逼近理論曲線結(jié)點(diǎn),并最終擬合成加工曲線。插補(bǔ)軌跡的誤差直接影響著加工精度的高低,因此在進(jìn)行UG編程之前需要分析所選刀具在機(jī)床中運(yùn)轉(zhuǎn)時(shí)的走刀路徑。
針對(duì)此零件曲面加工,一般常用數(shù)據(jù)采樣弦線插補(bǔ)法實(shí)現(xiàn)加工,其方法如圖2所示。其中er為逼近誤差,δ為一個(gè)周期內(nèi)逼近弦所對(duì)應(yīng)的圓心角,r為圓弧半徑。數(shù)據(jù)采樣圓弧差補(bǔ)法的數(shù)學(xué)模型表達(dá)式為:

設(shè)T為插補(bǔ)周期,F(xiàn)為刀具進(jìn)給速度,則進(jìn)給步長L為插補(bǔ)周期與刀具進(jìn)給的乘積。設(shè)定進(jìn)給補(bǔ)償為1并用其代替弦長,則有:

將式(2)代入式(1)中可得到最終逼近誤差公式:
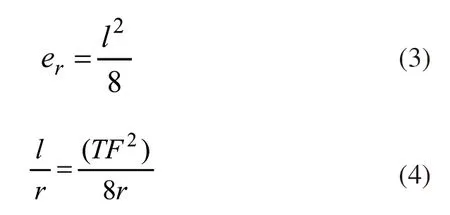
由式(3)、式(4)可以看出逼近誤差與速度、周期的平方成正比、與圓弧半徑成反比[3,4]。在加工時(shí)往往圓弧半徑與速度是一定的,因此選用較小的插補(bǔ)周期可以減小逼近誤差。
2.2 最優(yōu)刀具選擇方法
通過UG強(qiáng)大的編程版塊可以生成凹模的刀具軌跡;但在復(fù)雜曲面的加工中,刀具直徑的選擇同樣是影響加工質(zhì)量與效率的關(guān)鍵[5]。

圖2 數(shù)據(jù)采樣弦線差補(bǔ)法
根據(jù)嚙合原理中的互不干涉原則,在UG中為了保證不產(chǎn)生過切與碰撞,選用的刀具半徑最大不能超過曲面的最小曲率半徑Rmin。圖3所示為球頭刀加工時(shí)加工行距、殘余高度、刀具半徑及曲面曲率的關(guān)系圖。經(jīng)計(jì)算其關(guān)系為:

式(5)中,R為刀具半徑,L為刀具行距,h為殘余高度,ρ為曲面在垂直于刀具進(jìn)給方向的法曲率半徑。經(jīng)公式分析可知,行距由殘余高度與曲率半徑確定[6]。
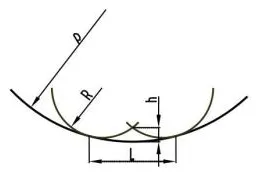
圖3 曲面加工行距示意圖
在UG中通過面曲率分析可測(cè)出零件最小曲率半徑Rmin,圖4為曲率半徑示意圖,如圖分析得出零件最小曲率半徑Rmin為-2.98mm,因此在選用精加工球頭刀具時(shí),最大刀具半徑R≤∣Rmin∣。綜合KORLOY刀具切削樣本,精加工最終選用直徑為?5的HPBE2010-T4-41型錐徑球頭刀[7]。根據(jù)前述關(guān)系,確定刀具直徑后再根據(jù)毛坯殘余高度確定精加工時(shí)的走刀步距。
3 數(shù)控編程

圖4 最小曲率半徑
UG軟件功能強(qiáng)大,是當(dāng)今最先進(jìn)的CAD/CAM/CAE軟件之一,其編程版塊更是一大特色,在業(yè)界應(yīng)用廣泛[8]。UG在編程上具有清晰的引導(dǎo)思路,方便用戶實(shí)現(xiàn)編程,其工作流程如圖5所示。
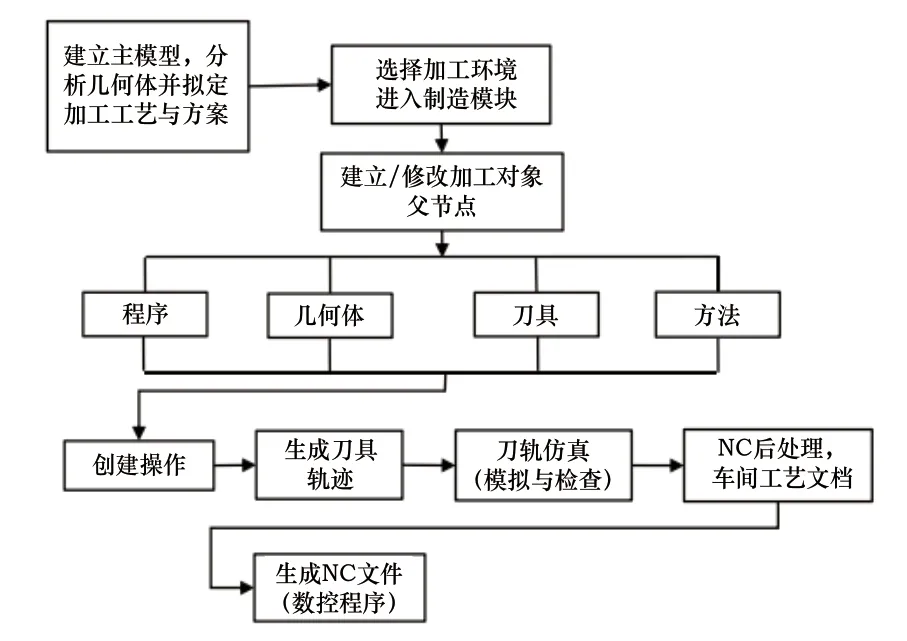
圖5 UG引導(dǎo)思路示意圖
3.1 程序編制與仿真
根據(jù)圖5的引導(dǎo)思路設(shè)定程序、幾何體、刀具并利用固定軸輪廓銑等切削模式生成刀具軌跡。UG可以通過自身的仿真功能進(jìn)行語法檢查、程序正確性驗(yàn)證與NC程序優(yōu)化。在使用機(jī)床實(shí)際加工之前可使用UG對(duì)編制的程序進(jìn)行仿真分析,以避免不必要的空刀程與風(fēng)險(xiǎn),優(yōu)化加工效率、降低加工風(fēng)險(xiǎn)并提升刀具與機(jī)床使用壽命。在生成刀具軌跡后,通過UG【刀軌可視化】-【2D動(dòng)態(tài)】可以清楚的觀察到刀具運(yùn)行方式與軌跡[9]。并通過【按顏色顯示厚度】清楚顯示加工后毛坯殘余量。其仿真過程與毛坯殘余厚度如圖6所示。
3.2 G代碼優(yōu)化與后處理
通過仿真可以看出,工件在幾個(gè)部位存在明顯的毛坯殘余。不能滿足模具合模時(shí)的設(shè)計(jì)與工作要求,還須安排后續(xù)清根加工。UG的編程板塊提供不同類型的加工方式,根據(jù)殘余毛坯的存在位置與厚度,分別選用【FINISH_FLOOR】、【FINISH_WALLS】、【CONTOUR_AREA_NON_STEEP】三種加工方式對(duì)零部件繼續(xù)進(jìn)行加工,并通過UG軟件降低刀軌運(yùn)行時(shí)的運(yùn)行公差為0.015mm。根據(jù)UG數(shù)控編程流程,設(shè)計(jì)好參數(shù)與刀軌,并在加工后再次進(jìn)行殘余余量分析,如圖7所示。
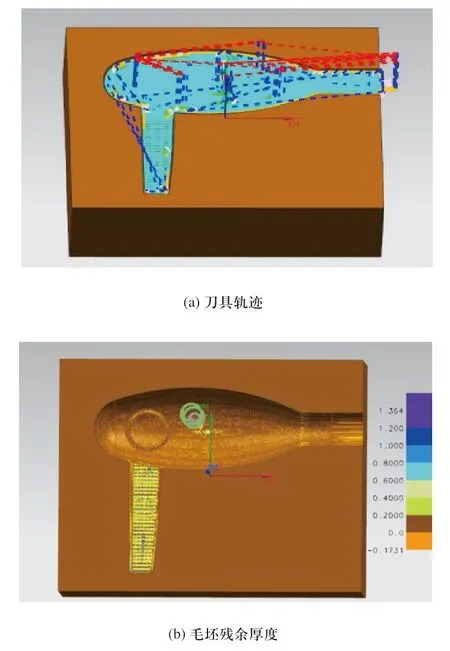
圖6 刀具軌跡和毛坯殘余厚度
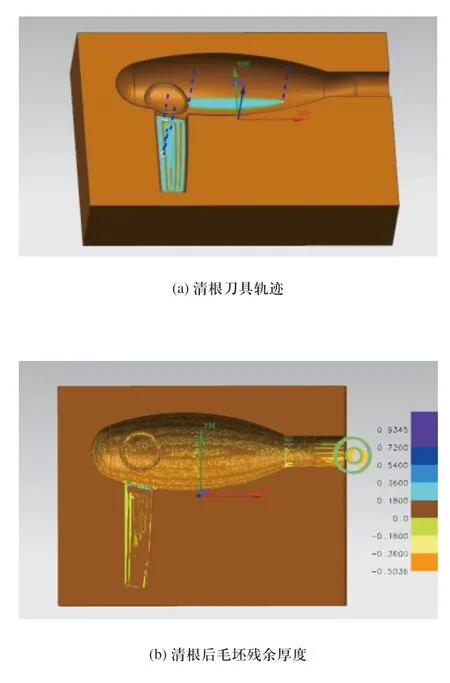
圖7 清根刀具軌跡和清根后毛坯殘余厚度
由最終加工效果圖可以看到,再次加工后的工件各曲面加工精度已能達(dá)到模具型芯的設(shè)計(jì)與使用要求。此時(shí)生成的刀具軌跡還不能進(jìn)行應(yīng)用與傳輸,需要通過后處理才能生成可以更改與應(yīng)用的代碼,通常為CLFS代碼和G代碼。打開UG自帶的后處理模塊,選擇合適的后處理文件。這里分別選用CLFS_STANDARD與3軸FANUC通用后處理,單位設(shè)定為公制,文件擴(kuò)展名設(shè)定為PTP格式。生成的部分CLFS代碼與G代碼如圖8所示。
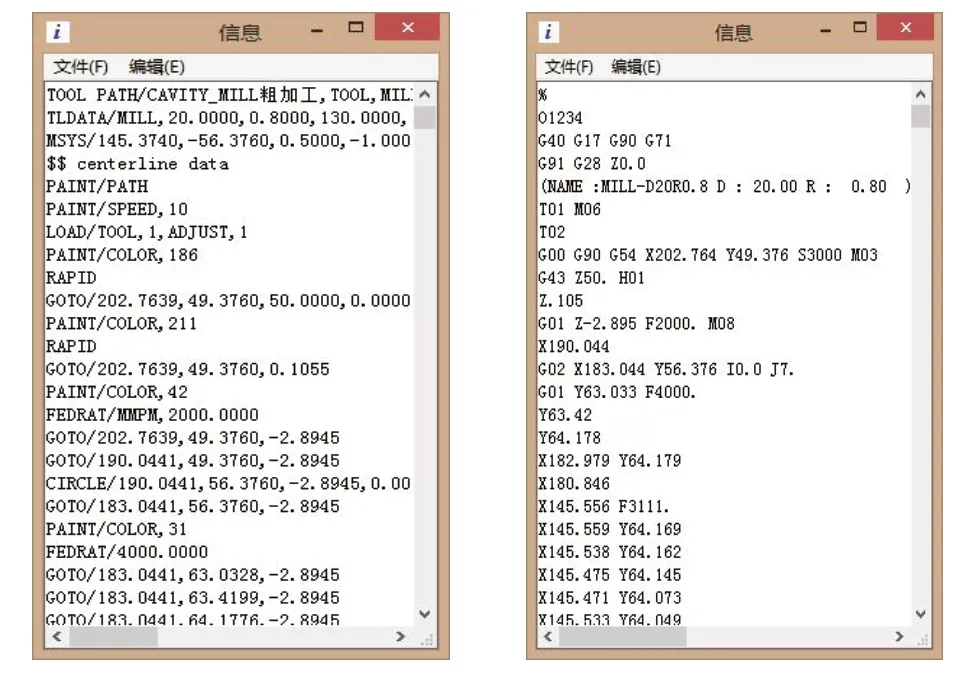
圖8 后處理代碼
通過觀察后處理發(fā)現(xiàn)工件加工時(shí)長較長、效率較低,因此通過UG自帶的優(yōu)化功能進(jìn)行刀軌優(yōu)化,打開【進(jìn)給與速度】-勾選【在生成時(shí)優(yōu)化進(jìn)給率】;重新生成的G代碼明顯提升了效率。以下面兩行程序?yàn)槔?/p>
原始程序:
優(yōu)化后:
觀察G代碼發(fā)現(xiàn),優(yōu)化后的程序根據(jù)機(jī)床指令和參數(shù)調(diào)整了進(jìn)給速率,加工時(shí)間由872.32分鐘縮短為510.17分鐘,明顯提升了加工效率,降低了生產(chǎn)成本。
4 實(shí)踐加工
最后選用400mm×300mm×100mm的碳素結(jié)構(gòu)鋼作為毛坯,使用本程序?qū)υ摿慵M(jìn)行加工。
4.1 加工前的準(zhǔn)備工作
除硬件準(zhǔn)備外,重點(diǎn)做CAM加工程序的輸出及零件編程坐標(biāo)的設(shè)置。把G代碼通過RS232接口或USB接口傳輸?shù)綌?shù)控機(jī)床中,詳細(xì)檢查程序的正誤,最后進(jìn)行試加工。由于在UG中,將裝夾好的毛坯頂面中心點(diǎn)設(shè)為工件編程原點(diǎn),建立工件坐標(biāo)系,因此應(yīng)用對(duì)刀儀測(cè)量工件編程原點(diǎn)的絕對(duì)坐標(biāo)值并將坐標(biāo)值輸入到機(jī)床G54坐標(biāo)系下,之后抬高Z軸,并切換為機(jī)床MDI格式,輸入G54 G90 G0 X0.Y0.指令并啟動(dòng),觀察主軸方位以確保仿真時(shí)所使用的工作坐標(biāo)系與實(shí)際加工使用的絕對(duì)坐標(biāo)系重合。編程原點(diǎn)調(diào)試示意圖如圖9所示。

圖9 編程原點(diǎn)調(diào)試示意圖
4.2 零件加工
根據(jù)上文分析,首先利用相關(guān)加工設(shè)備對(duì)零件進(jìn)行加工,程序運(yùn)行至未清根程序時(shí)暫停程序,觀察發(fā)現(xiàn)在缺少清根刀路境況下,工件存在明顯的毛坯殘余,其加工效果如圖10(a)所示;之后繼續(xù)進(jìn)行程序的清根加工,直至程序全部運(yùn)行完畢。觀察發(fā)現(xiàn)無毛坯殘余存在,成品的曲面光滑無明顯過切與毛坯殘余。最后使用投影儀、三坐標(biāo)等設(shè)備進(jìn)行檢驗(yàn);檢驗(yàn)結(jié)果顯示輪廓度等參數(shù)滿足使用要求,至此完成零件的實(shí)際加工。零件成品效果如圖10(b)所示。
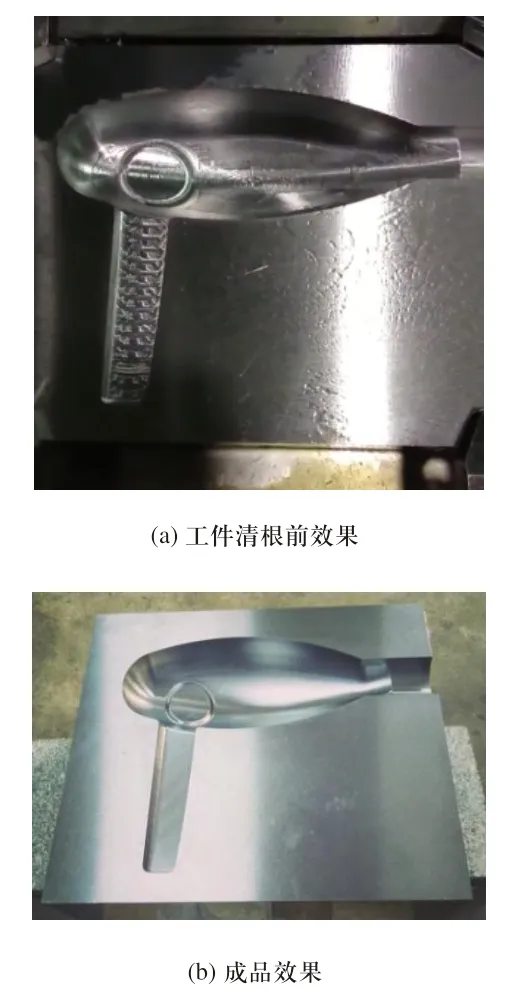
圖10 工件清根前效果和成品效果
5 結(jié)論
隨著技術(shù)的進(jìn)步,市場(chǎng)對(duì)復(fù)雜曲面的零件的需求將不斷擴(kuò)大、零件精度要求越來越高、數(shù)控程序也將更復(fù)雜。UG等自動(dòng)編程軟件將代替?zhèn)鹘y(tǒng)的手工編程,并提供可靠的驗(yàn)證與仿真功能。以上實(shí)例表明在數(shù)控基本原理的基礎(chǔ)上使用UG進(jìn)行數(shù)控編程與仿真可以快速編制出符合實(shí)際加工要求的數(shù)控代碼,減少不必要的實(shí)際切削驗(yàn)證,提升加工正確率,減少機(jī)床加工時(shí)間,大幅提升加工質(zhì)量與效率,降低生產(chǎn)成本。對(duì)提升復(fù)雜型腔零件加工效率和加工質(zhì)量具有重要的實(shí)際意義,研究結(jié)果對(duì)其他相似工件的加工提供了參考價(jià)值。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學(xué)院學(xué)報(bào)(2016年2期)2016-07-31 18:19:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
